中心钻国家标准
GB/T 6078-2016于2016年9月1日实行,替代:GB/T 6078.1-1998、GB/T 6078.2-1998、GB/T 6078.3-1998、GB/T 6078.4-1998。
中心钻造价信息
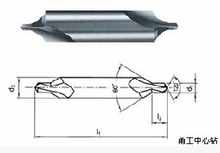
中心孔是轴类工件在顶尖上安装的定位基面。中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶尖锥面配合贴切,并可存储少量润滑油(黄油)。
中心孔常见的有A型和B型。A型中心孔只有60°锥孔。B型中心孔外端的120°锥面又称保护锥面,用以保护60°锥孔的外缘不被碰坏。A型和B型中心孔,分别用相应的中心钻在车床或专用机床上加工。加工中心孔之前应先将轴的端面车平,防止中心钻折断,标准中心钻的峰角一般为118度.
1.用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。
2.被加工工件的硬度在170-200HB之间最宜。
3.刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响切削性能。
4.被加工工件表面应平直,不得有砂眼或硬质点,以免刀具受损伤。
5.钻孔前的中心钻应达到所需的位置精度。
6.切削用量(见图)
7.切削液:根据加工对象选择不同的切削液,冷却应充分。
8.注意事项:在加工时出现有异常情况应立即停止,查清原因后方可加工;注意刃口的磨损情况及时修复;刀具使用后要清洗上油,妥善保管哦。
中心钻国家标准常见问题
-
去豆丁网试试,或许能找到你需要的。
-
麻花钻是从实体材料上加工出孔的,又是孔加工中应用最广的。麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也...
-
物业管理费收取标准如下: 一级收费标准:1.00元/月.平方米(已包含税、费) 基础条件: 小区封闭; 有不少于小区住宅总建筑面积3‰的物业管理服务用房; 绿化率35%以上(包括水面); ...
中心孔是轴类工件在顶尖上安装的定位基面。中心孔的60°锥孔与顶尖上的60°锥面相配合;里端的小圆孔,为保证锥孔与顶尖锥面配合贴切,并可存储少量润滑油(黄油)。
中心孔常见的有A型和B型。A型中心孔只有60°锥孔。B型中心孔外端的120°锥面又称保护锥面,用以保护60°锥孔的外缘不被碰坏。A型和B型中心孔,分别用相应的中心钻在车床或专用机床上加工。加工中心孔之前应先将轴的端面车平,防止中心钻折断,标准中心钻的峰角一般为118度.
中心钻用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
中心钻是用于轴类等零件端面上的中心孔加工。
中心钻常用的有两种型式:A型:不带护锥的中心钻;B型:带护锥的中心钻。加工直径d=2~10mm的中心孔时,通常采用不带护锥的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。

中心钻定义
用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。
中心钻是用于轴类等零件端面上的中心孔加工。
该产品切削轻快、排屑好。中心钻有二种型式:A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=2~10mm的中心孔时,通常采用不带护锥的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心钻(B型)。
1.用户必须根据被加工零件的孔型及直孔尺寸合理选用中心钻的型号。
2.被加工工件的硬度在170-200HB之间最宜。
3.刀具在使用前,必须洗净防锈油脂,以免切屑粘在刀刃上影响切削性能。
4.被加工工件表面应平直,不得有砂眼或硬质点,以免刀具受损伤。
5.钻孔前的中心钻应达到所需的位置精度。
6.切削用量
7.切削液:根据加工对象选择不同的切削液,冷却应充分。
8.注意事项:在加工时出现有异常情况应立即停止,查清原因后方可加工;注意刃口的磨损情况及时修复;刀具使用后要清洗上油,妥善保管哦。
(1)根据图纸的要求选择不同种类和不同规格的中心钻,中心孔的深度一般A型中心孔可钻出60°锥度的1/3~2/3,B型中心孔必须要将120°的保护锥钻出。
(2)钻中心孔,由于在工件轴心线上钻削,钻削线速度低,必须选用较高的转速:500~1000r/min左右,进给量要小。
(3)工件端面必须车平.不允许出现小凸头;尾座校正,以保证中心钻和轴线同轴。
(4)中心钻起钻时,进给速度要慢,钻人工件时要用毛刷加注切削液并及时退屑冷却.使钻削顺况钻毕时应停留中心钻在中心孔中2~3秒,然后退出,使中心孔光、圆、准确。
中心钻国家标准文献

 《国家标准》国家标准号
《国家标准》国家标准号
序号 国家标准号 标准中文名称 备注 1 GB/T 11653-2000 除尘机组技术性能及测试方法 废止 2 GB/T 1168-1976 螺柱技术条件 废止 3 GB/T 11690-1989 船用法兰铸钢止回阀 (四进位 ) 废止 4 GB/T 11696-1996 船用铸钢竖形止回阀 废止 5 GB/T 11702-1989 小艇 污水接头 废止 6 GB/T 11751-1989 医用高分子软管 尺寸系列 废止 7 GB/T 11755.1-1989 医用诊断 X 射线机管电压测试方法 废止 8 GB/T 11755.2-1989 医用诊断 X 射线机管电流测试方法 废止 9 GB/T 11757-1989 医用诊断 X 射线机曝光时间测试方 法 废止 10 GB/T 11786-1989 三股聚酰胺复丝绳索 废止 11 GB/T 11788-1989 三股聚乙烯单丝绳索 废止
 国家标准
国家标准
序号 一、混凝土类 标准号 1 国 家 标 准 预拌混凝土 GB/T14902-2003 2 普通混凝土力学性能试验方法 GB/T50081-2002 3 普通混凝土拌合物性能试验方法标准 GB/T50080-2002 4 混凝土结构设计规范 GB50010-2002 5 混凝土结构工程施工及验收规范 GB50204-2002 6 砼结构试验方法标准 GB50152-92 7 混凝土质量控制标准 GB50164-92 8 混凝土强度检验评定标准 GBJ107-87 普通混凝土长期性能和耐久性能试验方法 GBJ82-85 9 10 行 业 标 准 轻骨料混凝土结构技术规程 JGJ12-2006 11 无粘结预应力混凝土结构技术规程 JGJ92-2004 12 回弹法检测混凝土抗压强度技术规程 JGJ/T23-2001 13 普通混凝土配合比设计规程 JGJ55-
合金中心钻是用于轴类等零件端面上的中心孔加工。由于起材料为硬质合金,所以具有更好的耐磨性!但是也有了更高的价格,价格为普通中心钻的2-10倍
该产品切削轻快、排屑好。中心钻有二种型式:A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=1~10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心锥(B型)
A型中心钻:不带护锥的中心钻,加工直径d=1~10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件。
B型中心钻概述
用于孔加工的预制精确定位,引导麻花钻进行孔加工,减少误差。 B型中心钻:带护锥的中心钻,加工直径d=1~10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心锥(B型)
中心钻相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 潍坊防腐木
- 奥氏体304不锈钢
- 治具
- AB型中心钻
- 焊后热处理
- 商软超市通信息管理系统
- HRBF
- 多聚谷氨酸
- 新型国标闸阀
- 钻削
- 火焰切割
- sus303
- 电工电子产品环境试验设备国家标准汇编
- 键槽铣刀
- 工程应力
- 焊接性
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 中国(太原)煤炭交易中心煤炭现货交易规则(试行)
- 在市中心紧邻地铁和保护建筑的大型深基坑设计与施工
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中国船舶与海洋工程设计院喷水推进工程中心
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 云南保山服务中心4#-敬老院服务中心工程造价指标
- 中华人民共和国国家标准之居室空气中甲醛的卫生标准
- 医院消毒供应中心水处理设备的精细化管理及效果评价
- 中国安全生产科学院注册安全工程师注册管理中心
- 中国国际航空公司北京市内货运中心框架梁预应力施工
- 以节水灌溉为中心的农村水利科技发展趋势重点
- 新型随钻堵漏剂ZTC-1的生产工艺及性能评价
- 月田镇中心学校2010年冬季防火安全工作实施方案
- 旋喷搅拌喷射钻具及土体支护施工工法专利申请书
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司