油气回收
是指在装卸汽油和给车辆加油的过程中,将挥发的汽油油气收集起来,通过吸收、吸附或冷凝等工艺中的一种或两种方法,或减少油气的污染,或使油气从气态转变为液态,重新变为汽油,达到回收利用的目的。

油气回收基本信息
| 书名 | 油气回收技术 | 作者 | 李汉勇 主编 |
|---|---|---|---|
| ISBN | 9787122013125 | 页数 | 217 |
| 出版社 | 化学工业出版社 | 出版时间 | 2008-1-1 |
| 装帧 | 平装 | ||
1、吸附法
利用活性炭、硅胶或活性纤维等吸附剂对油气/空气混合气的吸附力的大小,实现油气和空气的分离。油气通过活性炭等吸附剂,油气组分吸附在吸附剂表面,然后再经过减压脱附或蒸汽脱附,富集的油气用真空泵抽吸到油罐或用其他方法液化;而活性炭等吸附剂对空气的吸附力非常小,未被吸附的尾气经排气管排放。
优点:吸附法可以达到较高的处理效率;
排放浓度低,可达到很低的值。
缺点:
三苯易使活性炭失活,活性炭失活后存在二次污染问题;
国产活性炭吸附力一般只有7%左右,而且寿命不长,一般2年左右要换一次。
2、吸收法
根据混合油气中各组分在吸收剂中的溶解度的大小,来进行油气和空气的分离。一般用柴油等贫油做吸收剂。一般采用油气与从吸收塔顶淋喷的吸收剂进行逆流接触,吸收剂对烃类组分进行选择性吸收,未被吸收的气体经阻火器排放,吸收剂进入真空解吸罐解吸,富集油气再用油品吸收。
优点:工艺简单,投资成本低。
缺点:回收率太低,一般只能达到80%左右,无法达到现行国家标准;
设备占地空间大;
能耗高;
吸收剂消耗较大,需不断补充;
压力降太大,达5000帕左右。
3、冷凝法
利用制冷技术将油气的热量置换出来,实现油气组分从气相到液相的直接转换。冷凝法是利用烃类物质在不同温度下的蒸汽压差异,通过降温使油气中一些烃类蒸汽压达到过饱和状态,过饱和蒸汽冷凝成液态,回收油气的方法。一般采用多级连续冷却方法降低油气的温度,使之凝聚为液体回收,根据挥发气的成分、要求的回收率及最后排放到大气中的尾气中有机化合物浓度限值,来确定冷凝装置的最低温度。一般按预冷、机械制冷等步骤来实现。预冷器是一单级冷却装置,为减少回收装置的运行能耗,现已开发出一种使用冷量回用的技术,使进入回收装置的气体温度从环境温度下降至4℃左右,使气体中大部分水汽凝结为水而除去。气体离开预冷器后进入浅冷级。可将气体温度冷却至-30℃~-50℃,根据需要设定,可回收油气中近一半的烃类物质。离开浅冷的油气进入深冷级,可冷却至-73℃到-110℃,根据不同的要求设定温度和进行压缩机的配置。
优点:工艺原理简单,经济效益最可观;
可直观的看到液态的回收油品;
安全性高;
自动化水平高 。
缺点:前期投资大。制冷能耗高,需要至少两个冷凝器切换工作,要提前开机制冷!
4、直接燃烧法
这种方法是将储运过程中产生的含烃气体直接氧化燃烧,燃烧产生的二氧化炭、水和空气作为处理后的净化气体直接排放。该工艺流程仅作为一种控制油气排放的处理措施,其不能回收油品,也没有经济效益。
5、膜分离法
利用特殊高分子膜对烃类有优先透过性的特点,让油气和空气混合气在一定压力的推动下 ,使油气分子优先透过高分子膜,而空气组分则被截留排放,富集的油气传输回油罐或用其他方法液化。
优点:技术先进,工艺相对简单;
可直观的看到液态的回收油品;
安全性高;
自动化水平高
缺点:膜分离装置要求稳流、稳压气体。
油气回收造价信息
1、吸附法
以美国乔丹公司和丹麦库索深公司为代表的活性炭吸附装置,日本系统工程服务株式会社的硅胶+活性炭的吸附装置和硅胶吸附装置。日本国东京都条例规定,油气浓度≥1vol%,禁止使用可燃性活性炭吸附剂,日本国内禁止使用膜分离法和活性炭吸附法油气回收技术。
目前国内建6套活性炭吸附油气回收装置,其中5套为进口的产品,除华北某炼油厂铁路装车用的油气回收装置使用情况尚可外。有3套用于油库的装置因鹤管密闭和油气收集系统的问题,装置的实际运行效果未达到预期的效果。西北某炼油厂1套装置建立已5年多至今闲置。仅有的1套国产吸附装置投入使用时间不长,由于经常换活性炭,一换就是好几吨,运行成本太大,现在也处于停运行状态 。
2、吸收法
由于吸收法有着其致命的缺陷,现在很少单独使用。欧美地区极少见到吸收法油气回收设备的应用。吸收法油气回收装置,国内建了3套,专用吸收剂方法两套,柴油吸收剂1套。从已经在用装置的运行效果来看,在几种油气回收技术中,吸收法的回收率是最低的。国内首次自主研发的油气回收设备就是采用"吸收法" ,2004-2005年,在中石化科技部的直接领导下,江苏工业学院的黄维秋教授带领其团队-----江苏工业学院产学研基地,采用专用吸收剂AbsFov-97成功的研制出"吸收法"油气回收设备,安装在九江石化公司,运行正常。只是,随着国家《储油库大气污染物排放标准》的施行,这套装置已经无法达标。
3、冷凝法
冷凝法的优势非常明显,在世界范围内应用也较广泛。美国爱德华兹公司早在1997年就在世界各大石油公司安装了400多台"冷凝法"油气回收设备,现已将专利转让给澳大利亚施冻威公司。我国1989年也引进了一台爱德华兹公司的"冷凝法"油气回收设备,安装在镇海炼油厂,该设备现在还在运行。我国台湾24座油库全部采用"冷凝法"油气回收设备。
现在,一般加油站的油气排放装置都采用"冷凝+吸附"比较成熟的方法。先将油气冷凝到-40度左右,使大部分油气液化,剩余油气经过吸附罐进行吸附,由于吸附可以达到很高的回收率,排放浓度低,完全达到国家标准。
4、直接燃烧法
氧化焚烧法由于其不能回收有价值烃类组分而被淘汰。
5、膜分离法
工艺相对简单,投资费用处于中低档。液环压缩机和膜组件是该技术的核心设备。压缩机防爆性能要求极高,只有德国和美国的少数公司能够生产;但由于目前防爆技术的成熟,压缩机的安全隐患已经控制到最低,可以说实现了安全运行。作为另外的核心设备--膜组件,经过20多年的发展已经初步实现国产化,后期价钱合理。

油气回收概述
油气回收是节能环保型的高新技术,运用油气回收技术回收油品在储运、装卸过程中排放的油气,防止油气挥发造成的大气污染,消除安全隐患,通过提高对能源的利用率,减小经济损失,从而得到可观的效益回报。目前常见的方法有吸附法、吸收法、冷凝法和膜分离法等系统。
油罐车的油气回收系统作用是在油罐车装卸过程中,实现全封闭气体回收,限制油气向大气中排放。即是在油罐车与储油槽之输油管及油气回收管连接成一密闭之油气回收管路。油罐车通过卸油管路卸油的同时,加油站油罐中的油气通过回气管路回到油罐车中。油罐车将油气带回油库进行处理,达到油气回收的目的。油品输入时会因液面震荡起伏而增加油气的挥发与逸散,因此注油管必须深入油面下方,以减少液面扰动。油气回收管开口处是装置有特殊开启功能设备,当油罐车的油气回收管线正确连接至油槽时,回收口才会开启,同时将排气管关闭,使油槽的油气能完全由回收口回油罐车内。
油气回收系统由三部分组成:罐底部的快速接头和帽盖,手动或气动阀,弯头、无缝钢管;穿过罐体底部和顶部的无缝钢管,或外部管路连接系统;罐顶部的弯头,手动或气动阀,胶管,并联主管,返入罐体内的弯头等。
油气回收常见问题
-
油气回收是节能环保型的高新技术,运用油气回收技术回收油品在储运、装卸过程中排放的油气,防止油气挥发造成的大气污染,消除安全隐患,通过提高对能源的利用率,减小经济损失,从而得到可观的效益回报。 按照《储...
-
不需要
-
1、油气回收系统建设设计方案 2、油气回收系统建设设计施工图(A3幅面) 3、工艺管线施工平面图和流程图(A3幅面) 4、设计单位有效期内的资质证明文件 5、工艺管线施工单位有效期内的资质证明文件(G...
油气回收文献

 加油站油气回收改造试题最终
加油站油气回收改造试题最终
中国石化吉林石油分公司油气回收改造专项培训试卷 单位: 姓名: 得分: 一、 填空题:(每空 2分 ,共 70分) 1、 加油站油气回收系统由 、汽油密闭储存、 、在线监测 系统和 组成。 2、 加油 站油气回 收系统 技术的气 液比应 在大于等 于 和小于等 于 范围内。 3、 油气排放处理装置的油气排放质量浓度应小于等于 ,排放口距地平 面高度不应小于 。排放浓度应每年至少检测 。 4、 油气回收改造施工过程中,加油站站长对本站 、 和 、 的安全负责,并负责监督施工单位在施工全过程中各项安全制度和防护措施 的落实情况,发现“三违”现象立即责令施工单位停工、整改,并将相关情 况及时报告油气回收改造工程项目组。 5、 油 气 回 收 改 造 过 程 中 , 施 工 单 位 在 现 场 必 须 设 置 和 , 每 个 作 业 区 必 须 配 置 消 防 器 材 , 做.
 加油站油气回收施工方案
加油站油气回收施工方案
1 天鸿加油站油气回收改造应急预案 应急组织机构 本工程项目地址:吕梁市离石区中国石化天鸿加油站 应急救援领导小组成员:组长:李卫清 副组长:闫启元 应急救援技术组成员 :高彩芳 石宇琴 应急救援后勤保障组成员(材料、后勤保卫等岗位负责人) :闫启元 成员由各专业技术骨干、 义务消防人员、 急救人员和一些各班级专业的技术 工人等组成。 报警救援及其他专线电话: 名称 电话 火警 119 公安 110 急救 120 交通 122 现场负责人(应急救援领导小组组长) 18735818678 项目专职 HSE负责(应急救援领导小组副组长) 15235825176 1 应急预案 1、火灾事故应急预案 1编制目的 为预防油站在油气回收综合治理工程施工过程中事故的发生,规范工程施 工过程中应急管理和应急响应程序, 迅速有效地控制和处置可能发生的事故, 降 低事故造成人员伤亡和财产损失,特
行业标准《码头油气回收船岸安全装置》(JT/T 1333-2020)的制定,有利于规范码头油气回收船岸安全界面装置的构成、规格及型号编制方法、技术要求、试验方法、检验规则,以及标志、包装、运输和储存等,适用于码头油气回收设施的船岸安全装置的制造、检验和使用。该标准填补了中国码头油气回收船岸安全装置相关技术要求的空白,对建设安全可靠的码头油气回收设施,保障码头油气回收设施安全运行具有重要意义。 2100433B

加油站一次油气回收是指地埋油罐卸油系统改造;二次油气回收是指回收式加油枪改造及油气回收管线建设;三次油气回收是指安装后处理装置,通过冷凝、吸附等方法将油气回收为汽油。

一、一次油气回收阶段(即卸油油气回收系统)
一次油气回收阶段是通过压力平衡原理,将在卸油过程中挥发的油气收集到油罐车内,运回储油库进行油气回收处理的过程。
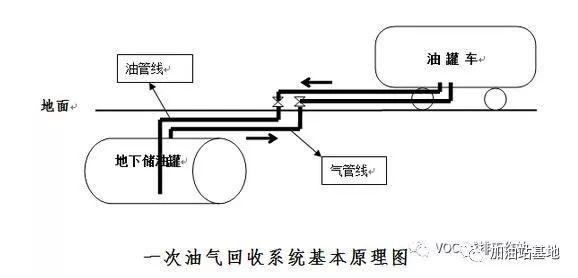
该阶段油气回收实现过程:在油罐车卸油过程中,油罐车内压力减小,地下储罐内压力增加,地下储罐内与油罐车内的压力差,使卸油过程中挥发的油气通过气管线回到油罐车内,达到油气收集目的。待卸油结束,地下储罐与油罐车内压力达到平衡状态,一次油气回收阶段结束。
二、二次油气回收阶段(即加油油气回收系统)
二次油气回收阶段是采用真空辅助式油气回收设备,将在加油过程中挥发的油气通过地下油气回收管线收集到地下储罐内的油气回收过程。

该阶段油气回收实现过程:在加油站为汽车加油过程中,通过真空泵产生一定真空度,经过加油枪、油气回收管、真空泵等油气回收设备,按照气液比控制在1.0至1.2之间的要求,将加油过程中挥发的油气回收到油罐内。二次油气回收分为分散式油气回收和集中式油气回收两种形式,我公司主要采用的二次油气回收形式以分散式油气回收为主。
三、三次油气回收阶段(即油气排放处理装置)
三次油气回收系统是指在油品储存过程中,对储油罐内呼出的油气进行处理,三次油气回收系统需安装在已经完成二次油气回收系统改造的加油站。其工作原理为储油罐内油气压力达到三次油气回收装置启动条件,三次油气回收设备启动,将油罐内的油气转化为液态回到集液罐或储油罐中。

关键名词解释:
1.密闭性:是指加油站所有汽油设备(包括加油机、工艺管线、储油罐、真空压力阀(也叫呼吸阀)等)系统的密闭程度,检测压力为500PA。
2.液阻:是指由二次油气回收设备至储油罐的气相管线对气体的阻力。
3.气液比:是指加油枪回气量与加油枪出油量的比,检测值1.0-1.2范围属于符合标准。
来源:VOCs减排工作站
2017年12月29日,《油气回收装置通用技术条件》发布。
2018年7月1日,《油气回收装置通用技术条件》实施。
油气回收相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 衡阳轨道交通
- multisim
- 碧纱厨
- 生态木百叶窗
- 液泛
- 书柜
- 工业金属
- 东四环线
- 中型货架
- 杉木集成板
- 数字音频编辑Adobe Audition 3.0
- 板塔结合
- 衣柜
- 单道双轨阻车器
- 水滑石类化合物
- 控制台
- 医药工业空调带转轮热回收装置的工程设计和节能分析
- 余热回收供热项目EPC工程总承包工程施工组织设计
- 关于聚丙烯低压回收系统加热流程改造若干思考
- 加油站油气回收改造工程施工过程质量安全控制程序内容
- 交流电气化铁路对输油气管道和油库的影响及防护措施
- 热管蒸发器余热锅炉回收玻璃窑炉烟道废气余热
- 离心分选机回收废弃电路板金属的灰色模型研究
- 全热转轮热回收装置及新风比调节在节能建筑中的应用
- 处理石油气供气理解地下供气系统的设计及路径、总掣
- SyncoTM控制器在空调系统热回收设备中的控制及应用
- 机械蒸发离子交换铵回收工艺在垃圾渗滤液处理中的应用
- 广汽商贸再生资源报废机动车回收拆解基地工程施工总承包
- 中石油秋油气田开发方案设计在线作业答案
- 宾馆夏季空调冷凝热回收系统的节能效果及经济可行性分析
- 医院病房楼采用风冷热泵空调机组热回收节能技术的分析
- 中石油管道局互联网油气储运工程
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司