铸造工艺数字化设计通用要求
《铸造工艺数字化设计通用要求》是2018年12月01日实施的一项行业标准。
铸造工艺数字化设计通用要求基本信息
| 中文名 | 铸造工艺数字化设计通用要求 | 外文名 | General requirements for digital design of casting process |
|---|---|---|---|
| 标准编号 | T/CFA 031103.4—2018 | 发布日期 | 2018年12月01日 |
| 实施日期 | 2018年12月01日 | ||
共享智能铸造产业创新中心有限公司、宁夏共享集团股份有限公司、共享装备股份有限公司、四川共享铸造有限公司。
铸造工艺数字化设计通用要求造价信息
本标准规定了铸造工艺知识库的建立、应用和更新,给出了铸造工艺数字化设计要求。
彭凡、杨军、原晓雷、乃晓文、刘亚宾、黄彬兴、薛蕊莉、宋亮、孟庆文、刘旭东、常涛、马吉海、林凯强。
铸造工艺数字化设计通用要求常见问题
-
1.一般程序1)根据产品图及技术条件、产品的批量及需用日期,结合工厂实际条件选择铸造方法。2)分析铸件的结构工艺性,判断缺陷倾向,提出结构改进意见和确定铸件凝固原则。3)标出浇注位置和分型面。4)绘出...
-
1,读懂图纸,2,考虑造型方法,铸造方法,3,分模分型面,4,放加工余量及各种参数5,画出实样制造方法及泥芯数量6,浇口及冒口数量及摆设方法7,浇注温度时间速度8,待箱时间及热处理注意事项9,工艺说明...
-
1、制造带有抽气箱和抽气孔型板;2、将烘烤呈塑性状态的塑料薄膜覆盖在型板上加热,温度一般在80℃-120℃之间、同时,真空泵抽气使薄膜密贴 在型板上成型;3、将带有过滤抽气管的砂箱放在已覆好塑料薄膜的...
本标准适用于应用计算机技术开展铸造工艺数字化设计。
铸造工艺数字化设计通用要求文献

 铸造工艺图解
铸造工艺图解
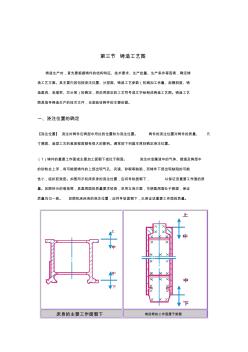
第三节 铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】 浇注时铸件在铸型中所处的位置称为浇注位置。 铸件的浇注位置对铸件的质量、 尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。 浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下, 以保证该重要工作面的质 量。如图所示的卷扬筒,
铸造工艺设计涉及零件本身工艺设计,浇注系统的设计,补缩系统的设计,出气孔的设计,激冷系统的设计,特种铸造工艺设计等内容。
零件本身工艺设计涉及到零件的加工余量,浇注位置、分型面的选择,铸造工艺参数的选择,尺寸公差,收缩率,起模斜度,补正量,分型负数等的设计 。
浇注系统是引导金属液进入铸型型腔的通道,浇注系统设计得合理与否,对铸件的质量影响非常大,容易引起各种类型的铸造缺陷,比如:浇不足、冷隔、冲砂、夹渣、夹杂、夹砂等等铸造缺陷。浇注系统的设计包括浇注系统类型的选择、内浇口位置的选择及浇注系统各组元截面尺寸的确定。此外,浇注系统的选择也非常重要,那么怎样才能选择正确的浇注系统呢?
对于机械化流水线、大批量生产,为了方便生产并有利于保证铸件的质量,内浇道一般设置在铸型的分型面处,根据该铸件毛坯的浇注位置及分型面的选择,将内浇道开设在铸型的分型面处是属于“中间注入式”浇注系统。液态金属在浇注过程中难免会包含有一定的“熔渣”,为了提高浇注系统的挡渣能力,适合于采用“封闭式”浇注系统。
在铸造工艺中,铸造工艺的设计对铸造产品的质量影响很大,但是浇注系统的选择方法的选择也不容忽视。
补缩系统的设计是合理的设计冒口和补贴,以补偿铸件在凝固过程中产生的液态和凝固态的体收缩,以获得健全的铸件的一项工程技术 。
出气孔用于排出型腔内的气体,改善金属液填充能力,排除先填充到型腔的过冷金属液和浮渣,还可作为观察型腔是否浇满的的标志 。
内容简介
《包装设计通用要求(GB/T 12123-2008)》规定了包装设计的基本要求、设计因素、设计方案确定方法、试验验证等内容。本标准适用于各类产品的包装设计。《包装设计通用要求(GB/T 12123-2008)》为中华人民共和国国家标准,由中国标准出版社出版发行。
2020年7月21日,《智能照明系统—通用要求》发布。
2021年2月1日,《智能照明系统—通用要求》实施。
铸造工艺数字化设计通用要求相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 铸造工艺设计
- 铸造工(技师、高级技师)
- 铸造手册第5卷铸造工艺
- 铸造有色金属及其合金牌号表示方法
- 铸造热裂纹
- 铸造用生铁企业认定规范条件
- 铸造碳化钨粉
- 铸造铝合金熔炼方法
- 铸造锌、 铜合金
- 铸钢丸
- 铸钢脱氧和部分合金化用钻锭
- 铸钢铸铁件—渗透检测
- 铸钢铸铁件—磁粉检测
- 铸铁偏摆检查仪
- 铸铁分析仪
- 铸铁技艺(永康铸铁技艺)
- 张潘明污水处理厂初步设计说明书(水质工程学课程)
- 云南洱海桃溪河口净化工程的设计思路及初步净化效果
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 智能建筑火灾自动报警与消防联动系统设计及应用效果
- 余杭某供电营业所生产营业用房工程建筑设计招标文件
- 中国建筑抗震设计规范的演变与展望
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 无机材料工艺学课程改革探索
- 园林景观及配套设施标工程施工组织设计建筑施工
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 中、小跨径钢筋混凝土拱桥现浇支架(拱架)设计指南
- 圆钢管通用规格表(20201009124910)
- 中国国家博物馆改扩建设计回顾及学术研讨会
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司