自动换刀数控机床
自动换刀数控机床,即“加工中心”。
自动换刀数控机床,即“加工中心”。
自动换刀数控机床造价信息
自动换刀数控机床常见问题
-
数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。 数控机床的特点 [编辑本段] 数...
-
在数控机床中,进给伺服系统是数控装置和机床的中间联接环节,是数控系统的重要组成部分。通常设计进给伺服系统时必须满足一定的要求,才能保证进给系统的定位精度和静态、动态性能,从而确保机床的加工精确度。现代...
-
我是搞数控编程的,铣床的加工工艺有限,要往加工中心方面发展,目前我看过最多的是法拉克的。(个人意见)建议你首先学一下mastercam.这个编程软件,相对UG,其它软件来讲要容易学一些。学好maste...
自动换刀数控机床文献

 数控机床换刀系统设计
数控机床换刀系统设计
数控机床换刀系统设计 摘要 ................................................................ 2 第一章 、 概述 ...................................................... 2 第一节、数控机床发展现状 ................................................................................................... 3 1、国际数控机床的发展状况 ......................................................................................... 3 2、国内控机床的发展状况 ...................
 数控机床论文
数控机床论文
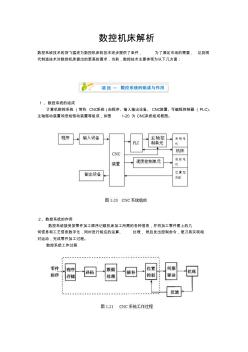
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件, 为了满足市场的需要, 达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1 、数控系统的组成 计算机数控系统 (简称 CNC系统)由程序、输入输出设备、 CNC装置、可编程控制器(PLC)、 主轴驱动装置和进给驱动装置等组成,如图 1-20 为 CNC系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、 处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图 1-21 所示(图中的虚线框为 CNC单元),一个零件程序的执行首先要输入 CNC中,经 过译码、数据处理、 插补、位置控制, 由伺服系统执行 CNC输出的指令以驱动机床完成加工。 CNC系
一种数控机床自动换刀装置及方法专利目的
《一种数控机床自动换刀装置及方法》的目的是为了提供一种数控机床自动换刀装置及方法,解决2016年1月以前的数控机床自动换刀过程中,容易发生主轴和机械手相撞,进而损坏主轴或机械手的问题。
一种数控机床自动换刀装置及方法技术方案
《一种数控机床自动换刀装置及方法》包括机架,设置在机架上的圆盘式刀库,和圆盘式刀库适配的刀库驱动马达,圆盘式刀库内设置有若干刀具,机架上设置和刀具相适配的倒刀气缸,机架上设置有机械手驱动马达,机械手驱动马达上设置有涡轮,涡轮上连接有可旋转和轴向运动的机械手旋转轴,机械手旋转轴上设置有用于换刀的机械手,涡轮上设置有一组原位定位凹槽、扣刀定位凹槽;机架上设置有和原位定位凹槽相适配的原位近接开关,和扣刀定位凹槽相适配的扣刀定位近接开关;机架上还设置有加工主轴,主轴上连接设置有主轴马达,主轴上设置有与刀具相适配的装配腔,还包括和刀库驱动马达、倒刀气缸、机械手驱动马达、原位近接开关、扣刀定位近接开关、主轴马达相接的数控系统。涡轮上还设置有停止定位凹槽,机架上设置有和停止定位凹槽相适配的停止近接开关;停止近接开关和数控系统相连。
优选的,原位定位凹槽设置有一个;扣刀定位凹槽设置有两个,分别为第一扣刀定位凹槽和第二扣刀定位凹槽;停止定位凹槽设置有三个,分别为第一停止定位凹槽、第二停止定位凹槽和第三停止定位凹槽,它们设置的顺序按照360°划分依次为原位定位凹槽、第一停止定位凹槽、第一扣刀定位凹槽、第二停止定位凹槽、第二扣刀定位凹槽、第三停止定位凹槽;两个扣刀定位凹槽位于凸轮的同一圆周上,三个停止定位凹槽位于同一圆周上。 优选的,主轴马达包括控制主轴Z向上下运动的主轴Z向动作马达和控制主轴旋转的主轴旋转马达。优选的,机架上设置有和刀具相适配用于松刀和紧刀的主轴刀具气缸,主轴刀具气缸和数控系统相适配。优选的,机架上设置和刀具预选刀具位相适配的刀具定位近接开关,和刀具倒刀刀具位相适配的刀具倒刀近接开关。
《一种数控机床自动换刀装置及方法》包括如下步骤:
(1)数控系统根据指定的刀具号,控制刀盘转动,通过数控系统计数,指定的刀具转动到预选刀具位,此时,和预选刀具位相适配的刀具定位近接开关感应到指定刀具到达预选刀具位后给数控系统发送一个刀具到位信号;
(2)上一工序完成后,数控系统通过读取原位近接开关的信号判断机械手是否处在初始位置,机械手在初始位置时,数控系统控制位于预选刀具位的刀具执行倒刀动作,同时控制主轴Z向动作驱动马达工作,主轴Z向动作驱动马达带动主轴上升至换刀点后给数控系统一个主轴到位信号;主轴旋转马达带动主轴执行角度定位后给数控系统一个主轴定位到位信号;当刀具倒刀近接开关感应到刀具到位后,给数控系统一个刀具到位信号;如果机械手不在初始位置,数控系统给主轴Z向动作驱动马达一个锁死信号,使主轴无法进行Z向的操作;
(3)数控系统收到步骤(2)所述的刀具到位信号和主轴到位信号后,给机械手驱动马达一个工作信号,机械手离开初始位置,原位近接开关给数控系统一个机械手离开初始位置的信号,数控系统给主轴Z向动作驱动马达一个锁死信号;当机械手旋转至第一停止定位凹槽时,停止近接开关给数控机床发送一个停止信号,数控机床给机械手驱动马达一个停止工作信号,如果机械手停止后运动到扣刀位置,扣刀定位凹槽和扣刀定位近接开关相对,扣刀定位近接开关给数控系统发送一个确定定位信号,此时数控系统给主轴发送松刀指令,否则,数控机床自动换刀装置停止工作;主轴松刀完成后,给数控系统发送松刀完成信号;
(4)数控系统接受到步骤(3)所述的松刀完成信号后,给机械手驱动马达下达工作指令,机械手驱动马达带动机械手下拉一定距离后,旋转180°上升到原位,第二停止定位凹槽和停止近接开关相对,停止近接开关给数控机床发送停止信号,数控机床给机械手驱动马达下达停止指令,机械手驱动马达停止运行,此时如果第二扣刀定位凹槽和扣刀定位近接开关相对,则给数控机床发送一个确定定位信号,此时给主轴发送紧刀指令;否则,数控机床自动换刀装置停止工作;紧刀到位后给数控系统发送紧刀到位信号;
(5)数控系统收到步骤(4)所述的紧刀到位信号后,给机械手驱动马达下达工作指令,机械手驱动马达带动机械手回到初始位置,当第三停止定位凹槽和停止近接开关相对后,停止近接开关给数控机床发送一个停止信号,数控机床给机械手马达发送一个停止信号,机械手停止后,如果原位定位凹槽和原位近接开关相对,则给数控系统发送一个机械手回到初始位置的信号,此时数控机床给刀座一个回刀指令,使换下的刀具回到刀座中,同时给主轴Z方向驱动马达一个解锁指令,主轴可以进行Z方向的操作。
为了进一步保证不会发生机械手撞击主轴的现象,只要机械手不在初始位置,主轴Z向4动作驱动马达就会被锁死,主轴无法进行上下运动,数控系统接收到扣刀定位近接开关或停止近接开关的信号时,数控系统给主轴Z向动作驱动马达一个锁死信号,使主轴无法进行Z向的操作。为了进一步保证不会发生机械手撞击主轴的现象,如果机械手在初始位置,原位近接开关会给数控系统发送一个原位信号,如果机械手不在原位或者原位近接开关损坏,则不发送任何信号,数控系统判定机械手不在初始位置,同时给主轴Z向动作驱动马达一个锁死信号,使主轴无法进行Z向的操作。为了使得刀具进预选刀位更加迅速,节约能量,数控系统根据指定的刀具号,给刀库驱动马达发送工作指令,控制圆盘式刀库转动,圆盘式刀库带动指定的刀具转动到预选刀具位时,数控系统通过读取刀具号所在位置,进而判断刀盘通过正转还是反转离预选刀具位更近,从而给刀盘正转或反转信号。
一种数控机床自动换刀装置及方法改善效果
《一种数控机床自动换刀装置及方法》的有益效果:和刀库驱动马达、倒刀气缸、机械手驱动马达、原位近接开关、扣刀定位近接开关、停止近接开关、主轴刀具气缸、主轴马达、数控系统相互配合,实现高精度换刀,同时原位近接开关、扣刀定位近接开关、停止近接开关,能够实现机械手离开初始位置,或者无法判定机械手位置时,或者停电后,通过主轴Z方向驱动的锁止,使得在换刀过程中,不会出现机械手和主轴相互撞击,而造成机械手或主轴损坏的问题,同时该发明结构合理能够有效节省工作过程中的能量损耗。
根据实现原理的不同,自动换刀有回转刀架换刀、更换主轴头换刀、带刀库自动换刀等方式。
回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。
更换主轴头换刀方式时首先将刀具放置于各个主轴头上。通过转塔的转动更换主轴头从而达到更换刀具的目的。这两种方式设计简单,换刀时间短,可靠性高。其缺点是储备刀具数量有限,尤其是更换主轴头换刀方式的主轴系统的刚度较差,所以仅仅适应于工序较少、精度要求不太高的机床。
带刀库自动换刀方式由刀库,选刀系统,刀具交换机构等部分构成,结构较复杂。该方法虽然有着换刀过程动作多,设计制造复杂等缺点,但由于其自动化程度高,因此在加工工序比较多的复杂零件时,被广泛采用。
自动换刀系统简称ATC,是加工中心的重要部件,由它实现零件工序之间连续加工的换刀要求,即在每一工序完成后自动将下一工序所用的新刀具更到主轴上,从而保证了加工中心工艺集中的工艺特点,刀具的交换一般通过机械手、刀库及机床主轴的协调动作共同完成。
带刀库和自动换刀装置的数控机床,其主轴箱和转塔主轴头相比较,由于主轴箱内只有一个主轴,主轴部件具有足够刚度,因而能够满足各种精密加工的要求。另外,刀库可以存放数量很多的刀具,以进行复杂零件的多工步加工,可明显提高数控机床的适应性和加工效率。自动换刀系统特别适用于加工中心。
自动换刀系统应当满足的基本要求包括:
(1)换刀时间短;
(2)刀具重复定位精度高;
(3)足够的刀具储存量;
(4)刀库占用空间少。
自动换刀数控机床相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 自动控制元件及线路
- 自动控制元件及线路 | 5版
- 自动控制元件及线路第四版
- 自动控制技术及应用
- 自动揉面机
- 自动搓丝机基本参数
- 自动搓丝机精度
- 自动明弧焊接专机
- 自动机械设计
- 自动焊枪
- 自动电压控制型酸性矿灯充电架通用技术条件
- 自动电压调节器
- 自动电话交换机
- 自动移印机
- 自动线路分段器
- 自动绕膜机
- 电气工程及其自动化特色专业建设探索
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 高效率PWM/PFM自动切换升压转换器的设计
- 智能建筑火灾自动报警与消防联动系统设计及应用效果
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 制备质子交换膜燃料电池碳/碳复合材料双极板的方法
- 止回阀是指依靠介质本身流动而自动开闭阀瓣用来防止
- 云南造价咨询服务收费自动计算表〔2O12〕66号
- 永煤矿区铁路道口栏门自动联锁控制电路技改方案
- 基于GIS的矿产资源的潜力评价的自动制图模型
- 以色列CQM-换热器自动清洗装置ATCS技术介绍
- 智能建筑电梯和自动扶梯系统分项工程质量验收记录表
- 智能化楼宇自动化控制系统机电设备安装施工技术分析
- 基于MMIC技术的S波段GaAs单刀单掷开关
- 智能化楼宇自动化控制系统机电设备安装施工技术
- 意大利(caleffi)卡莱菲自动排气阀样本说明
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司