隐化池
隐化池是指兼有沉淀(固液分离)和污泥消化(污泥处理)两种功能的污水处理构筑物,又称双层沉淀池。双层沉淀池构造简单、造价及管理费用低廉,但消化时间长、消化室的容积很大,多用于小型污水处理厂。
隐化池基本信息
| 中文名 | 隐化池 | 外文名 | En the pool |
|---|---|---|---|
| 学 科 | 水利工程 | 领 域 | 工程技术 |
双层沉淀池构造简单、造价及管理费用低廉,但消化时间长、消化室的容积很大,多用于小型污水处理厂。
隐化池造价信息
隐化池横断面图如图1所示:
隐化池是指兼有沉淀(固液分离)和污泥消化(污泥处理)两种功能的污水处理构筑物,又称双层沉淀池。
隐化池常见问题
-
刀面朝下左手拿住刀柄,右手拿住尾部,然后右手出力向你的方向旋转,就打开了。。。关键是“旋转”!
-
推荐使用“锋隐超顺”。这两款我都用过,对比后发现锋隐超顺更好些。最大的区别就是超顺的五层刀片中有四层照比过去的锋隐更加锋利,其它的就是配色和造型上的区别了。
-
绿化池和种植池 是 同一个 东西,都是 栽种植物的园林景观构筑物,是 植物生长所需的最基本空间。
双层沉淀池是德国人英霍夫(K. Imhoff)于1906年对英国人特拉维斯创建的双层沉淀池形式的改进(见图)。该池为钢筋混凝土结构,池身分隔成上下两层。上层供污水沉淀用,称沉淀槽。沉淀槽可以是单槽,也可以是双槽。下层供滞留污泥用,称消化室。消化室通常为一个或几个相连的圆筒,也可以是矩形平面而底呈斗形。槽、室之间有缝道相通,以便槽中污泥进入消化室。沉淀槽的设计与污水处理的平流沉淀他相同。消化室中的污泥呈厌氧状态,其中繁殖了大量兼性的和专性的厌氧菌,前者为底物的分解菌,后者则为产甲烷菌。池内所繁殖的厌氧菌因嗜低温,故不宜于加温。为避免影响沉淀槽沉淀,不装设搅拌装置,消化效率较低 。
隐化池文献

 吊顶隐检
吊顶隐检
隐检日期 申报人: 1 复查日期: 专业技术负责人 专业质检员 复查人: 栏 施工单位 北京城建七建设工程有 限公司 专业 检查结论: 0 复查结论: 首层、二层 A1-A10轴/AA-AK轴空调机房、弱电机房、中央控制室、中央机房、实验室 附 料1页 检查意见: 经检查:龙骨安装符合设计、施工方案及《建筑装饰装修工程施工质量验收规范》 ( GB50210-2001)的规定及《建筑长城杯工程质量评审标准》( DB11/T-1075-2014)的规范要求。 隐检内容: ############################################################################# 影像资料的部位,数 量: 变更 /洽商 (编号 2016年3月7日图纸会审记录 编号014 )及有关国家现行标准 主要材料名称及规格 /型号: 钢霸龙骨 38
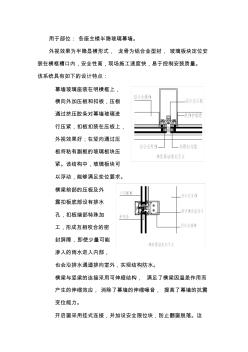 半隐(显横隐竖)玻璃幕墙结构特点
半隐(显横隐竖)玻璃幕墙结构特点
用于部位: 各座主楼半隐玻璃幕墙。 外视效果为半隐显横形式, 龙骨为铝合金型材, 玻璃板块定位安 装在横框槽口内,安全性高,现场施工速度快,易于控制安装质量。 该系统具有如下的设计特点: 幕墙玻璃座装在明横框上, 横向外加压板和扣板,压板 通过挤压胶条对幕墙玻璃进 行压紧,扣板扣装在压板上, 外视效果好;在竖向通过压 板将粘有副框的玻璃板块压 紧。该结构中,玻璃板块可 以浮动,能够满足变位要求。 横梁前部的压板及外 露扣板底部设有排水 孔,扣板端部特殊加 工,形成互相咬合的密 封屏障,即使少量可能 渗入的雨水进入内部, 也会沿排水通道排向室外,实现结构防水。 横梁与竖梁的连接采用可伸缩结构, 满足了横梁因温差作用而 产生的伸缩效应, 消除了幕墙的伸缩噪音, 提高了幕墙的抗震 变位能力。 开启窗采用挂式连接,并加设安全限位块,防止翻窗脱落。这 种结构强度高,安全可靠,开启方便。而且采用了限位

摘要:光伏组件层压前通过EL测试将半成品组件中的缺陷及时进行排查,并进行返工,是光伏组件生产中的关键环节。常见的返工缺陷有隐裂、虚焊和其它。其中,电池片隐裂导致的返工比例最高。引起电池片隐裂的因素包括:电池片晶体类型、环境温湿度、焊接机固定台温度、洁净度、敷设手法等,全方位进行关注并采取相应措施,是降低电池片隐裂的有效途径。
光伏组件生产过程中,会因为成品组件(或半成品组件)存在某种异常或缺陷而进行返工。发现异常或缺陷的质控点主要分为:层压前EL测试、层压后目测、后道EL终测三个工序点。层压后,玻璃、EVA、电池片、EVA、背板在高温高压的作用下会结合成一个整体,常规下很难进行拆分,返工困难很大。因此,层压前通过EL测试将半成品组件中的缺陷及时进行排查、发现并更改,显得尤为重要。
层压前的工序包括电池片焊接和敷设,由于设备、人、材料、方法、环境等因素,每道工序都可能产生不良现象。焊接工序造成的常见不良现象包括:电池片隐裂、虚焊、焊带偏移、锡丝、锡渣、铺锡、助焊剂结晶残留等。敷设工序造成的常见不良现象包括:电池片隐裂、异物、并片、串间距小大、背板不良、背板小条不居中、汇流条间距小大、汇流条弯曲、汇流条虚焊、汇流条长短不一、条码粘贴不良、极反等。根据层压前EL测试出现不良现象的频次,将以上不良造成的返工,大致归为三类:
第一类:隐裂返工。频次最高,焊接、敷设两工序都可能造成电池片隐裂。
第二类:虚焊返工。虚焊是焊接工序出现的不良,需要及时发现并调整自动焊接机设备。
第三类:人为返工。其他不良现象的总称,由于每种不良出现的频次较少、且多为人为粗心大意造成,因此,统称为人为返工。
图1是笔者所在公司2016年5月份某段时期内生产单晶组件层压前EL测试不同类别返工比例折线图。可以看出,隐裂造成的返工比例最高,人为造成的返工比例次之,虚焊造成的返工比例最低。

本文针对层压前半成品组件造成返工的隐裂因素进行分析与研究,并提出整改措施。
引起层压前电池片隐裂的原因是多方面的,下面逐项进行分析。
1单多晶类型
单晶电池片中,硅的所有原子排列短程有序、长程也有序;多晶电池片中,硅原子排列仅短程有序,存在晶界(如图2所示)[1]。由于多晶体晶界之间存在一定的作用力,当受到外力时,在晶界之间的相互作用力下,多晶电池片一定程度上不会破碎。相比之下,单晶电池片会比多晶电池片易碎,隐裂比例高。

对于自动焊接来说,由于电池片受力比较均匀,单多晶电池片隐裂比例区别不大;但对于手动焊接来说,由于人为力度的差异,单晶隐裂比例偏高。这是由单、多晶电池片内部结构的差异引起的。
2环境温湿度
笔者所在公司所用焊接机使用说明中指出,环境温度过低,会造成碎片率增加;湿度增大时,将会造成绝缘裂化,控制元件受损,而且湿度增大会造成凝露。另一方面,当湿度增大时,会增大电池片的翘曲度,进而增大隐裂的比例。最高温度为+40℃时,空气的相对湿度不超过50%;在较低的温度下可以允许有较高的湿度,例如:20℃时达到90%。建议运转时,周围空气温度为:10-40 oC,24 h,其平均值不超过+35℃;湿度为30%~75%,对于由于温度变化偶尔产生的凝露应采取特殊的措施,不得有结露。
3焊接机
与手工焊接相比,自动焊接降低了对电池片的操作次数,实现了单焊、串焊的同步进行[2]。但是,当焊接机各参数、各零部件调节不当时,也会引起电池片的隐裂。主要包括以下几方面:
3.1固定台温度
固定台划分为:预热台、焊接台、第一降温区、第二降温区、第三降温区五个区域。电池片焊接前经预热区,进入施焊工位,运用高频感应式焊接头进行焊接,焊接时升温速度、保温时间、降温速度均予以严格梯度控制,施焊前经三段梯度升温预热,焊后经四段梯度缓降温。建议预热台温度:50~60℃,焊接台温度110~140℃,降温区一温度:90—100℃,降温区二的温度低于降温区一,降温区三的温度低于降温区二的温度。电池片脆性大、易碎,急速升温或降温,造成电池片受热、受冷,引起热胀冷缩裂,再加上焊接施加一定的作用力,电池片很容易破碎。因此,加强预热台、焊接台、降温区的温度检测,是降低电池片隐裂的
途径之一。
3.2洁净度
移动台面、焊接台面、真空吸盘、传送皮带等,但凡电池片接触的位置,只要有异物,都有可能粘附在电池表面,造成隐裂。主要的异物除了电池片碎渣,就是助焊剂结晶残留。因此,定时对焊头(包括前焊头、中焊头、后焊头)烟雾结晶进行清理,时刻保持焊接机工作台面的洁净度,显得尤为重要。
另外,焊接台上粘有特氟龙胶布。当焊接一段时间后,粘接的特氟龙胶布边侧有翅屈时,就必须更换掉。粘贴时,不得有空气残留在胶布底下。
3.3基面不平、气嘴吸力不均
焊接平台高低不平、或吸附电池片的气嘴力度不均,同样会引起电池片隐裂。此两项不良因素,如在排版机上发生,也会引起电池片隐裂。
4敷设手法
电池片单焊、串焊好以后,要经过敷设工序。敷设即按照玻璃、EVA、电池串、EVA、背板的顺序依次将上述各物进行叠放。叠放的过程中,为避免电池串偏移,要用高温胶带对电池串进行固定。另一方面,为了汇集电流,要用烙铁头将汇流带和电池串引出线进行焊接。在这个过程中,由于力度、手法等原因,可能会对电池片造成一定的损伤。笔者对所在公司2016年6月份某段时间内生产9211块单晶组件(6x12)中708片裂片位置进行了分析,如图3所示。

图3 层压前EL测试电池片隐裂位置分布
可以看出,裂片的位置主要集中在Dl、C1、E12、A1、D11、E3、B10、A12、D5、B1,共10个位置。通过对隐裂比例高、原因突出的位置进行细致分析,找出相关隐裂原因及针对性对策,如表1所示。

通过分析发现,隐裂比例高的位置,均为人为接触频次较多的地方,因此,提高员工标准化作业、加强手法力度的培训,突出注意项,是今后的方向。
5 原材料
引起电池片隐裂的原材料,包括焊带和电池片本身。
5.1焊带扭曲
机器焊接安装的是轴装焊带,当焊带上存在个别扭曲现象时,肯定会造成电池片隐裂。因此,加强焊带供货商的产品要求,加强检验,是很有必要的,要做好上料记录。
5.2电池片本身隐裂比例大
实际生产中发现,确实存在某一批次、某一箱体电池片隐裂比例偏高的情况。因此,实时对电池片来料进行EL隐裂抽测,加强电池片来料管理,做好上料记录,及时与供货商沟通,进行上料批次更换或单独箱体更换,也是降低层压前隐裂返工的有效途径。
降低层压前半成品组件隐裂返工比例,需要从多方面着手。首先,严格检验电池片、焊带等来料的质量,尽可能减少来料问题对半成品组件带来隐裂的隐患。其次,加强对环境温湿度的控制、焊接机固定台温度的控制、洁净度的处理,及焊接机机台平整度、吸嘴力度的管理。再次,关注敷设环节操作工的手法,加强培训,位置准确、力度柔和,培养良好的操作习惯及质量意识,也是必不可少的。
王彦雷,申燕,廉佳林
山西潞安太阳能科技有限责任公司
来源:能源环境保护

意向
中华隐囊蕨
隐囊蕨
污泥干化池传统干化池
传统污泥干化池存在的问题主要表现在:
1、干化池滤料过厚时易造成阻塞,漂浮物(油)浮在最上层,水在中间,污泥在最下层,由于漂浮物(油)隔断了水与空气的接触面而无法自然蒸发和过滤,当滤料层过薄时,又起不到过滤的目的,从而使污泥干化效果不理想。
2、当干化医疗污水产生的有机污泥时,需要3个月左右的时间,而且每次清理污泥时都会带走大量的滤料,并受气候变化的影响较大。而对含浮油污水产生的无机污泥,则需要半年左右的时间,还会造成油污带来的火险隐患。
3、传统污泥干化池清理污泥费时、费力,而且,对含浮油的污泥因没有将油污分离开,还会造成固体废弃物对环境产生新的污染。
污泥干化池新型干化池
新型污泥干化池与一般干化池的区别在于:新型污泥干化池采用直立穿孔PVC管外包尼龙网,有效防止了污泥堵塞滤料间隙,延长了滤料更换时间,降低了使用成本,提高了污泥处理效果,且运行管理方便。
隐化池相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 隐囊蕨属
- 隐形防护栏
- 隐性质量成本
- 隐患排查与治理知识百问百答
- 隐患资源开采与空区处理协同技术
- 隐极发电机在线监测装置配置导则
- 隐极同步发电机技术要求
- 隐极同步发电机转子重复脉冲(RSO)试验导则
- 隐柄尖嘴蕨
- 隐茎虎耳草
- 隐蔽工程
- 隐蔽工程验收
- 隐藏的建筑物
- 隔声层
- 隔声绿化带
- 隔振体系
- 电气工程及其自动化特色专业建设探索
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 摄影测量实验课程项目化教学改革
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 园林绿化技术资料钢结构油漆分项工程质量检验评定表
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 医院绿化养护方案
- 智能微电网集成关键技术研发及其产业化项目通过验收
- 中国水环境污染治理社会化资金投入现状、问题与对策
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 云母含量对风化花岗岩路基土工程性质影响的试验
- 云南大平糜棱岩化碱性花岗岩的锆石特征及其地质意义
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司