铸造砂颗粒形状组成
铸造砂的颗粒形状和颗粒组成对型砂的流动性、紧实性、透气性、强度和抗液态金属的渗透性等性能有影响,是铸造砂质量的重要指标。
铸造砂造价信息
铸造砂应满足以下的要求:①较高的纯度和洁净度,以硅砂为例,铸铁用砂要求SiO2含量在90%以上,较大的铸钢件则要求SiO2含量在97%以上;②高的耐火度和热稳定性;③适宜的颗粒形状和颗粒组成;④不易被液态金属润湿;⑤价廉易得。

铸造砂简史
中国在公元17世纪已使用硅砂作造型材料,用于制造钟、镜、锅和火炮等铸件。但早期使用的多为含粘土的天然硅砂即山砂和河砂,它有较好的可塑性,可直接用于制造铸型和型芯,适于当时手工生产的条件。铸件进入工业化的大规模生产后,特别是造型机械化后,这种含粘土的天然硅砂性能的均一性差,型砂的质量难以控制,不能满足工艺要求,因此开始建砂厂,对天然硅砂进行水洗、擦洗、精选,得到各种高质量硅砂。 或将硅石破碎制成的人工硅砂。同时,也扩大了各种非硅质砂的使用。树脂砂造型造芯工艺的应用和发展,对铸造用砂的质量又提出了更高的要求,如细粉少,比表面积小,耗酸值低等。此外,对砂粒大小形状和粒度分布状况也有了新的要求。一些缺乏优质砂源的国家还发展了硅砂浮选技术,以提高硅砂的品位和质量。
铸造砂颗粒形状组成常见问题
-
主要原因:1:型腔内沙粒没清净。2:浇注前从浇道或冒口等开放处侵入了沙粒。3:砂型强度不够,受外力作用引起脱落。4:浇注不连续或浇注速度太慢导致型腔内沙粒不能顺利漂浮到冒口上,而滞留在温度较低的地方。...
-
潮膜砂(原砂,钠基粘土,煤粉,水)旧砂可以直接回用,回用时不加上述4组分,达到要求的水分紧实率等指标就可以。制芯用的覆膜砂等回用,有一种办法是先过筛,磁选,燃烧,除尘,冷却,成为相当于原砂的回用砂,然...
-
中国在公元17世纪已使用硅砂作造型材料,用于制造钟、镜、锅和火炮等铸件。但早期使用的多为天然含粘土的硅砂即山砂和河砂,它有较好的可塑性,可直接用于制造铸型和型芯,适于当时手工生产的条件。进入工厂化的大...
铸造砂的形状一般分3种。①圆形砂:颗粒为球形或接近于球形,表面光洁,没有突出的棱角。②多角形砂:颗粒成多角形,且多为钝角。③尖角形砂:颗粒成尖角形,且锐角较多。铸造砂的颗粒形状一般以角形系数(砂粒实际比表面积/球形砂粒理论比表面积之比)来表示。(见图)
砂子的颗粒组成是用筛号来表示的,测定的方法是将经水洗去泥分烘干后的干砂倒入标准筛,再放到筛砂机上筛分,筛分后将各筛子上停留的砂子分别称重,通常用标准筛筛分后砂粒最集中的3个相邻筛子的头尾筛号表示颗粒组成。
铸造砂按矿物组成不同分为石英砂和特种砂两大类,石英砂俗称硅砂。
主要矿物组成为石英,主要化学成分为SiO2。①天然硅砂:因其化学成分,粒度组成不同,分别用于有色合金铸件、铸铁件及中小型铸钢件的型砂和芯砂。②精选天然硅砂:用于以有机物作为粘结剂的各种铸钢件型砂和芯砂。③人工硅砂:用于精铸、打炉衬或铸钢件的型砂和芯砂。
非硅质砂种类较多,用途各异。①石灰石砂:由石灰岩破碎而成,主要矿物组成是CaCO3,用于铸钢件的型砂和芯砂。②锆砂:主要矿物组成是ZrO2·SiO2,用于大型铸钢件及合金钢件的芯砂或砂型的面砂,或将其粉料用作涂料。③镁砂:主要矿物组成是MgO,用于高锰钢铸件的面砂、芯砂,其粉料可用作涂料。④铬铁矿砂:主要矿物组成是铬铁矿FeO·Cr2O3,用于大型或特殊铸钢件的面砂、芯砂,其粉料可用作涂料。⑤刚玉砂:主要矿物组成是刚玉α-Al2O3,用于熔模、陶瓷型铸造的制壳材料。⑥橄榄石砂:主要矿物组成是橄榄石(MgFe)2SiO4,用于铸铁件、有色合金铸件以及高锰钢铸件的型砂和芯砂。⑦宝珠砂:主要矿物组成是Al2O3,耐高温、易溃散、粒型好、抗酸碱侵蚀、破碎率低、回用性强等优点。是铸铁、铸钢、铸铜、铸铝以及芯砂的理想造型材料。其性价比超过铬矿砂,锆英砂。
自然界中硅砂资源充足,但适合铸造用的SiO2含量高的天然硅砂并不太多。中国于1951年开始,对境内的铸造砂资源陆续进行了普查,但主要限于交通干线和主要工业城市附近。普查结果表明,中国可用于铸造的天然硅砂资源十分丰富,分布范围很广。内蒙古哲里木盟,天然硅砂储藏量达数亿吨,其颗粒形状接近圆形,SiO2含量为90%左右,非常适合工业铸造。福建晋江、东山的海砂,SiO2含量为94~98%。江西的都昌、星子、永修县均有大量第四纪河湖相积沉硅砂,SiO2含量为90%左右,含铁量低,碱性氧化物少,粒度均匀,是较好的湖砂。广州、湖南等地有丰富的易破碎的风化砂岩,可加工成人工硅砂,其SiO2含量在96%以上,可用于铸钢件的生产。
铸造砂颗粒形状组成文献

 铸造砂
铸造砂
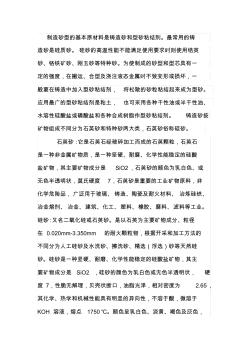
制造砂型的基本原材料是铸造砂和型砂粘结剂。最常用的铸 造砂是硅质砂。 硅砂的高温性能不能满足使用要求时则使用锆英 砂、铬铁矿砂、刚玉砂等特种砂。为使制成的砂型和型芯具有一 定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一 般要在铸造中加入型砂粘结剂, 将松散的砂粒粘结起来成为型砂。 应用最广的型砂粘结剂是粘土, 也可采用各种干性油或半干性油、 水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。 铸造砂按 矿物组成不同分为石英砂和特种砂两大类,石英砂俗称硅砂。 石英砂 :它是石英石经破碎加工而成的石英颗粒,石英石 是一种非金属矿物质,是一种坚硬、耐磨、化学性能稳定的硅酸 盐矿物,其主要矿物成分是 SiO2,石英砂的颜色为乳白色、或 无色半透明状,莫氏硬度 7,石英砂是重要的工业矿物原料,非 化学危险品,广泛用于玻璃、铸造、陶瓷及耐火材料、 冶炼硅铁、 冶金熔剂、冶金、建筑、化工、塑料、
 钙质砂颗粒的形状分析
钙质砂颗粒的形状分析
钙质砂颗粒的形状分析——钙质砂是一种含碳酸钙达 50 %以上的海洋生物成因的粒状材料。颗粒棱角度高、形状不规则,影响钙质砂的压缩、填充等力学性能。通过光学显微镜获取钙质砂颗粒的几何投影图像,借助 Matlab 图像处理软件,分别运用常规统计方法和分形理论...
铸造砂烘干机,属转筒烘干机,一般适应于颗粒状物料,也可用于部分掺入物料的办法干燥粘状膏状物料或含水量较高的物料。万泰铸造砂烘干机主要用于烘干干燥一定湿度和粒度范围的物料,广泛用于建材、冶金、化工、水泥工业、各种石英砂、矿粉、石灰石、煤粉、石英砂、粘土、黄砂、铸造砂、擦洗砂及各种金属精矿、尾矿等不怕高温及稍被烟尘污染的物料的烘干干燥。
《铸造砂型压实造型机》涉及铸造技术领域,尤其是涉及一种铸造砂型压实造型机。
铸造砂型压实造型机专利目的
《铸造砂型压实造型机》所要解决的技术问题是提供一种铸造砂型压实造型机,可获得顶部密实度低分型面密实度高的砂型。
铸造砂型压实造型机技术方案
《铸造砂型压实造型机》包括机座和设在机座上的导柱,所述导柱上设有可上下移动的上箱和下箱,还包括可移动至上箱和下箱之间的模板悬架,所述模板悬架的上部设有上模板,模板悬架的下部设有下模板,所述模板悬架中设有用于驱动上模板向上运动以及驱动下模板向下运动的驱动机构。进一步的,所述上模板和下模板上均设有导杆,模板悬架上设有与导杆相配合的导孔。
所述驱动机构为单向工作缸,单向工作缸的头部法兰与模板悬架相连,单向工作缸的活塞杆与上模板相连,单向工作缸的缸座法兰与下模板相连。所述驱动机构为双向工作缸,双向工作缸的缸体与模板悬架相连,双向工作缸的上部活塞杆与上模板相连,双向工作缸的下部活塞杆与下模板相连。所述导柱的顶部设有顶架,顶架上设有用于驱动上箱上下移动的上箱压缸,所述机座上设有用于驱动下箱上下移动的下箱油缸。所述机座上设有机架,所述机架上设有用于支撑模板悬架并可在机架上移动的溜架,所述导柱上设有可支撑溜架的溜架轨道。所述上模板和下模板可拆卸的分别设在对应的模板托板上,导杆固定在模板托板上。所述上箱设在砂箱托架上,上箱压缸的活塞杆与砂箱托架相连,所述下箱设在下箱托架上,下箱油缸的活塞杆与下箱托架相连,所述砂箱托架和下箱托架的边缘均设有用于套在导柱上的套筒。所述机架上设有溜架轨道,机架上设有用于驱动溜架往复移动的推动缸。所述机架上的溜架轨道位于导柱上的溜架轨道的下方,溜架的下部设有与机架上的溜架轨道配合的下滚轮,溜架的上部设有与导柱上的溜架轨道配合的上滚轮。
铸造砂型压实造型机改善效果
《铸造砂型压实造型机》结构设计合理,驱动位于上箱和下箱之间的模板,上模板向上移动对上箱砂型挤压密实,下模板向下移动对下箱砂型挤压密实,在分型面处相反挤压密实,获得的铸造砂型顶部密实度低、分型面密实度高,可提高铸件的质量;并且上下砂型同时挤压密实,受力平衡稳定可靠。
铸造砂相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 钻天杨
- 紫叶黄栌
- 超音波机
- 黄栌叶荚蒾
- 橡胶矿车碰头
- 美洲黄栌
- 瓷盘
- 氯离子含量快速测定仪
- 秋紫白蜡
- 秋色叶树种
- 高铁轨道板预埋套管抗拔力检测仪
- 麦杆菊
- DEFORM-3D塑性成形CAE应用教程
- 单臂吊
- Rokcom 六类屏蔽跳线(ROK-SAC6-XMYL)
- 鹰爪花
- 以管道形状的改变来提高风机系统流量的节能方法
- 固化液组成对磷灰石/硅灰石生物玻璃骨水泥性能影响
- 含脱粘界面陶瓷颗粒增强金属基复合材料弹性常数预报
- 建筑节能保温(胶粉聚苯颗粒外墙外保温系统)监理细则
- 江苏省公用设备基础备考冷却塔组成和分类考试试卷
- 二建机电工程教材电梯工程的组成和施工程序
- 吉林省造价工程师安装计量室内排水系统组成模拟试题
- 建筑安装工程费用项目组成【建标2013(44)号】
- 推荐电大计算机组成原理期末考试试题及答案小抄
- eps泡沫颗粒混杂轻质土路基填筑技巧施工工法
- 二建机电工程教材消防工程的组成和施工程序
- 造价建设项目投资构成与估算方法及估算费用组成
- 造价师土建工程教材精讲民用建筑构造组成
- EN10034-1993I型和H型结构钢形状和尺寸公差
- 石油工程建设勘察设计优秀质量管理小组成果获奖
- 新疆造价工程师安装计量室内排水系统组成试题
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司