右旋锚杆型号表示方法

右旋锚杆型号表示方法
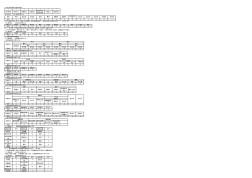
M S G L D –Mpa / O × A
MS : 树脂锚杆 G :杆体
Mpa:杆体屈服强度,单位为兆帕(MPa)
L:螺纹钢式
D:等强
O:公称直径,单位为毫米(mm)
A:长度,单位为毫米(mm)
示例:公称直径20mm,长度2000mm,屈服强度335MPa的无纵肋螺纹钢式树脂锚杆金属杆体,可表示为MSGLW-335 / 20×2000。
右旋锚杆造价信息
(1)结构合理,锚杆全螺纹全长等强,解决了反麻花锚杆螺纹及拍扁处强度低的缺点。
(2)比同规格反麻花锚杆的承载能力提高40%
(3)操作简单,价格低廉,广泛用于煤矿、铁路、水电等工程各类巷道支护。
(4)操作简单,价格低廉,广泛用于煤矿、铁路、水电等工程各类巷道支护

右旋锚杆组成
组成锚杆必须具备几个因素: ① 一个抗拉强度高于岩土体的杆体
② 杆体一端可以和岩土体紧密接触形成摩擦(或粘结)阻力
③ 杆体位于岩土体外部的另一端能够形成对岩土体的径向阻力
锚杆作为深入地层的受拉构件,它一端与工程构筑物连接,另一端深入地层中,整根锚杆分为自由段和锚固段,自由段是指将锚杆头处的拉力传至锚固体区域,其功能是对锚杆施加预应力;锚固段是指水泥浆体将预应力筋与土层粘结的区域,其功能是将锚固体与土层的粘结摩擦作用增大,增加锚固体的承压作用,将自由段的拉力传至土体深处。
根据上述定义,给出了锚杆的基本结构。
右旋锚杆型号表示方法常见问题
-
制造标准 材质 尺寸 型式举个例子:ASME B16.5 ASTM A105N 4" STD WN-RF
-
轴承型号表示方法 【轴承形式】 ●英制单列深沟球轴承: R ●英制带法兰单列深沟球轴承: FR ●公制单列深沟球轴承: 记号省略 ●公制带法兰单列深沟球轴承: F ...
-
【1】锅炉型式代号,如立式水管型代号 为LS,双锅筒横 置式代号为SH,燃烧方式代号,如固定炉排 ,代号为G,链条炉排代号为L,例如SZL10-1.3/350-AⅡ的含意为:双锅筒纵置式链条炉...
右旋锚杆是1996年研制生产的新型锚杆,其性能达到国际先进水平。该锚杆是反麻花锚杆的换代产品,性能优越;
| 材质 |
HRB355(20MnSi) |
||||
| 性能 规格 |
屈服强度 (MPa) |
拉伸强度 (MPa) |
延伸度 (%) |
破裂载荷 (Kn/m) |
理论重量 (kg/m) |
| φ16 |
≥335 |
≥490 |
≥16 |
≥100 |
1.6 |
| φ18 |
≥335 |
≥490 |
≥16 |
≥126 |
2.0 |
| φ20 |
≥335 |
≥490 |
≥16 |
≥156 |
2.5 |
| φ22 |
≥335 |
≥490 |
≥16 |
≥189 |
3.0 |
M S G L D –Mpa / O × A
MS : 树脂锚杆 G :杆体
Mpa:杆体屈服强度,单位为兆帕(MPa)
L:螺纹钢式
D:等强
O:公称直径,单位为毫米(mm)
A:长度,单位为毫米(mm)
示例:公称直径20mm,长度2000mm,屈服强度335MPa的无纵肋螺纹钢式树脂锚杆金属杆体,可表示为MSGLW-335 / 20×2000。

右旋锚杆生产技术要点

检验分类
1、工序检验:指树脂锚杆生产中直到捆扎前对指定的工序进行质量检验。
2、出厂检验:对树脂锚杆及托盘滚丝后、冲眼后及出厂前的检验或出厂前的抽检。
3、型式检验:按有关标准要求送检或产品质量监督机构提出要求时的检验。
工序质量控制
以下工序每工作班生产前应由质检员进行首检,首检合格后方可进行生产。
1、下料工序:
检查下料截取长度。每工作班由操作工用钢卷尺检测四次,长度公差L±10mm。
2、轧圆工序:
检查轧圆直径、长度及表面质量。每十根由操作工用游标卡尺检测一次。直径公差0.2
长度公差120±10mm,表面光滑无弯曲。质检员每班抽检四次。
3、调直工序:检查杆体直线度≤2㎜/m,操作工逐根检查,质检员每班抽样3‰进行检查。
4、滚丝工序:
检查杆体轧圆部滚丝螺纹直径、长度及表面质量。每五根由操作工用游标卡尺检测一次。螺纹直径公差M-0.4-0.3,也可以用螺纹环规进行检验。螺纹长度公差90±5mm,螺纹牙形无损伤。质检员每班抽检四次。
5、托盘剪切工序:检查剪切尺寸。每工作班由操作工用卷尺检测二次。尺寸公差120±5mm质检员每班检查一次。
6、成型工序:检查托盘成型情况,凹面高度不低于20㎜。用钢板尺测量。
7、冲眼工序:检查冲眼直径大于配用螺纹公称直径1-2㎜,冲眼位置居中。每工作班由操作工用游标尺检测二次。
右旋锚杆检验分类
1、工序检验:指树脂锚杆生产中直到捆扎前对指定的工序进行质量检验。
2、出厂检验:对树脂锚杆及托盘滚丝后、冲眼后及出厂前的检验或出厂前的抽检。
3、型式检验:按有关标准要求送检或产品质量监督机构提出要求时的检验。
右旋锚杆检验方法
以下工序每工作班生产前应由质检员进行首检,首检合格后方可进行生产。
1、下料工序:
检查下料截取长度。每工作班由操作工用钢卷尺检测四次,长度公差L±10mm。
2、轧圆工序:
检查轧圆直径、长度及表面质量。每十根由操作工用游标卡尺检测一次。直径公差0.2
长度公差120±10mm,表面光滑无弯曲。质检员每班抽检四次。
3、调直工序:检查杆体直线度≤2㎜/m,操作工逐根检查,质检员每班抽样3‰进行检查。
4、滚丝工序:
检查杆体轧圆部滚丝螺纹直径、长度及表面质量。每五根由操作工用游标卡尺检测一次。螺纹直径公差M-0.4-0.3,也可以用螺纹环规进行检验。螺纹长度公差90±5mm,螺纹牙形无损伤。质检员每班抽检四次。
5、托盘剪切工序:检查剪切尺寸。每工作班由操作工用卷尺检测二次。尺寸公差120±5mm质检员每班检查一次。
6、成型工序:检查托盘成型情况,凹面高度不低于20㎜。用钢板尺测量。
7、冲眼工序:检查冲眼直径大于配用螺纹公称直径1-2㎜,冲眼位置居中。每工作班由操作工用游标尺检测二次。
1、依据设计要求确定锚杆孔位,用钻机打孔。
2、用压风吹净孔内岩粉。
3、钻孔直径要求比右旋锚杆直径大6-12mm。
4、用锚杆将锚固剂送入孔底,启动搅拌装置进行搅拌,按树脂锚固剂要求严格控制搅拌时间。
5、达到等待时间后,套上锚盘、拧紧螺母
右旋锚杆型号表示方法文献

 阀门型号表示方法表
阀门型号表示方法表
结构意义: -------- 第6单元 代号意义: 压力或工作温度 下的工作压力 A 安全阀 0 电-磁动 1 内螺纹 0 B 锡基轴承 /巴氏合金 A 钛及钛合金 D 蝶阀 1 电磁 -液动 2 外螺纹 1 C 搪瓷 C 碳钢 G 隔膜阀 2 电液动 4 法兰 2 D 渗氮钢 H Cr13不锈钢 H 止回 /底阀 3 蜗轮 6 焊接 4 E 18-8系不锈钢 I 铬钼钢 J 截止阀 4 正齿轮 7 对夹 3 F 氟塑料 K 可锻铸铁 L 节流阀 5 锥齿轮 8 卡箍 7 G 玻璃 L 铝合金 P 排污阀 6 气动 9 卡套 8 H Cr13不锈钢 P 18-8系不锈钢 Q 球阀 7 液动 6 J 衬胶 Q 球墨铸铁 S 疏水阀 8 气液动 9 M蒙乃而合金 R Mo2Ti不锈钢 U 柱塞阀 9 电动 5 N 尼龙塑料 S 塑料 X 旋塞阀 0 P 渗硼钢 T 铜及铜合金 Y 减压阀 1
 阀门型号表示方法表
阀门型号表示方法表
(1) 阀门型号各单元表示的意义 1 2 3 4 5 6 7 阀门类型 传动方式 连接形式 结构形式 阀座密封面 或衬里材料 公称压力 阀体材料 (2) 第1单元 阀门类型表示方法 类型 闸阀 截止阀 节流阀 球阀 蝶阀 隔膜阀 旋塞阀 止和回底阀 阀 安全阀 减压阀 疏水阀 柱塞阀 排污阀 代号 Z J L Q D G X H A Y S U P 注:用于低温 (低于 -40℃)、保温(带加热套)和带波纹管的阀门,应在类型代号前分加注代号“ D”和“W” (3)第2单元 传动方式表示方法 传动方式 电磁动 电磁液动 电液动 蜗轮 正齿轮 锥齿轮 气动 液动 气-液动 电动 代号 0 1 2 3 4 5 6 7 8 9 注:1、用手轮、手柄或板手传动的阀门以及安全阀、减压阀、疏水阀,省略本代号。 2、对于气动或液动:常开式用 6k、7k表示;常闭式用 6b、7b表示;气动带手
右旋锚杆相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 智能视频分析系统
- 桥梁测量
- pc料
- AP9619
- 立式金属罐容量
- UPS应用与故障诊断
- 土方车
- 实用电源技术手册UPS电源分册
- 智能化UPS供电系统原理与维修
- UpstarI220WM
- Gaudi Pop-ups
- 不锈钢门套
- 丁海宽
- 民用建筑电气设计规范
- what the grown-ups were doing
- 兰州brt
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 以水利项目为例分析社会稳定风险评估方法与要点
- 医院手术部新风机组盘管冬季冻裂问题分析及防止方法
- 再谈VRV空调系统设计与施工中有关问题的解决方法
- 有关CAD技术在水利工程设计中的实际应用方法
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 用于制冷系统稳定运行时制冷剂分布测试的新方法
- 基于风险接受准则的建筑工程风险评价和决策方法
- 有限元解Biot固结方程时初始参数选取方法
- 智能建筑工程监理过程中的几个问题及处理方法
- 中厚板生产线升级改造设备中心线基准的测量方法
- 指标设置与测度方法
- 中国离心式清水泵型号
- 中国十大污水污物潜水电泵型号
- 中国卧式单级离心泵型号
- 中国灌溉潜水泵型号
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司