氩弧焊接系统技术指标
焊丝直径:0.8-1.2mm 工作半径:1.5m 焊接工艺:直流MIG/MAG、脉冲MIG/MAG、直流CMT、直流CMT 脉冲、交流CMT、交流CMT 脉冲、CMT Pin、直流TIG。
氩弧焊接系统造价信息
碳钢、不锈钢、合金钢、铝合金、铜合金、钛合金、镍基合金、特种合金等材料0.3mm以上薄板的焊接,模具的堆焊、熔敷以及2D、3D打印等。
氩弧焊接系统技术指标常见问题
-
氩弧焊入门时应注意的要点有:1、钨极氩弧焊操作者,必须戴好头面罩、手套、穿好工作服、工作鞋,以避免电弧光中的紫外线和红外线灼伤。2、检查焊接手把的绝缘性能。3、钨极氩弧焊接时,应加强焊接区的通风。在不...
-
铝合金门窗没有焊接的。都是采用铝抽芯铆钉铆接的。铝合金门窗都喷油漆做防锈处理。焊接会破坏防锈功能的。
-
氩弧焊焊接工艺参数的选择:钨极氩弧焊的工艺参数主要有焊接电流种类及极性、焊接电流、钨极直径及端部形状、保护气体流量等,对于自动钨极氩弧焊还包括焊接速度和送丝速度。脉冲钨极氩弧焊主要参数有 Ip 、 t...
氩弧焊接系统技术指标文献

 火焰筒氩弧焊接技术改进
火焰筒氩弧焊接技术改进
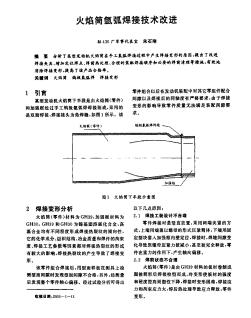
火焰筒氩弧焊接技术改进——分析了采型发动机火焰筒在手工氩弧焊接过程中产生焊接变形的原因,提出了改进焊接夹具、增加定位焊点、焊前热处理、合理的装配焊接顺序和必要的焊前清理等措施,有效地消除焊接变形,提高了该产品合格率。

1、精密氩弧焊接电源应具备1-200A连续或脉冲焊接能力,100%负载,电流控制精度0.1A,内置芯片可存储多大60个分段焊接程序,应采用高压起弧方式,起弧间隙可设置。;2、系统控制器应采用计算机控制,能对整个焊接过程进行精密的、可重复的控制。控制器应具备离机编程,焊接和编程同时进行,互不干涉。编程完成后可脱离计算机执行焊接程序。;3、焊接系统应带焊接遥控器和弧长控制器。;4、精密焊接机床应采用水平/垂直两用焊接转胎,在进行环、点焊时具有很高的精度和可重复性。转速:0.1-9.9转/分;转动精度:0.1%;径跳:0.025mm。
金属焊接。 2100433B
型号:JTFT-GBHJ-1600
品牌:金泰福特
工作原理:
不锈钢焊接机是由PLC控制,触摸屏可以设置焊机相关数据并保
存在系统中,下次再焊接同种型号的产品时只需调节用电脑中的数
据,无需再次输入。
优点:
一台钢板自动焊接机焊接成品相当于4个手工焊接的产量,焊接
效率高,焊接质量好,焊接质量稳定,不受人工情绪和技术影响。
适用产品:
不锈钢钢板焊接、普通碳钢钢板焊接。
氩弧焊接系统相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 打磨抛光用工业机器人系统
- 集成微波线缆的极低温恒温器系统
- 阀门检测系统
- 麦克风阵列系统
- 动态信号采集系统
- 排出流辐射监测系统
- 合肥供水集团第四水厂
- 重庆市保护城市供水管道及其附属设施规定
- 中山市供水用水条例实施细则
- 本溪市城市供水用水条例
- 水厂自动化供水技术
- 上海市生活饮用水二次供水卫生管理办法
- 蓝智供水控制器
- 淮安市城乡供水管理办法
- 供水变频器
- 供水机电运行与维护2 供水泵站电气设备及其使用
- 中国工程图学学会成立工程与制造系统集成化分会
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 多逆变器太阳能光伏并网发电系统的组群控制方法
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 全热回收地源热泵空调机组的系统及工程方案设计
- 支持群体设计的工程数据库管理系统的结构及实现
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 智能建筑工程设计中的机电设备集成配置系统总体设计
- 智能电力监控管理系统在某飞机维修公司工程中的应用
- 智能建筑智能化工程名词解释-通信系统设备安装工程
- 智能建筑虚拟仪器监控系统与控制网络的接口技术
- 智能照明系统在高校教学楼建筑节能改造中的应用
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 中关村太阳能集中集热、分户储热、分户辅热系统
- 多方式远程控制门禁系统
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司