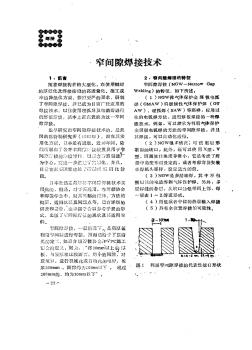
窄间隙焊接
窄间隙焊接,厚板焊接中一种焊前工件不开坡口,仅留10毫米左右的窄间隙,采用多层多道焊接的气体保护焊工艺。通常采用熔化极氩弧焊方法,亦可用钨极氩弧焊方法。生产率高,变形小和接头性能好。
窄间隙焊接,厚板焊接中一种焊前工件不开坡口,仅留10毫米左右的窄间隙,采用多层多道焊接的气体保护焊工艺。通常采用熔化极氩弧焊方法,亦可用钨极氩弧焊方法。生产率高,变形小和接头性能好。
窄间隙焊接造价信息
窄间隙焊接常见问题
-
可以,固定是没问题,但是焊透就有问题。纯激光焊的间隙应该控制在0.2以上,大功率的可以达到0.3,填丝激光焊可以达到0.5。不过你这么小的零件,我觉得要用小功率的激光,几百瓦
-
保护间隙是一种简单的避雷器,按其形状可分为:角形、棒形、环形和球形等 。常用角形保护间隙如图所示:1、角形电极,2、主间隙,3、支柱绝缘子,4辅助间隙,5、电弧的运动方向。
-
把梁隐藏然后把板拉伸 将缝隙消失
窄间隙焊接文献

 水平钢筋窄间隙焊接技术
水平钢筋窄间隙焊接技术
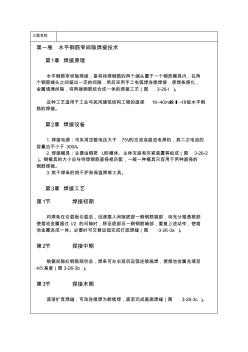
工程名称 第一卷 水平钢筋窄间隙焊接技术 第1章 焊接原理 水平钢筋窄间隙焊接,是将待焊钢筋的两个端头置于一个铜质模具内,在两 个钢筋端头之间留出一定的间隙,然后采用手工电弧焊连续焊接,使焊条熔化, 金属填满间隙,将两端钢筋结合成一体的焊接工艺(图 3-26-l )。 这种工艺适用于工业与民用建筑结构工程的直径 16~40mm的Ⅰ~Ⅲ级水平钢 筋的焊接。 第2章 焊接设备 1.焊接电源:可采用空载电压大于 75V的交流或直流电焊机,其二次电流的 容量应不小于 300A。 2.焊接模具:主要由铜质 U形模体、主体支座和夹紧装置等组成(图 3-26-2 )。铜模具的大小应与待焊钢筋直径相匹配,一般一种模具只宜用于两种直径的 钢筋焊接。 3.烘干焊条的烘干炉和保温筒等工具。 第3章 焊接工艺 第1节 焊接初期 将焊条在引弧板引弧后,迅速插入间隙底部一侧钢筋端部,待充分熔透根部 使熔池金属超过 l
窄间隙焊具有极高的焊接生产率,更优良的接头力学性能,更小的焊接残余应力和残余变形,更低的焊接生产成本等显著技术与经济优势,将其归为先进制造技术,当之无愧。然而,迄今为止,该技术在厚板焊接领域的推广应用仍极其有限,我国不少行业在应用上仍没有零的突破。要使窄间隙焊接技术更成熟化、更实用化、技术经济优势更明显化,还应主要从以下方面加快技术开发和技术进步:
(1)开发更低热输入的弧焊技术,以满足高强钢甚至高合金钢、空间位置适应性更宽等方面的需要;
(2)开发GMAW方法的超低飞溅率控制技术(包括电源),以满足窄间隙自动焊工艺过程高可靠性、高稳定性的需要;
(3)开发高抗干扰能力、高可靠性、高精度的自动跟踪技术,以满足焊枪在狭窄坡口内安全可靠运行,电弧在坡口内空间作用位置高度准确的需要 。 2100433B

窄间隙焊简介
窄间隙焊方法包括如窄间隙TIG焊、窄间隙熔化极焊、窄间隙焊条电弧焊、窄间隙细丝埋弧焊等方法,其中窄间隙TIG焊又包括窄间隙冷丝TIG焊和窄间隙热丝TIG焊。
窄间隙焊接技术已成为现代工业生产中厚板结构焊接的首选技术,其巨大的技术和经济优势决定了它是今后厚板焊接技术发展的主要方向之一。而K-TIG焊是窄间隙钨极惰性气体保护焊。采用惰性保护气体更有效的保护焊缝,使焊成型接效果更加良好 。
窄间隙焊接相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 窄间隙GMAW焊接过程高性能控制方法与应用研究
- 窊皱
- 窑洞文化
- 窑洞营造技艺(陕北窑洞营造技艺)
- 窑街煤电集团甘肃工程设计(咨询)有限责任公司
- 窒息气体
- 窒息灭火法
- 窗喷
- 窗宽修正系数
- 窗帏
- 窗帘杆安装
- 窗户居住
- 窗户税
- 窗时排序
- 窗明几净
- 窗框
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 中国焊接学会堆焊及表面工程专委会
- 智能小区以太接入交换机SNMP代理设计与实现
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 在砌块配筋砌体中使用的新型钢筋直螺纹连接套筒
- 高度集成化导航接收机系统射频电路的设计与实现
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 中高职衔接培养园林技术专业技术技能人才途径的实践
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 多功能快速连接法兰CN209743850U
- 中国高速铁路接触网施工技术与验收标准及及注意事项
- 在光(电)缆接头盒内设置密封监测装置的可行性建议
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司