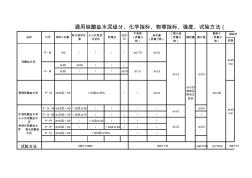
型砂水泥技术要求
1.氧化硫,水泥中氧化疏的含量不得超过9.0%;
2.比表面积,水泥比表面积不得小于450m2/kg;
3.凝结时间,初凝不得早于50s,终凝不得迟于12min。
4.强度,各龄期抗压强度均不得低于下表数值。
型砂水泥造价信息
其矿物组成主要是硅酸三钙和氟铝酸钙。水化时迅速生成三硫型水化硫铝酸钙,数小时内就具有较高强度;凝结时间可用缓凝剂调节在15~45分钟内。其特点是浇铸后溃散性好,旧砂回收简单,清砂容易和不污染环境。型砂水泥可采用快凝快硬硅酸盐水泥和快凝快硬氟铝酸盐水泥。
①水泥粉磨时允许加入不损害水泥性能的助磨剂,其加入量不得超过水泥重量的1%。
②为了调节水泥性能,经过试验,允许加入少量的二水石膏或半水石膏。
型砂水泥技术要求常见问题
-
如果是指产品,查相关的水泥产品国家标准;如果是指工程,查《水泥工厂设计规范》;如果是指水泥生产过程,查《水泥企业质量管理规程》。
-
你去注册一个账号,就是免费会员。肯定和收费会员享受的特权不一样哦望采纳啊
适用于铸造行业中作为型砂粘结材料
2100433B
型砂水泥技术要求文献

 水泥技术要求
水泥技术要求
初凝 ≥95 ≤5% / / / ≥95 / / / ≤5% P·S·A ≥50且<80 >20且≤50 / / / / / ≤6.0 P·S·B ≥30且<50 >50且≤70 / / / / / / P·P ≥60且<80 / >20且≤40 / / / / P·F ≥60且<80 / / >20且≤40 / / / P·C ≥50且<80 / / 试验方法 GB/T750 JC/T420 ≤5.0 ≤6.0 ≥45 min ≥45 min 代号 烧失量 (质量分数) 氯离子 (质量分 数) 孰料+石膏 粒化高炉矿 渣 不溶物 (质量分 数) 氧化镁粉煤灰 石灰 石 ≤0.06 凝结时 ≤4.0 硅酸盐水泥 ≤3.5 P·Ⅱ P·O ≤0.75/ // / 品种 P·Ⅰ 三氧化硫 (质量分 数) 火山灰质混 合材料 普通硅酸盐水泥 矿渣硅酸盐水泥 火山灰硅酸盐水 泥 粉煤灰硅酸盐水
 灌浆水泥技术要求
灌浆水泥技术要求
================ 精选公文范文, 管理类,工作总结类,工作计划类文档, 欢迎阅读下载 ============== -------------------- 精选公文范文,管理类,工作总结类,工作计划类文档,感谢阅读下载 --------------------- ~ 1 ~ 灌浆水泥技术要求 中华人民共和国水利部、 电力工业部 关于颁发《水工建筑物 水泥灌浆施工技术规范》 SL62-94的通知 水建 [1994]246号 为推动水利水电 工程水泥灌浆技术的进步,提高水泥灌 浆施工质量,水利部委托原水工程咨询 中心,对原水利电力部部标准《水工建 筑物水泥灌浆施工技术规范》 SDJ210-83 进行了修订。该规范修订送审稿已通过 审查,现批准为行业标准,编号为 SL62-94,自一九九四年十月一日起执 行,原规范同时废止。 本规范水 利部、电力部负责解释,水利电力出版 社
型砂性能主要有两方面因素决定,一是构成型砂的材料组成;二是型砂的混碾状况 。
型砂的材料构成主要是由旧砂、原砂、膨润土和添加剂(FS粉)等组成。由于型砂95%以上是旧砂,而旧砂由于浇注铸件的砂铁比不同、芯砂混入量不同等因素的影响,导致材料构成的波动非常大。
因而要控制型砂的构成,就必须对型砂中的有效膨润土含量、有效添加剂含量及含泥量进行检验,以便确定混砂时膨润土、添加剂(FS粉)和原砂的补加量。
型砂紧实率的控制范围、型砂的混碾效率反映了型砂的混碾状况。型砂紧实率的控制范围是指紧实率的波动范围,波动范围越小,型砂紧实率的控制水平越高。型砂的混碾效率是指混制出的型砂性能与经过充分混碾后的型砂性能的百分比,混碾效率越高越好。
型砂一般由铸造用原砂、型砂粘结剂和辅加物等造型材料按一定的比例混合而成。型砂按所用粘结剂不同,可分为粘土砂、水玻璃砂、水泥砂、树脂砂等。以粘土砂、水玻璃砂及树脂砂用的最多。
型砂在铸造生产中的作用极为重要,因型砂的质量不好而造成的铸件废品约占铸件总废品的30~50%。
通常对型砂的要求是:
①具有较高的强度和热稳定性,以承受各种外力和高温的作用。
②良好的流动性,即型砂在外力或本身重力作用下砂粒间相互移动的能力。
③一定的可塑性,即型砂在外力作用下变形,当外力去除后能保持所给予的形状的能力。
④较好的透气性,即型砂孔隙透过气体的能力。
⑤高的溃散性,又称出砂性,即在铸件凝固后型砂是否容易破坏,是否容易从铸件上清除的性能。
型砂粘土砂
由天然硅砂、粘土、辅加物和水混合而成。制造湿砂型的粘土砂所用粘土为膨润土,湿抗压强度一般为0.05~0.1MPa。含水量为3.5~5%,透气性为80以上,常用于机器造型,也可用于手工造型。
制成的砂型不经烘干可直接浇注金属液,具有生产效率高、成本低和生产周期短等优点。湿型用粘土砂在铸造生产所用的型砂中约占60%。由于湿砂中水分较高,强度和透气性较低,铸件易于产生气孔、夹砂、粘砂、胀砂等缺陷,手工造型,尺寸精度较低,一般只用于生产中小型铸铁件及铸造有色合金铸件;机械造型,尺寸精度高,适用于大批量铸件的生产。
制造干砂型的粘土砂所用粘土为高岭土,其湿态水分较高。制成的砂型要在250~400℃左右温度下烘干后再合型浇注,一般用于铸钢件。干砂型由于能源消耗大,生产周期长,尺寸精度差,已逐渐被淘汰。
型砂水玻璃砂
由硅砂、水玻璃和辅加物混合配制而成。制成的砂型可吹以
这种型砂可用于制造铸钢件和铸铁件的砂型。过去水玻璃砂有落砂困难和旧砂不易再生等缺点,应用受到一定的限制。
1999年,新型水玻璃酯硬化自硬砂问世,水玻璃加入量1.8-3.0%,可使用时间可调节,可实现机械化造型、制芯,旧砂可再生,80-90%可回用,现已在铁路机械、冶金机械、重型机械、矿山机械、通用机械厂几十家企业推广使用,成功浇注从几公斤到几百吨重铸件,经济效益、社会效益显著。新型水玻璃酯硬化自硬砂是公认的环境友好型造型材料。
型砂树脂自硬砂
由硅砂、树脂和硬化剂等混合配制而成。
常用的树脂有呋喃树脂、甲阶酚醛树脂、碱性酚醛树脂及尿烷树脂。用这种型砂制成的砂型强度高、尺寸偏差小、溃散性好、能源消耗少,可用于铸钢、铸铁及铸造有色合金铸件的生产,铸件的表面质量和尺寸精度高。树脂自硬砂是一种很有发展前途的造型砂。
型砂水泥相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 型砂质量控制
- 型钢孔型设计
- 型钢混凝土梁
- 型钢混凝土粘结滑移理论及其工程应用
- 型钢混凝土结构施工工法
- 型钢生产工艺
- 型钢生产理论与工艺
- 型钢超高强混凝土结构体系的抗震性能研究
- 型钢部分包裹再生混凝土柱受力性能与设计方法
- 型钢预应力钢筋混凝土桁架施工工法
- 型钢验收、包装、标志及质量证明书的一般规定
- 型钢高强高性能混凝土结构基本性能与设计
- 垒智设计集团有限公司
- 垒智设计集团有限公司福州分公司
- 垣宝建设工程集团有限公司
- 垣宝房地产有限公司
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 以变性剂石灰石—磷渣混合物为基料的白色硅酸盐水泥
- 主要用固体工业废渣生产硫铝酸盐水泥熟料的方法
- 中国水泥沟盖板市场发展及投资前景报告
- 在水泥企业节能环保适用技术交流会上的讲话(摘要)
- 中高职衔接道路桥梁工程技术专业教学标准探索与实践
- 中博会展中心C1区钢结构屋面大型主桁架的施工技术
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 有关CAD技术在水利工程设计中的实际应用方法
- 中国国际太阳能光伏建筑一体化技术发展
- 中国电工技术学会电力系统控制与保护专业委员会成立
- 中华人民共和国水产行业标准玻璃钢渔船建造质量要求
- 应用VE进行盐田技术改造
- 中国重汽承担的16个技术创新项目通过省级鉴定验收
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司