阳春砂加工

阳春砂加工
8月前后果实呈紫红色、种子呈黑褐色、有浓烈辛辣味时采收。果实一般用"火焙法"加工。
阳春砂加工造价信息
病虫害有茎枯病、叶斑病、根腐病、茎腐病、果腐病,以及幼笋钻心虫等。
传说很久以前,广东西部的阳春县发生了一次范围较广的牛瘟,全县境内方圆数百里的耕牛,一头一头地病死。惟有蟠龙金花坑附近村庄一带的耕牛,却没有发瘟,而且头头健强力壮。当地几个老农感到十分惊奇,便召集这一带牧童,查问他们每天在哪一带放牧?牛吃些什么草?牧童们纷纷争说:"我们全在金花坑放牧,这儿生长一种叶子散发出浓郁芳香、根部发达结果实的草,牛很喜欢吃" 。
老农们听后,就和他们一同到金花坑,看见那里漫山遍野生长着这种草,将其连根拔起,摘下几粒果实,放口中嚼之,一股带有香、甜、酸、苦、辣的气味冲入了脾胃,感到十分舒畅。大家品尝了以后,觉得这种草既然可治牛瘟,是否也能治人病?所以就采挖了这种草带回村中,一些因受了风寒引起胃脘胀痛、不思饮食,连连呃逆的人吃了后,效果较好。后来人们又将这种草移植到房前屋后,进行栽培,久而久之成为一味常用的中药,这就是阳春砂仁的由来。
阳春砂加工常见问题
-
据我了解,阳春砂的价格情况有以下这些 1.金牛区刘彬干杂经营部,报价为:33元 2.亳州市春源堂药材站,报价为:70元 3.沅江市新湾镇皖湘药材购销站,报价为:58元 以上价格来源于网络,仅供参考,具...
-
阳春砂仁种植基地在:城东大道466附近。 阳春市春砂仁特色种植基地项目概述:春砂仁作为阳春市一个地方特色产品,以其独特的优良品质在医药市场上享有盛誉,是全国著名“四大南药”之一。 春砂仁现已发展成为阳...
-
杨春砂形态特征 为多年生常绿草本,高达1.5-2.5米。根状茎圆柱形,横走,有节,茎直立;叶2列,披针形,叶鞘抱茎;穗状花序,自根状茎节上抽出,花白色;唇瓣匙形,中部有黄、红紫...
多采用分株繁殖,也可用种子育苗。
果实供药用,以广东阳春的品质最佳,主治脾胃气滞,宿食不消,腹痛痞胀,噎膈呕吐,寒泻冷痢。
种子含挥发油约1.7-3%。油的主要成分为右旋樟脑、龙脑、乙酸、龙脑脂、芳樟醇(L nalool)、橙花叔醇(Nerolidol,C15H26O)等。

阳春砂分布范围
产福建、广东、广西和云南;栽培或野生于山地荫湿之处。

阳春砂生长环境
阳春砂属亚热带半阴性植物。喜高温、高湿,需要一定的荫蔽条件。
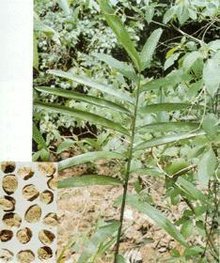
阳春砂形态特征

株高1.5-3米,茎散生;根茎匍匐地面,节上被褐色膜质鳞片。中部叶片长披针形,长37厘米,宽7厘米,上部叶片线形,长25厘米,宽3厘米,顶端尾尖,基部近圆形,两面光滑无毛,无柄或近无柄;叶舌半圆形,长3-5毫米;叶鞘上有略凹陷的方格状网纹。穗状花序椭圆形,总花梗长4-8厘米,被褐色短绒毛;鳞片膜质,椭圆形,褐色或绿色;苞片披针形,长1.8毫米,宽0.5毫米,膜质;小苞片管状,长10毫米,一侧有一斜口,膜质,无毛;花萼管长1.7厘米,顶端具三浅齿,白色,基部被稀疏柔毛;花冠管长1.8厘米;裂片倒卵状长圆形,长1.6-2厘米,宽0.5-0.7厘米,白色;唇瓣圆匙形,长宽约1.6-2厘米,白色,顶端具二裂、反卷、黄色的小尖头,中脉凸起,黄色而染紫红,基部具二个紫色的痂状斑,具瓣柄;花丝长5-6毫米,花药长约6毫米;药隔附属体三裂,顶端裂片半圆形,高约3毫米,宽约4毫米,两侧耳状,宽约2毫米;腺体2枚,圆柱形,长3.5毫米;子房被白色柔毛。蒴果椭圆形,长1.5-2厘米,宽1.2-2厘米,成熟时紫红色,干后褐色,表面被不分裂或分裂的柔刺;种子多角形,有浓郁的香气,味苦凉。花期:5-6月;果期:8-9月。
阳春砂加工文献

 阳春砂仁中总黄酮、异槲皮苷和槲皮苷含量测定研究
阳春砂仁中总黄酮、异槲皮苷和槲皮苷含量测定研究
建立阳春砂仁中异槲皮苷和槲皮苷含量的高效液相(HPLC)测定方法。异槲皮苷进样量在0.0183~0.0915μg范围内有良好的线性关系,平均回收率为102.69%,相对标准偏差为0.70%(n=6);槲皮苷进样量在0.0294~0.1470μg范围内线性关系良好,平均回收率为103.15%,相对标准偏差为0.68%(n=6)。建立了紫外分光光度法测定砂仁中总黄酮含量的方法,采用槲皮苷为对照品,浓度在0~9.8μg/mL范围内线性关系良好,平均回收率为100.89%,相对标准偏差为1.19%(n=6)。本方法简便快捷,可作为砂仁含量测定质量控制方法。
 阳春春州大桥病害分析与加固设计
阳春春州大桥病害分析与加固设计
阳春春州大桥病害分析与加固设计——以阳春市春州大桥加固为工程实例,罗列出现的病害并分析了产生的原因,针对这些病害,系统总结了加固方案设计和施工控制,为同类桥型维修加固提供有益借鉴。
在机械加工中,根据孔的结构和技术要求的不同,可采用不同的加工方法,这些方法归纳起来可以分为两类:一类是对实体工件进行孔加工,即从实体上加工出孔;另一类是对已有的孔进行半精加工和精加工。非配合孔一般是采用钻削加工在实体工件上直接把孔钻出来;对于配合孔则需要在钻孔的基础上,根据被加工孔的精度和表面质量要求,采用铰削、镗削、磨削等精加工的方法作进一步的加工。铰削、镗削是对已有孔进行精加工的典型切削加工方法。要实现对孔的精密加工,主要的加工方法就是磨削。当孔的表面质量要求很高时,还需要采用精细镗、研磨、珩磨、滚压等表面光整加工方法;对非圆孔的加工则需要采用插削、拉削以及特种加工等方法。
由于孔加工是对零件内表面的加工,对加工过程的观察、控制困难,加工难度要比外圆表面等开放型表面的加工大得多。孔的加工过程主要有以下几方面的特点。
①孔加工刀具多为定尺寸刀具,如钻头、铰刀等,在加工过程中,刀具磨损造成的形状和尺寸的变化会直接影响被加工孔的精度。
②由于受被加工孔直径大小的限制,切削速度很难提高,影响加工效率和加工表面质量,尤其是在对较小的孔进行精密加工时,为达到所需的速度,必须使用专门的装置,对机床的性能也提出了很高的要求。
③刀具的结构受孔的直径和长度的限制,刚性较差。在加工时,由于轴向力的影响,容易产生弯曲变形和振动,孔的长径比(孔深度与直径之比)越大,刀具刚性对加工精度的影响就越大。
④孔加工时,刀具一般是在半封闭的空间工作,切屑排除困难;冷却液难以进入加工区域,散热条件不好。切削区热量集中,温度较高,影响刀具的耐用度和钻削加工质量。2100433B
数控加工是指用数控的加工工具进行的加工。CNC指数控机床由数控加工语言进行编程控制,通常为G代码。数控加工G代码语言告诉数控机床的加工刀具采用何种 笛卡尔位置坐标,并控制刀具的进给速度和主轴转速,以及工具变换器、冷却剂等功能。 数控加工相对手动加工具有很大的优势,如数控加工生产出的零件非常精确并具有可重复性;数控加工可以生产手动加工无法完成的具有复杂外形的零件。数控加工技术现已普遍推广,大多数的机加工车间都具有数控加工能力,典型的机加工车间中最常见的数控加工方式有数控铣、数控车和数控EDM线切割(电火花线切 割)。
进行数控铣的工具叫做数控铣床或数控加工中心。进行数控车削加工的车床叫做数控车工中心。 数控加工G代码可以人工编程,但通常机加工车间用CAM(计算机辅助制造)软件自动读取CAD(计算机辅助设计)文件并生成G代码程序,对数控机床进行控制 。2100433B
阳春砂加工相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 压缩机标准汇编
- 郸城县佳美阳光房
- 檐口标高
- 鲁氏石莲花
- 平肩荷
- iQue DS Lite
- 大金FTXD25FV2CW
- ZenvoST150S
- 水晶蒲桃
- 白料水晶
- 复地优尚国际
- 怀化阳光房
- B-LINK BL-8188-8M
- 电器柜锁
- 综合业务数字网与异步转移模式
- 中国卫星通信
- 中国现代化钢筋加工工艺与传统钢筋加工工艺相比优势
- 制定机械加工劳动定额切削用量时间标准若干问题
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 燃烧室高度加工中在线测量系统精确性的方法
- 中国加工玻璃(含原片玻璃生产)机械装备的市场发展
- 工程建设资料档案记录管理表格原材料及钢筋加工检验批
- 关于材料加工专业学生创新能力培养实验教学改革
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 改进密封滚轮沟槽形式和加工方法
- 工程力学毕业论文机械加工工艺自动化生产与安全管理
- 关于做好我市建筑施工企业农民工参加工伤保险工作意见
- 关于特种加工专业委员会学术年会征稿通知
- 杠杆零件机械加工工艺规程及专用夹具设计说明书资料
- 基于PLC钻削加工装置钻头自动循环控制电路设计
- 国家林业局关于进一步加强木材经营加工监督管理通知
- 呼和浩特抽水蓄能电站人工砂石加工系统改造优化
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司