合金钢(Alloy Steel): ASTM A182 F1、 F5a、 F9、 F11、 F12、 F22、 F91、A182F12、A182F11、16MnR、Cr5Mo、12Cr1MoV、15CrMo、12Cr2Mo1、A335P22、
碳钢(Carbon Steel): ASTM A105,20#、Q235、16Mn、 ASTM A350 LF1, LF2 CL1/CL2, LF3 CL1/CL2、ASTM A694 F42, F46,F48, F50, F52, F56, F60, F65, F70;
不锈钢(Stainess Steel): ASTM A182 F304、304L、 F316、316L、1Cr18Ni9Ti、0Cr18Ni9Ti、321、18-8;
铸造法兰造价信息
整体法兰 单元法兰 a、螺纹法兰 b、焊接法兰对焊法兰带颈平焊法兰 带颈承插焊法兰 板式平焊法兰 c、松套法兰 对焊环松套带颈法兰 对焊环松套板式法兰 平焊环松套板式法兰 板式翻过松套法兰 d、法兰盖(盲孔法兰)
压力容器标准:JB1157-82~JB1160-82、JB4700-2000~JB4707-2000 B16.47A/B B16.39 B16.48
机械部标准:JB81-59~JB86-59、JB/T79-94~JB/T86-94、JB/T74-1994
国标:GB/T9112-2000(GB9113·1-2000~GB9123"para" label-module="para">
化工部标准:HG5010-52~HG5028-58、HGJ44-91~HGJ65-91、HG20592-97系列、HG20615-97系列
铸造法兰材质常见问题
-
法兰材质有铸铁,碳钢,合金钢,不锈钢等,产品生产工艺有板子焊接,热卷工艺,锻打工艺,浇铸工艺等,产品材质多样,质量保证。 Blind Flange AS...
-
你好,这个十几块就可以了。
-
法兰和法兰盘的区别也是比较大的,我觉得还是很好的,平焊和对焊是法兰和管道连接时的焊接方式,平焊法兰焊接时只需单面焊接不需要焊接管道和法兰连接的内口,对焊法兰的焊接安装需要法兰双面焊。所以平焊法兰一般用...
铸造法兰材质文献

 法兰材质对照表
法兰材质对照表
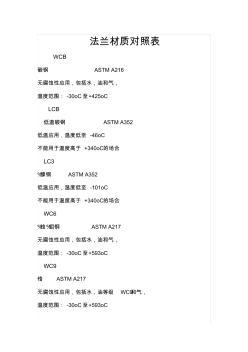
法兰材质对照表 WCB 碳钢 ASTM A216 无腐蚀性应用,包括水,油和气, 温度范围: -30oC至+425oC LCB 低温碳钢 ASTM A352 低温应用,温度低至 -46oC 不能用于温度高于 +340oC的场合 LC3 %镍钢 ASTM A352 低温应用,温度低至 -101oC 不能用于温度高于 +340oC的场合 WC6 %铬%钼钢 ASTM A217 无腐蚀性应用,包括水,油和气, 温度范围: -30oC至+593oC WC9 铬 ASTM A217 无腐蚀性应用,包括水,油等级 WC9和气, 温度范围: -30oC至+593oC C5 5%铬%钼 ASTM A217 轻度腐蚀性或侵蚀性应用及无腐蚀性应用, 温度范围: -30oC至+649oC C12 9%铬 1%钼 AST
 法兰材质对照表 (2)
法兰材质对照表 (2)
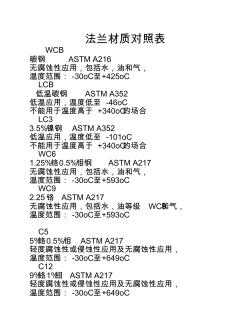
法兰材质对照表 WCB 碳钢 ASTM A216 无腐蚀性应用,包括水,油和气, 温度范围: -30oC至+425oC LCB 低温碳钢 ASTM A352 低温应用,温度低至 -46oC 不能用于温度高于 +340oC的场合 LC3 3.5%镍钢 ASTM A352 低温应用,温度低至 -101oC 不能用于温度高于 +340oC的场合 WC6 1.25%铬0.5%钼钢 ASTM A217 无腐蚀性应用,包括水,油和气, 温度范围: -30oC至+593oC WC9 2.25铬 ASTM A217 无腐蚀性应用,包括水,油等级 WC9和气, 温度范围: -30oC至+593oC C5 5%铬0.5%钼 ASTM A217 轻度腐蚀性或侵蚀性应用及无腐蚀性应用, 温
法兰生产的全过程,很精彩!
那么,铸造法兰和锻造法兰有不一样呢?
铸造法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。
锻件比铸件能承受更高的剪切力和拉伸力。铸件的优点在于可以制造出比较复杂的外形,成本比较低;且内部组织均匀,不存在铸件气孔,夹杂等有害缺陷;从生产工艺流程区别铸造法兰和锻造法兰,如离心法兰就属于铸造法兰的一种。
离心法兰属于精密铸造方法,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。
锻造法兰的生产工艺流程
选取优质钢坯下料、加热、成形、锻后冷却。锻造工艺方法有自由锻、模锻和胎模锻。生产时,按锻件质量大小,生产批量多少选择不同锻造方法。
自由锻的基本工序:自由锻造时,锻件形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
弯曲 使坯料弯曲成一定角度或形状的锻造工序。
扭转使坯料的一部分相对另一部分旋转一定角度的锻造工序。
切割 分割坯料或切除料头的锻造工序。
模锻 全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形。基本工序:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰最大直径以中板的幅宽为限。
卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。
来源:河北弯头法兰三通生产厂家
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。如涉及作品版权问题,请与我们联系,我们将根据您提供的版权证明材料确认版权并按国家标准支付稿酬或删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。
生产工艺主要分为锻造、铸造、割制、卷制这四种。
铸造法兰和锻造法兰
铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);
锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰; 锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。
锻件比铸件能承受更高的剪切力和拉伸力。
铸件的优点在于可以搞出比较复杂的外形,成本比较低;
锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等有害缺陷;
从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。
离心法兰属于精密铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。
首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:
①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;
②将金属模具预加热到800-900℃保持恒温;
③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;
④铸件自然冷却到800-900℃保持1-10分钟;
⑤用水冷却至接近常温,脱模取出铸件。
我们再来了解锻造法兰的生产工艺流程:
锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。 自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
自由锻
的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
-
镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
-
拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
-
冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
-
弯曲 使坯料弯曲成一定角度或形状的锻造工序。
-
扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
-
切割 分割坯料或切除料头的锻造工序。
模锻
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。
-
常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰最大直径以中板的幅宽为限。
卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。
生产工艺主要分为锻造、铸造、割制、卷制这四种。
铸造法兰和锻造法兰
铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);
锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;
锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。
锻件比铸件能承受更高的剪切力和拉伸力。
铸件的优点在于可以搞出比较复杂的外形,成本比较低;
锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等有害缺陷;
从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。
离心法兰属于精密铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。
首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:
①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;
②将金属模具预加热到800-900℃保持恒温;
③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;
④铸件自然冷却到800-900℃保持1-10分钟;
⑤用水冷却至接近常温,脱模取出铸件。
我们再来了解锻造法兰的生产工艺流程:
锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。
自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
一、自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1.镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2.拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
3.冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
4.弯曲 使坯料弯曲成一定角度或形状的锻造工序。
5.扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6.切割 分割坯料或切除料头的锻造工序。
二、模锻
模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。
1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。
2.常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
三、割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰最大直径以中板的幅宽为限。
四、卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。
铸造法兰相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 方块电阻
- 远东美居瓷砖卫浴
- 直流电阻
- 逻辑瓷砖
- 焊接法兰
- CK-25B
- 电动垂直帘
- 电阻点焊
- 热镀锌法兰
- 长帝TB18
- 户外卷帘
- 明亮的瓷砖
- 可调电阻
- 不锈钢法兰
- GB26539-2011防静电陶瓷砖
- 剪切机
- 中国机械工程学会铸造学会
- 机械工业第四设计院承揽维柴铸造车间改造工程设计项目
- 厚壁铸造奥氏体不锈钢管道焊缝超声相控阵检测技术概述
- 基于信息失真分析铸造工艺过程管理链流程再造
- 基于人工神经网络技术双金属复合管铸造数值仿真优化
- 中国机械工程学会铸造分会部分学术会议一览表
- Cr、As对水冷金属型离心铸造球墨铸铁管金相组织的影响
- TiAl基合金排气阀立式离心铸造充型及凝固过程数值模拟
- 插装阀三通回路在25T外导式铸造机液压系统中的设计应用
- 宜兴市冶金铸造企业安全生产专项整治工作方案
- 边界条件下消失模铸造泡沫珠粒射料充填数值模拟研究
- XZJ-10新型全自动锌及锌合金锭连续铸造机组的研制
- 工艺参数ADC12铝合金连杆端盖挤压铸造过程的影响
- 产品造型材料和工艺金属材料及铸造
- D342X-10法兰软密封蝶阀材料和材质及用途介绍
- 创建和谐的监理企业文化铸造优良的监理品牌
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司