纸面石膏板生产线
纸面石膏板生产线是指以纸面石膏板为产品的生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产线活动所构成的路线。

纸面石膏板生产线基本信息
| 中文名 | 纸面石膏板生产线 | 性 质 | 指以纸面石膏板为产品的生产过程 |
|---|---|---|---|
| 备 料 | 改性淀粉、缓凝机、纸浆 | 产品特点 | 安全:主要是指其耐火性好 |
l、 安全:主要是指其耐火性好。
轻质隔墙建材的最终水化产物是二水硫酸钙(CaSO42H2O),遇到火灾时,只有等其中的两个结晶水全部分解完毕后,温度才能从其分解温度1400C的基础上继续上升,分解过程中产生的大量水蒸气幕对火焰的蔓延还起着阻隔的作用。石膏与混凝土相比,其耐火性能要高5倍。我国1998年颁布的“建筑材料燃烧性能分级方法”和“建筑材料难燃性能实验方式”以将石膏制品列为不燃体。
2、舒适:是指它的“暖性”和“呼吸功能”。
石膏建材的导热系数在0.20-0.28 W/m.K之间,与木材的平均导热系数相近。材料的导热系数小,其传热速度慢;反之,其传热速度就快。导热系数大,人体接触时感觉“凉”,导热系数小感觉“暖”,这就使人们特别钟爱在室内使用木材。石膏建材具有与木材相近的导热系数,这也是许多国家大量在室内选用石膏建材的原因。
3、快速:是指石膏建材的生产速度快、施工效率高。
一般建筑石膏的初终凝时间在6-30分钟之间,与水泥制品相比,其凝结硬化快,纸面石膏板生产线生产石膏制品的脱模周期一小时可达4-5次;如采用石膏快速煅烧工艺,其凝结时间可进一步缩短,更加快了石膏砌块的生产速度。
4、环保:是指石膏建材节能、节材、可利废、可回收利用、卫生、不污染环境
纸面石膏板生产线造价信息
狭义的纸面石膏板生产线是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,即按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工,以实现纸面石膏板的成产。
纸面石膏板生产线纸面石膏板
纸面石膏板是以建筑石膏为主要原料,掺入适量添加剂与纤维做板芯,以特制的板纸为护面,经加工制成的板材。纸面石膏板具有重量轻、隔声、隔热、加工性能强、施工方法简便的特点。
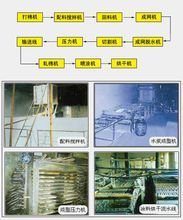
纸面石膏板生产线生产线工艺流程
配料部分:
备料:
改性淀粉、缓凝机、纸浆、减水剂、水经定量计量后放入水力碎浆机搅拌成原料浆,然后泵入料浆储备罐备用;
发泡剂和水按比例投入发泡剂制备罐搅拌均匀,泵入发泡剂储备罐(带加热装置,保持35℃以上)备用;
促凝剂和石膏粉原料经提升输送设备进入料仓备用;
配料:
料浆储备罐中的浆料使用计量泵泵入到搅拌机,发泡剂使用动态发泡装置发泡后进入搅拌机,促凝剂和石膏粉使用全自动计量皮带称计量后进入搅拌机,然后所有主辅料在搅拌机混合成合格的石膏浆。
说明:
所有主辅料的添加都含括在自动控制系统中,随生产线速度的不同自动调节,以适应大规模、高速度的要求
上纸开卷后经自动纠偏机进入成型机,下纸开卷后经自动纠偏机、刻痕机、震动平台进入成型机,搅拌
机的料浆落到震动平台的下纸上进入成型机,在成型机上挤压出要求规格的石膏板,然后在凝固皮带上完成 图样
初凝、在输送辊道上完成终凝,经过定长切断机切成需要的长度(2400mm、3000mm或其它),经1#横向机转向,转向后两张石膏板同时离开1#横向机,然后使用靠拢辊道使两张板材的间距达到要求后,经分配机分配进入干燥机干燥
烘干部分
采用燃油型导热油炉做为热源,热油经过翅片换热器换出热风后经风机送入干燥机内部完成烘干任务,本干燥机分为2区,能很好的完成石膏板干燥的干燥曲线,避免过烧、不干等缺陷。该工艺环保、节能、热效率高、工艺参数容易控制。
2#横向部分
干燥机完成干燥任务后,经出板机送入2#横向系统,完成石膏板的定长切边、全自动包边,然后经过成品输送机送入自动堆垛机堆垛,堆垛完成后使用叉车运送到打包区检验包装,全套生产流程完成
纸面石膏板生产线常见问题
-
这个主要看你想做一个多大规模的生产线了?一般国内最小的生产线是200万平米的,再者看您想用什么烘干工艺的,一般的有导热油烘干和热风烘干两种工艺,前者比较经济,后者的造价稍高但是在成本和能耗上低些,建议...
-
纸面石膏板生产工艺过程简述;1、配料工段 料仓内的物料通过水平、垂直输送设备输送,并通过刚性叶轮给料机送到皮带秤。多余的物料,则通过过回料输送机、提升机等输送设备送回料仓。 建筑石...
-
建一条装修用的纸面石膏板生产线大约投入多少钱?详细点。作坊式的。
10万足够
纸面石膏板生产线文献

 大汶口石膏矿纸面石膏板生产线
大汶口石膏矿纸面石膏板生产线
山东大汶口地区石膏资源十分丰富,矿石质量优良。本文介绍了大汶口石膏矿由石膏矿石-石膏粉-纸面石膏板生产的全过程;并就原料要求、工艺控制和生产应注意的问题作了叙述,为石膏企业开展深加工提供了新的经验。
小型纸面石膏板生产线及发展
一、我国纸面石膏板发展概况 我国自1978年第一条年产400万m~2机械化生产线投产以来,生产发展迅速。现已投产的生产线共计13条(其中2000万m~2/a生产线从原西德引进,其余均为国产400万m~2/a制板机组),总设计生产能力达6800万m~2。同时发展了各种配套应用材料及施工机具,编制了国家及行业的有关标准、规范及应用图集,为纸面石膏板的发展和推广使用起到了很大的推动作用。
纸面石膏板生产线;石膏粉生产线;泡沫水泥隔热板生产线;泡沫混凝土砌块生产线;玉米联合收割机;小麦、玉米两用收割机。
近日,在珙县工业园区余箐建材产业园,记者拍摄的泰山石膏生产线。该项目去年建成投产,建设年产3500万平米纸面石膏板生产线一条,以华电珙县电厂脱硫石膏、中正化工废渣磷石膏为主要原料生产纸面石膏板,年消化工业废渣石膏约35万吨。珙县工业园区以“一区五园”布局,包括余箐建材产业园、塘坝水泥产业园、孝儿火电产业园、上罗页岩气产业园、珙泉农产品加工产业园,目前已入驻企业57户,其中已投产企业54户,规模以上企业34户。
本报记者 王宇 摄

矿棉板工艺流程
矿棉疏松、磨纸打浆、混料搅拌、进恒位槽、放浆上网、成型、进室烘干、出板切割(2.4m锯成1.2m)打腻子、烘干、喷涂、压花、切割(600mmX600mm)、喷涂背胶、包装入库。其生产出的矿棉板以高品质粒状棉为主要原料矿棉,不含对人体有害成份,是一种安全环保型绿色建材产品。 矿棉板----生产线
具有装饰效果高雅、防火、防潮、隔热、保温、吸音等特点。公司研制开发的纸面石膏板生产线采用了先进的DCS监控系统。根据石膏板生产线的生产环节,整条线可分为配料成型,中控,自动入板,自动出板,烘干窑温控五部分。
配料成型工段:主要包括石膏粉绞龙、浓浆泵、发泡剂计量泵、输送绞龙、料浆搅拌机、成型站混合搅拌机、平台震动机、环形皮带成型机等设备。由于采用电脑配方管理控制系统,工作站实现了石膏粉、发泡剂、料浆的科学配比。精度高、操作容易、省力又省电。
中控工段:主要通过现场总线数据采集处理,监控成型过程,和烘干过程。依托强大的数据库为中心,温湿度及各项工艺参数实时记录,实现了科学管理。微机管理界面友好,易于操作,工艺参数一目了然。配料、成型、烘干,全方位自动控制。即使初学者也能从容应对。
自动入板工段:主要包括自动断板机、输送皮带、辊道、翻板机、入窑分配机、6层加速入板等设备构成的流水线,通过PLC自动控制,完成石膏板从切断后、加速、入窑的各生产环节。 自动出板工段:主要包括6层加速出板机、选层分配机、横向输送皮带、辊道、锯板机、堆垛机。
矿棉板----工艺流程
通过传感器、PLC、触摸屏和控制柜构成的现场总线控制系统,完成石膏板从出板加速到锯板、封边、堆垛、自动码放等工序的全自动流水作业。参数修改、产量查询,轻松又准确。实时事件报警和状态查询,更易于操作和维护。
烘干传动、温控及热风循环系统:该系统由远程智能仪表和湿度传感变送器,从现场采集温湿度信号。经过微机处理控制干燥传动机和热风循环机。
由于采用变频调速,从而使烘干控制即精确又省电。由于DCS集散控制系统,具有集中管理,分散控制的特点。
控制和数据采集由各子系统自动完成,控制中心则对整个生产工艺进行实时监控和数据记录,从而大大减小了因为布局故障造成系统崩溃的几率。
纸面石膏板生产线相关推荐
- 相关百科
- 相关知识
- 相关专栏
- JG/T3026-1995竹胶合板模板
- 气动液压安全阀
- 琉球叉柱兰
- 花无柱兰
- 尼龙筒管
- 脱皮树
- 衬氟设备
- 昆雕万能磨刀机KDM-10A
- 横纹胶合板
- 柱果秋海棠
- 热浸塑电力钢管
- 千代田精机CHIYODA-SEIKI
- 机械制造计量检测技术手册
- 弯管膨化机
- NSK6326轴承
- 消防管件
- 中厚板生产线升级改造设备中心线基准的测量方法
- 中国纸面石膏板产业市场现状及投资分析报告
- 脱硫石膏气流煅烧工艺在生产纸面石膏板中的应用
- 哈萨克3000t/d水泥生产线开工
- 基于PLC、现场总线化工化合生产线电气自动化改造
- 工厂生产线总包工程临时用电专项施工方案
- 兰州某建材公司480万吨矿渣微粉生产线项目申请报告
- 合金轧辊在φ12mm螺纹钢筋切分生产线上应用实践
- 电子原器件生产线成套设备
- 建筑用聚苯乙烯泡沫塑料生产线建设项目可行性报告
- 中部首条年产2000万m2纸面石膏板生产线荆门投产
- 900桶小时桶装生产线设备采购与安装工程项目
- 触摸屏和伺服在铝塑板生产线上的应用
- 中国建材工程签订哈萨克斯坦首条浮法玻璃生产线总包合同
- 352 PC在彩色钢板涂层生产线上的应用
- 5000td水泥熟料生产线设备安装工程施工组织设计
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司