纵剪线技术参数表
纵剪机的出产工艺流程是上料小车-开卷机-引料装置-拖曳校平机-齐头剪床-1#摆桥-纠偏送料装置-纵剪机-废边收卷机-过料架-2#摆桥-预分料装置-张紧机-送料装置-分卷剪床-转向滚筒-后桥-收卷机-出料小车-匡助支撑-液压系统-电气系统。
参 数 型号 | 加工板宽(mm) | 加工板宽(mm) | 纵剪条数 | 纵剪速度m/min | 开卷重量(ton) | 备注 |
ESL-0.5x1300 | 0.15-0.5 | 500-1300 | 24 | 50-150 | 7 | |
ESL-2x1300 | 0.3-2 | 500-1300 | 12-30 | 50-180 | 7/15 | |
ESL-2x1600 | 0.3-2 | 500-1600 | 12-30 | 50-180 | 7/15 | |
ESL-3x1600 | 0.3-3 | 500-1600 | 8-30 | 50-180 | 15 | |
ESL-3x1800 | 0.3-3 | 900-1800 | 8-30 | 50-180 | 20 | |
ESL-4x1600 | 1-4 | 900-1600 | 6-30 | 50-120 | 20 | |
ESL-6x1600 | 1-6 | 900-1600 | 6-30 | 30-80 | 30 | |
ESL-12x1600 | 2-12 | 900-1600 | 5-30 | 20-50 | 30 |
纵剪线造价信息
纵剪机的出产工艺流程是上料小车-开卷机-引料装置-拖曳校平机-齐头剪床-1#摆桥-纠偏送料装置-纵剪机-废边收卷机-过料架-2#摆桥-预分料装置-张紧机-送料装置-分卷剪床-转向滚筒-后桥-收卷机-出料小车-匡助支撑-液压系统-电气系统。
| 参 数 型号 |
加工板宽(mm) |
加工板宽(mm) |
纵剪条数 |
纵剪速度m/min |
开卷重量(ton) |
备注 |
| ESL-0.5x1300 |
0.15-0.5 |
500-1300 |
24 |
50-150 |
7 |
|
| ESL-2x1300 |
0.3-2 |
500-1300 |
12-30 |
50-180 |
7/15 |
|
| ESL-2x1600 |
0.3-2 |
500-1600 |
12-30 |
50-180 |
7/15 |
|
| ESL-3x1600 |
0.3-3 |
500-1600 |
8-30 |
50-180 |
15 |
|
| ESL-3x1800 |
0.3-3 |
900-1800 |
8-30 |
50-180 |
20 |
|
| ESL-4x1600 |
1-4 |
900-1600 |
6-30 |
50-120 |
20 |
|
| ESL-6x1600 |
1-6 |
900-1600 |
6-30 |
30-80 |
30 |
|
| ESL-12x1600 |
2-12 |
900-1600 |
5-30 |
20-50 |
30 |
上料小车上料--上开卷机开卷-出料架--开卷储料地坑--圆剪机纵切--收废边机构--过渡架---张力机构--收卷机-卸料小车-液压部件--电气控制系统--气压部件。
纵剪线技术参数表常见问题
-
臂长是55米,55米处的最大起吊量为1.3吨,独立高度为45米,最大起吊量为8吨,额定功率为800KN.M。
-
格力采取的是倒扣制度,为了最大化厂家利益,设定一个零售价给经销商(代理商),然后经销商以此价格直接在市场上销售,而赚钱格力的返利。这个返利只能充当货款而不能提现。 &nbs...
-
要明白桩内参数的含义,对应桩的详图和平面图看。

纵剪线主要技术参数
一般而言,纵剪线是非标产品,均是按照客户要求进行设计、制造。
以下以金属薄板纵剪线中的典型硅钢片纵剪线XH1250ZS6为例:(具体载重、分条数、线速度、断面整齐度、分条宽度、直线度.....等数值可根据需者要求而定)
1、剪切材料: 硅钢片
2、剪切材料宽度: 1250mm
3、剪切材料厚度: 0.15~0.5mm
4、卷料最大直径: Φ1800mm
5、开卷涨缩范围:
Φ460~520mm\570~610
6、卷料最大重量: 7T
7、最大剪切线速度: 200m/min
8、S度误差: ≤0.05mm
9、剪切边毛刺: ≤0.02mm
主要适用于变压器,电机,家电,汽车,建材,包装行业等。
1. 按可纵剪板厚,分为薄板纵剪线(加工厚度0.1-3.0mm)、厚板纵剪线(加工厚度3.0-6.0Mm)。
2. 按纵剪金属材质,可分为铜带纵剪线、不锈钢纵剪线、冷板纵剪线、硅钢纵剪线、马口铁纵剪线。
3. 按自动化程度,可分为全自动纵剪线,半自动纵剪线。
英文名称:Slitting Line
纵剪线技术参数表文献

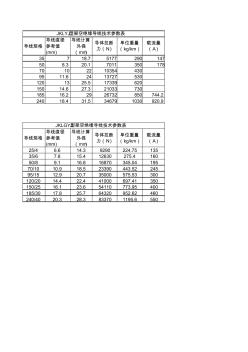 导线技术参数表
导线技术参数表
导线规格 导线直径 参考值 (mm) 导线计算 外径 (mm) 导体拉断 力(N) 单位重量 (kg/km) 载流量 (A) 35 7 18.7 5177 290 147 50 8.3 20.1 7011 350 178 70 10 22 10354 430 95 11.6 24 13727 530 120 13 25.5 17339 620 150 14.6 27.3 21033 730 185 16.2 29 26732 850 744.2 240 18.4 31.5 34679 1030 920.9 导线规格 导线直径 参考值 (mm) 导线计算 外径 (mm) 导体拉断 力(N) 单位重量 (kg/km) 载流量 (A) 25/4 6.6 14.3 9290 224.75 135 35/6 7.8 15.4 12630 275.4 160 50/8 9.1 16.8 16870 3
 变压器技术参数表
变压器技术参数表
1 / 7 10kV S11 系列低损耗节能变压器技术参数 高压: 10(6、6.3、10、10.5、11) 低压: 0.4kV 联结组: Y.yno 或 D.yn11 调压范围:± 5%或±2×2.5% 产品型号 额定容量 (kVA) 损 耗 (W) 短路阻抗 (%) 空载电流 (%) 重 量 (kg) 轨距 (mm) 外形尺寸 (mm)空 载 负 载 器身重 油重 总重 S11-30/10 30 90 600 4.0 1.4 150 80 295 450 955×450×1010 S11-50/10 50 130 870 1.2 220 95 400 1000×460×1075 S11-63/10 63 150 1040 1.2 260 100 450 550 1005×465×1115 S11-80/10 80 175 1250 1.1 295 110 510

纵剪线机概述
纵剪线机
●纵剪线机又叫纵剪机组用于马口铁、镀锌铁、硅钢片、冷轧带钢、不锈钢带、铝带、钢带等卷料分条剪切。将金属卷料裁剪成所需各种宽度的条料,再将条料收成小卷供下道工序使用,是变压器、电机行业及其它金属带材精密剪切的必需设备。
●纵剪线种类很多按可纵剪板厚分为薄板纵剪线、厚板纵剪线,按纵剪金属材质可分为铜带纵剪线、不锈钢纵剪线、冷板纵剪线、硅钢纵剪线。
●以下以薄板纵剪线中ESL-3*2000开卷纵剪线具体工艺流程和参数为例:本生产线用于厚度0.3-3.0mm,宽度800-2000mm的冷轧普碳、热镀锌等钢卷的开卷、纵剪、收卷。其工艺流程如下:
●板卷存放→上卷→开卷→引头→夹送粗矫→切头→废料收集→活套→对中→纵剪→废边卷取→活套→分离涨紧→分切→分离收卷→卸料。
一. 主要技术参
1. 原料参数
材质 普通冷轧钢板,镀锌板等
板厚 0.3 ~ 3.0 mm
板宽 800~2000mm
卷材内径 Φ508mm/Φ610mm
卷材外径 ≤Φ2000mm
卷材最大重量 20000kg
2. 成品参数
带材内径 Φ508mm
带材外径 ≤Φ1500mm
收卷最大重量 15000kg
最小带材宽度 25mm(板厚≤1)
宽度精度 ±0.05mm (板厚≤1mm)
±0.1mm (板厚 >1.5mm)
剪切毛刺 5%板厚 ,最小0.03mm
条料直线度 1mm/1000mm(JIS标准优质板,板宽>50mm)
3. 设备参数
纵剪条数 7条 (厚3mm)
12条 (厚2mm)
25条(厚1mm)
纵剪速度 max150m/min
总功率 约210KW
占地面积 30mX10mX2m(长x宽x高)
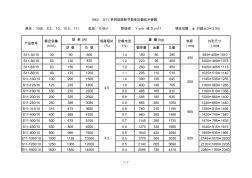
●纵剪线规格参数表:技术参数、设备配置可按客户需要确定
参 数 型号 | 加工板宽(mm) | 加工板宽(mm) | 纵剪条数 | 纵剪速度m/min | 开卷重量(ton) | 备注 |
ESL-0.5x1300 | 0.15-0.5 | 500-1300 | 24 | 50-150 | 7 | |
ESL-2x1300 | 0.3-2 | 500-1300 | 12-30 | 50-180 | 7/15 | |
ESL-2x1600 | 0.3-2 | 500-1600 | 12-30 | 50-180 | 7/15 | |
ESL-3x1600 | 0.3-3 | 500-1600 | 8-30 | 50-180 | 15 | |
ESL-3x1800 | 0.3-3 | 900-1800 | 8-30 | 50-180 | 20 | |
ESL-4x1600 | 1-4 | 900-1600 | 6-30 | 50-120 | 20 | |
ESL-6x1600 | 1-6 | 900-1600 | 6-30 | 30-80 | 30 | |
ESL-12x1600 | 2-12 | 900-1600 | 5-30 | 20-50 | 30 |
纵剪线机又叫纵剪机组用于马口铁、镀锌铁、硅钢片、冷轧带钢、不锈钢带、铝带、钢带等卷料分条剪切。
纵剪线机
●纵剪线机又叫纵剪机组用于马口铁、镀锌铁、硅钢片、冷轧带钢、不锈钢带、铝带、钢带等卷料分条剪切。将金属卷料裁剪成所需各种宽度的条料,再将条料收成小卷供下道工序使用,是变压器、电机行业及其它金属带材精密剪切的必需设备。
●纵剪线种类很多按可纵剪板厚分为薄板纵剪线、厚板纵剪线,按纵剪金属材质可分为铜带纵剪线、不锈钢纵剪线、冷板纵剪线、硅钢纵剪线。
●以下以薄板纵剪线中ESL-3*2000开卷纵剪线具体工艺流程和参数为例:本生产线用于厚度0.3-3.0mm,宽度800-2000mm的冷轧普碳、热镀锌等钢卷的开卷、纵剪、收卷。其工艺流程如下:
●板卷存放→上卷→开卷→引头→夹送粗矫→切头→废料收集→活套→对中→纵剪→废边卷取→活套→分离涨紧→分切→分离收卷→卸料。
一. 主要技术参
1. 原料参数
材质 普通冷轧钢板,镀锌板等
板厚 0.3 ~ 3.0 mm
板宽 800~2000mm
卷材内径 Φ508mm/Φ610mm
卷材外径 ≤Φ2000mm
卷材最大重量 20000kg
2. 成品参数
带材内径 Φ508mm
带材外径 ≤Φ1500mm
收卷最大重量 15000kg
最小带材宽度 25mm(板厚≤1)
宽度精度 ±0.05mm (板厚≤1mm)
±0.1mm (板厚 >1.5mm)
剪切毛刺 5%板厚 ,最小0.03mm
条料直线度 1mm/1000mm(JIS标准优质板,板宽>50mm)
3. 设备参数
纵剪条数 7条 (厚3mm)
12条 (厚2mm)
25条(厚1mm)
纵剪速度 max150m/min
总功率 约210KW
占地面积 30mX10mX2m(长x宽x高)
●纵剪线规格参数表:技术参数、设备配置可按客户需要确定
| 参 数 型号 |
加工板宽(mm) |
加工板宽(mm) |
纵剪条数 |
纵剪速度m/min |
开卷重量(ton) |
备注 |
| ESL-0.5x1300 |
0.15-0.5 |
500-1300 |
24 |
50-150 |
7 |
|
| ESL-2x1300 |
0.3-2 |
500-1300 |
12-30 |
50-180 |
7/15 |
|
| ESL-2x1600 |
0.3-2 |
500-1600 |
12-30 |
50-180 |
7/15 |
|
| ESL-3x1600 |
0.3-3 |
500-1600 |
8-30 |
50-180 |
15 |
|
| ESL-3x1800 |
0.3-3 |
900-1800 |
8-30 |
50-180 |
20 |
|
| ESL-4x1600 |
1-4 |
900-1600 |
6-30 |
50-120 |
20 |
|
| ESL-6x1600 |
1-6 |
900-1600 |
6-30 |
30-80 |
30 |
|
| ESL-12x1600 |
2-12 |
900-1600 |
5-30 |
20-50 |
30 |
纵剪机的出产工艺流程是上料小车-开卷机-引料装置-拖曳校平机-齐头剪床-1#摆桥-纠偏送料装置-纵剪机-废边收卷机-过料架-2#摆桥-预分料装置-张紧机-送料装置-分卷剪床-转向滚筒-后桥-收卷机-出料小车-匡助支撑-液压系统-电气系统。
参 数 型号 | 加工板宽(mm) | 加工板宽(mm) | 纵剪条数 | 纵剪速度m/min | 开卷重量(ton) | 备注 |
ESL-0.5x1300 | 0.15-0.5 | 500-1300 | 24 | 50-150 | 7 | |
ESL-2x1300 | 0.3-2 | 500-1300 | 12-30 | 50-180 | 7/15 | |
ESL-2x1600 | 0.3-2 | 500-1600 | 12-30 | 50-180 | 7/15 | |
ESL-3x1600 | 0.3-3 | 500-1600 | 8-30 | 50-180 | 15 | |
ESL-3x1800 | 0.3-3 | 900-1800 | 8-30 | 50-180 | 20 | |
ESL-4x1600 | 1-4 | 900-1600 | 6-30 | 50-120 | 20 | |
ESL-6x1600 | 1-6 | 900-1600 | 6-30 | 30-80 | 30 | |
ESL-12x1600 | 2-12 | 900-1600 | 5-30 | 20-50 | 30 |
纵剪线相关推荐
- 相关百科
- 相关知识
- 相关专栏
- AD8664
- 喷头射程
- 桅子
- 消防产品LPCB认证
- 塔式造粒旋转喷头
- 密目式安全网
- 超超临界火电机组运行
- 长链烷基硅油
- 变压器铁(磁)芯
- 进口旋转喷头
- 旋转式微喷头
- 耐酸碱潜水泵
- 角磨机齿轮润滑脂
- 威固特淋浴花洒喷头超声波清洗机
- 抛光材料
- 4喷头大字符喷码机
- 磷铵技术改造五大磷肥工程的建议
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 以贯穿项目为核心载体的建筑工程技术专业素材库建设
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 支持并行工程和智能CAPP的制造资源建模技术
- 在“建筑节能与居住舒适”专题技术交流会议上的讲话
- 应对水源突发污染的城市供水应急处理技术与应用
- 引用公路桥涵施工技术规范JTJ0412000
- 振冲碎石桩地基加固技术在椒江标准海塘工程中的应用
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 以工作过程为导向构建高职建筑工程技术专业课程体系
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 有色金属技术经济院与广亚铝业签署战略合作协议
- 智能微电网集成关键技术研发及其产业化项目通过验收
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司