星形把手执行标准

星形把手执行标准
国家机械操作件执行标准JB/T7274.4-1994(GB4141.29-84,JB1360-73)
星形把手俗称胶木把手、梅花把手、七星把手,材质为PF酚醛塑料(胶木、电木)预埋金属嵌件。
星形把手常见安装方式有A型内孔光孔侧面顶丝孔紧固、B型内孔螺纹孔(螺母形式,内丝)、C型通孔和外丝四种,也可根据用户不同需要定制。
颜色主要以黑色为主,也可加工其它颜色。
星形把手造价信息
词目
星形把手
拼音
xīng xīng bǎ shǒu
星形把手执行标准常见问题
星形把手执行标准文献

 材料执行标准
材料执行标准
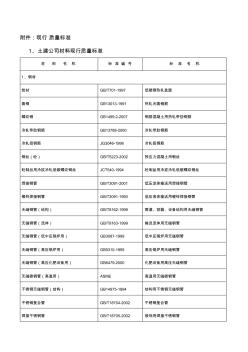
附件:现行 质量标准 1、土建公司材料现行质量标准 材 料 名 称 标 准 编 号 标 准 名 称 1、钢材 线材 GB/T701-1997 低碳钢热轧盘圆 圆钢 GB13013-1991 热轧光圆钢筋 螺纹钢 GB1499.2-2007 钢筋混凝土用热轧带肋钢筋 冷轧带肋钢筋 GB13788-2000 冷轧带肋钢筋 冷轧扭钢筋 JG3046-1998 冷轧扭钢筋 钢丝(砼) GB/T5223-2002 预应力混凝土用钢丝 砼制品用冷拔冷轧低碳螺纹钢丝 JCT540-1994 砼制品用冷拔冷轧低碳螺纹钢丝 焊接钢管 GB/T3091-2001 低压流体输送用焊接钢管 镀锌焊接钢管 GB/T3091-1993 低压液体输送用镀锌焊接钢管 无缝钢管(结构) GB/T8162-1999 管道、容器、设备结构用无缝钢管 无缝钢管(流体) GB/T8163-1999 输送流体用无缝钢管 无缝钢管(低
 路灯执行标准 (2)
路灯执行标准 (2)
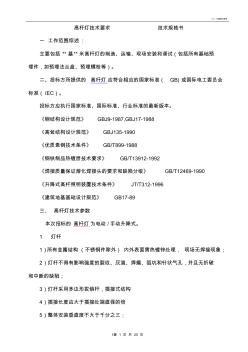
v1.0 可编辑可修改 1第 1 页 共 25 页 高杆灯技术要求 技术规格书 一 工作范围综述 : 主要包括 ** 基**米高杆灯的制造、运输、现场安装和调试(包括所有基础预 埋件,如预埋法兰盘、预埋螺栓等)。 二、投标方所提供的 高杆灯应符合相应的国家标准( GB)或国际电工委员会 标准( IEC)。 投标方应执行国家标准、国际标准、行业标准的最新版本。 《钢结构设计规范》 GBJ9-1987,GBJ17-1988 《高耸结构设计规范》 GBJ135-1990 《优质素钢技术条件》 GB/T899-1988 《钢铁制品热镀层技术要求》 GB/T13912-1992 《焊接质量保证熔化焊接头的要求和缺陷分级》 GB/T12469-1990 《升降式高杆照明装置技术条件》 JT/T312-1996 《建筑地基基础设计规范》 GB17-89 三、 高杆灯技术参数 本次招标的 高
1、机器就位后必须安放平稳。
2、试车前应先将机器的内腔清洗干净,并将前盖用星形把手锁紧。
3、接通电源后,应注意其程序,使主轴按所示方向旋转。
4、试车时应注意机器是否有异常杂音,以便及时停车检查。
5、在出料斗,安装储料袋。
1、机器就位后须安放平稳,并用地脚螺钉固定。
2、试车前应先将机器的内腔清洗干净,并将前盖用星形把手锁紧。
3、接通电源后,应注意其顺序,使主轴按所示方向旋转。
4、试车时应注意机器是否有异常杂音,以便及时停车检查。
5、在出料斗,安装储料袋。
主要产品有胶木手轮、手柄、拉手、星形把手、密封圈、密封条、防尘套、油标等机床附件。公司自创办以来,一直专注于产品的质量改善,为了提高产品的质量,完善产品的售后服务,我们时刻与客户保持紧密的联系。我们生产的产品被广泛的应用于产品配套、机械维修、化工机械、木工机械、食品机械等重要的机械制造领域,多年来受到用户的一致好评。建厂以来,经过不断开发,已经形成现在具有十余个系列、五十多个品种、上千类产品的规模。目前我厂引进了先进的生产设备和优秀的设计人员,现代科技融入传统的生产工艺,生产的产品从外观、强度、手感上都有了巨大的改观。
星形把手相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 制定机械加工劳动定额切削用量时间标准若干问题
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 以提升安全质量管理水平为目标的施工现场标准化建设
- 伊朗塔里干水利枢纽工程执行EPCT合同的设计实践
- 中国水泥工厂余热发电设计规范国家标准即将出台
- 印刷设备维修工国家职业技能标准终审会
- 正泰电器牢抓标准建设通过国家4A级标准化企业复审
- 中华人民共和国房屋建筑和市政工程标准施工招标文件
- 中国式驾驶室安全标准出台 或将导致卡车行业洗牌
- 执行新颁公路基本建设概、预算编制办法及定额的体会
- 在建筑钢结构工程中美国标准设计的高强构件替代
- 云南省人民政府关于加快工业园区标准厂房建设的意见
- 中国标准电源插头
- 中国机床行业第一项原创检测国际标准制订
- 张能2号附件安全标准化管理考评评分细则-矿井-3
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司