

异型法兰加工
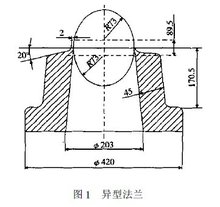
筒型压缩机机壳上异型法兰的加工新方法,较详细地介绍了具体的冷加工工艺。得出了该方法节省费用,保证质量,满足性能要求,缩短制造周期的结论。关键词:离心式压缩机机壳法兰加工中图分类号:TH452 文献标识码:B文章编号:1006-8155(2006)04-0028-03ManufacturingMethodofNon-StandardFlangeonBarrelTypeCaSingAbStract:Newmanufacturingmethodofnonstandardflange on barrel type casing isintroduced,andcoldmetalworkisdetailed.Theconclusionsthatthemethodcansavecost,keepsatisfactory in quality, meet performancerequirement,andshortenmanufacturingcycle.KeywordS:CentrifugalcompressorCasingFlangeManufacturing1 引言我公司某产品筒型机壳上异型法兰如图1所示,在以往 的制造中,先加工成等壁厚内外径,然后再用压型模热压成型的方法。由于该法兰内孔比较复杂,用该类型压型模压型时误差较大,影响了产品性能。每个压型模制造费用又较高,平均每个压型模制造费用约为5万元,该产品有5个不同的法兰,该台压缩机压型模制造费用约需25万元。而采用立车或带有旋转工作台的镗床,应用新的机加工方法进行加工,既节省了压型模制造费用,又保证了产品制造质量和制造周期。下面介绍该法兰的加工制造方法。图1 异型法兰2 异型法兰内孔形状分析依照异型法兰设计图,该法兰内孔形状可分解为两个轴心线与法兰中心线组成的一夹角的半圆台形孔与一个四棱锥孔相切,底部与一圆孔相接而成,外圆壁与大法兰相接,内孔形状分解如图2所示。图2 法兰内孔分解图 工艺方案
为便于分析计算,可沿图1长轴方向作纵剖面图,如图3所示。图中O1、O2为两锥形台上截面的圆心,O 为下截面圆孔中心。C、M、
G、F 为法兰实际内孔轮廓线。作AC、DO1辅助线。连接EO ,则内锥孔的纵向与径向走刀方向为S 轴向、S 径向,如图3中所示。该法兰的主要加工难点为内孔加工,对于锥形孔可在具有径向与轴向连动装置的镗床上通过平旋盘调整锥度比加工,也可以在车床上通过挂轮车锥孔的方法车锥形孔。图3 剖面图
镗床加工由上述内孔形状分析,在镗床上加工内孔,关键在于镗两个夹角的锥形台内孔,对于镗一个锥形孔,可以通过平旋盘径向进给与轴向进给连动走刀实现,由于两个半圆台孔轴芯线成一夹角,所以先加工出一个锥形孔,对另一个锥形孔不产生影响,对于镗两个夹角的锥形孔,可先将工件旋转一个角度,先加工其中一个半锥形孔,按同样的方法旋转一个角度再加工另一个半锥形孔,锥形孔夹角可以通过旋转工作台的旋转实现,中间四棱台可以通过排刀法加工。因此,只要计算出相关技术参数,如:锥度比k、工作台旋转角α,即可加工出内孔。其外部形状可以通过先加工出锥形,再经过刨床、钳工加工而成。
立车加工,从加工方便性和工艺成本考虑,在立车床上加工锥形孔是最佳方案。但由于刀尖受伸出刀杆长度的限制,如刀尖伸出刀杆的长度40~45mm则刀杆刚性较低。刀尖伸出刀杆的长度取决于图3中AM 的实际长度,AM 长度应小于45mm,若AM <45mm,则该类型法兰在立车上加工,反之则在镗床上加工。可将纵向刀夹倾斜成二分之一锥形孔夹角,计算出径向进给与轴向进给的锥度比,按车锥度孔的方法,先车制半个锥形孔。按上述方法再加工另一个锥形孔,即可加工出法兰的锥形内孔,其余尺寸按上述方法进行。
走刀方向由于轴向与径向走刀方向须垂直,所以轴向与径向走刀方向应在图3中EO 与CE 线上,考虑到装卡法兰方便,若法兰大端装卡,则轴向走刀方向如图3中S 轴。径向走刀方向取决于图1中上端半径R 与下端半径大小之比,如果上端半径R 小于下端半径,则走刀方向如图3中S 轴所示,反之则反向,如图4。图4 走刀方向示意图。
各相关技术参数计算
在图3中,已知CO1ER1E73mm,MOER2E101.5 mm,OO3E252 mm,O1O2E89.5mm。其中R1、R2、O1O2、OO3为图纸尺寸,OO1、OO2为锥孔轴心线,B 为两锥孔夹角。设平旋盘径向走刀量为S1,镗床主轴轴向走刀量为S2。由图3可知,只要将镗床主轴调整至与OO1重合,并按一定的轴向走刀与径向走刀比,即锥度比,可加工出图示内孔。
计算工作台旋转角β 由图3可知旋转角β为法兰中心与锥度孔夹角,即;tanβEO1O3/OO3,∠β可求。
计算加工锥孔用锥度比k如图3所示,作锥孔轴心线OO1的平行线,交于 点,作OO1垂线交于M 点,则锥孔锥度比:kE2tanα,tanαES1/S2EAM /AC。已知∠β、R1、R2、OO3则可求出∠α。
由上式可知只要确定平旋盘轴向走刀量S1(或车床主轴轴向走刀量S1)即可算出径向走刀量S2(或车床径向走刀量S2)。
加工方法
以车床为例加工图1法兰。
(1)按图1中锥形孔最大直径与最小直径,车出锥度外径、内孔、焊接坡口及法兰上下端面,见图5。
图5 异型法兰
(2)将刀夹主轴向左倾斜,如图3中角β (6.025≠)。
(3)按图3中实际计算出的锥度比kES径/S轴25.76/242.67E0.106,调整轴向与径向走刀量。
(4)以试切法加工左侧锥形孔,以保证壁厚(45mm)为准,走刀方向见图4。
(5)以同样的方法加工另一侧锥形孔。
(6)以排刀法加工直线段。
(7)划外圆柱面直面段线。
(8)刨直面段及坡口。
异型法兰造价信息
异型法兰的生产和执行标准:国标,美标,日标,德标,意大利标准,化工部标准,机械部标准,压力容器标准。
异型法兰的压力等级、材质、标准等具有不同的特性和特点,在使用中按照一定的原理和方式和方法使用,能够按照相应的标准生产和加工,保证在使用中具有良好的使用价值和作用。 异型法兰压力等级:0.6Mpa~32Mpa(150Lb~2500Lb) 异型法兰材质:201.202.301.302.303.304L.309S.310S、316.316L.317.317L.321.410.420等. 异型法兰在使用和生产中具有不同的生产标准,按照相应的标准生产和使用,能够保证异型法兰在实际中的使用价值和作用。
通常情况下,总是将异型法兰分成若干弧段进行加工。首先,将毛坯锻成方坯,然后冷弯成弧段,退火去应力热处理后,拼成整圆在立车上加工到设计的形状和尺寸,最后运至施工现场,再将若干弧段组焊成完整的异型法兰并与压力容器组焊。
由于异型法兰的容器筒体的公称直径和管子的公称直径所代表的具体尺寸不同,所以,同样公称直径的容器法兰和管法兰,它们的尺寸亦不相同,二者不能互相代用。
异型法兰加工常见问题
-
车床和铣床就能搞定,铣床用炮塔式配数显尺就更方便了,不需来回转等专用夹具就可完成
-
法兰一般加工制作程序为:买原材料→切割下料→固溶→ 锻打成型 →车床精加工。具体如图所示:法兰,又叫法兰凸缘盘或突缘。法兰是管子与管子之间相互连接的零件,用于管端之间的连接;也有用在设备进出口上的法兰...
-
铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔、裂纹、夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致...
异型法兰加工文献

 真空锅炉换热器异型法兰的设计
真空锅炉换热器异型法兰的设计
根据冀东油田唐海矿区锅炉房的改造要求,对使用的大功率一体式真空供暖锅炉的换热器结构进行优选设计。由于采用了异型法兰的结构,使该大功率真空供暖锅炉结构紧凑、外形尺寸小、安装方便、节约材料,不仅实现了旧锅炉原位置安装,满足了现场空间小的安装要求,同时采用Solidworks软件验证了异型法兰结构是满足强度要求的。
 法兰加工尺寸表
法兰加工尺寸表
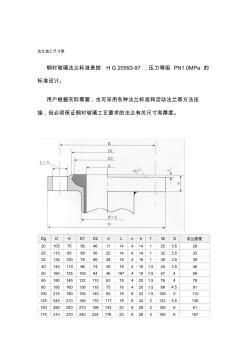
法兰加工尺寸表 钢衬玻璃法兰标准是按 H G 20593-97 ,压力等级 PN1.0MPa 的 标准设计。 用户根据实际需要,也可采用各种法兰标准和活动法兰等方法连 接,但必须保证钢衬玻璃工艺要求的法兰有关尺寸和厚度。 Dg D K D1 D2 d L n h f Ф S 法兰直径 20 105 75 56 46 17 14 4 14 1 25 3.5 26 25 115 85 68 56 22 14 4 14 1 32 3.5 33 32 135 100 78 66 28 18 4 16 1 38 3.5 39 40 145 110 86 74 35 18 4 16 1.5 45 3.5 46 50 160 125 100 84 46 187 4 18 1.5 57 4 59 65 180 145 122 110 63 18 4 20 1.5 76 4 78 80 195 160 13
异型法兰相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 四线电阻触摸屏
- 法兰地草莓苗
- 熔断电阻器
- 钛法兰
- 焦炭电阻率测定方法
- 发光地砖
- 电阻应变式称重传感器
- 旱喷地砖灯
- 铁道用钢材
- WebGIS开发实践手册
- 巨磁电阻
- 米多兰陶瓷地板砖
- 发电地砖
- 法兰多尔
- 差动电阻式传感器
- 聚晶微粉地砖
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 应用卡耶里(CAYERE)方法测量联接法兰面水平
- 在磁翻板液位计安装时为什么要在法兰接口处加装阀门
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 关于特种加工专业委员会学术年会征稿通知
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 工艺阀门、法兰、垫片基础知识
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司