橡胶塑料挤出机和挤出生产线内容简介
《橡胶塑料挤出机和挤出生产线(第2部分):模面切粒机的安全要求(GB 25431.2-2010)》为GB 25431的第2部分。本部分等同采用欧洲标准EN 1114—2:1998《橡胶塑料机械挤出机和挤出生产线第2部分:模面切粒机的安全要求》(英文版)。本部分的附录A为资料性附录。本部分由中国石油和化学工业联合会提出。本部分由全国橡胶塑料机械标准化技术委员会(SAClTC 71)归口。本部分负责起草单位:大连橡胶塑料机械股份有限公司。本部分参加起草单位:上海大云塑料回收辅助设备有限公司、内蒙古宏立达橡塑机械有限责任公司、中国化学工业桂林工程有限公司、北京橡胶工业研究设计院。本部分主要起草人。杨宥人、何桂红、李香兰、李振军。本部分参加起草人:刘同清、韦兆山、张志强、何成。
《橡胶塑料挤出机和挤出生产线(第2部分):模面切粒机的安全要求(GB 25431.2-2010)》由中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会发布。
橡胶塑料挤出机和挤出生产线造价信息
前言
1范围
2规范性引用文件
3术语和定义
4危险和危险区
4.1危险列举
4.1.1机械危险
4.1.2失去稳定引起的危险
4.1.3电气危险
4.1.4液压或气动设备引起的危险
4.1.5控制系统安全有关部件发生故障引起的危险
4.1.6热危险
4.1.7噪声危险
4.1.8机械加工、使用或排放的物料和物质引起的危险
4.2危险区
5安全要求及措施
5.1机械危险的安全要求及措施
5.2失去稳定引起的危险的安全要求及措施
5.3电气危险的安全要求及措施
5.4液压或气动设备引起的危险的安全要求及措施
5.5控制系统安全有关部件发生故障引起的危险的安全要求及措施
5.6热危险的安全要求及措施
5.7噪声危险的安全要求及措施
5.8机械加工、使用或排放的物料和物质引起的危险的安全要求及措施
6安全要求及措施的验证
7使用信息
7.1机器上至少应有的标志
7.2使用说明书
附录A(资料性附录)本部分引用相关标准情况对照
版权页:
插图:
3术语和定义
下列术语和定义适用于GB 25431的本部分。
3.1
模面切粒机 die face pelletizer
安装在挤出机出料端,用于将塑化物料制成粒料的装置。塑化物料在压力或离心力的作用下,通过模板孔型或喷嘴挤出小断面料条,立即被切成颗粒,同时被水或空气等介质冷却并带走。
模面切粒机主要组成:
——熔体连接体;
——开车阀/换向阀;
——切粒室;
——刀轴的驱动装置;
——切刀支撑装置;
——在切粒室上冷却和输送介质(如水、空气)的进出接口;
——粒料转向装置;
——粒料排出侧的第一个法兰接口。
3.2
水下切粒机 underwater pelletizer
指模面和切刀均置于充满循环水的切粒室内的模面切粒机。
3.3
水环切粒机 water ring pelletizer
在气体介质中切刀旋转,将热切粒料抛人环绕切刀和模面的旋转水域中被冷却和输送的模面切粒机。
3.4
干法切粒机 dry pelletizer
在气体介质中切刀旋转,将热切粒料甩离切粒室的模面切粒机。粒料被气态或液态介质冷却输送。切刀装置可以与模板同轴,也可不同轴。
橡胶塑料挤出机和挤出生产线内容简介常见问题
-
可以用塑料挤出机将板材厚度削薄。塑料挤出机在塑料的挤出成型需要经历三个阶段,即原料塑化,成型,冷却。塑料挤出机也分为很多不同的塑料挤出机种类,带螺杆的挤出机分为单螺杆挤出机,双螺杆挤出机,多螺杆挤出机...
-
最大区别:挤出机全程螺杆无轴向运动,注塑机注射时螺杆前进,融料时后退。在塑料挤出成型设备中,塑料挤出机通常称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机。塑料挤出机经过100多年的发展,已由...
-
价格便宜的 要数山东莱芜了把 不过 悠着点 有很多质量不过关 差 也不能图最便宜 也有多家产品可靠的
《橡胶塑料挤出机和挤出生产线(第2部分):模面切粒机的安全要求(GB 25431.2-2010)》由中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会发布。
前言
1范围
2规范性引用文件
3术语和定义
4危险和危险区
4.1危险列举
4.1.1机械危险
4.1.2失去稳定引起的危险
4.1.3电气危险
4.1.4液压或气动设备引起的危险
4.1.5控制系统安全有关部件发生故障引起的危险
4.1.6热危险
4.1.7噪声危险
4.1.8机械加工、使用或排放的物料和物质引起的危险
4.2危险区
5安全要求及措施
5.1机械危险的安全要求及措施
5.2失去稳定引起的危险的安全要求及措施
5.3电气危险的安全要求及措施
5.4液压或气动设备引起的危险的安全要求及措施
5.5控制系统安全有关部件发生故障引起的危险的安全要求及措施
5.6热危险的安全要求及措施
5.7噪声危险的安全要求及措施
5.8机械加工、使用或排放的物料和物质引起的危险的安全要求及措施
6安全要求及措施的验证
7使用信息
7.1机器上至少应有的标志
7.2使用说明书
附录A(资料性附录)本部分引用相关标准情况对照
橡胶塑料挤出机和挤出生产线内容简介文献


 塑料挤出机小论文
塑料挤出机小论文
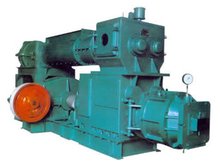
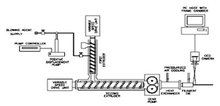
1 塑料挤出机 机自 A4 陈少勇 084812746 摘要: 挤出成型亦称挤压成型, 它是将物料加热熔融成粘流态, 借助螺杆的挤压作用, 推动粘流态的物料, 使其通过口模而成为截面与口模形状相仿的连续体的一种成型方 法,其所采用的设备称为挤出机。挤出成型是塑料加工的重要成型方法之一,大部分 热塑性塑料都可以用挤出成型方法加工。 挤出成型具有下述特点: 生产过程是连续的, 因而其产品一般也是连续的;生产效率高,应用范围广,能生产管材、棒材、板材、 薄膜、单丝、电线、电缆、异型材及中空制品等;投资少,见效快。挤出机除了用于 挤出制品外,还可以用于塑料混合、造粒、塑化等。挤出成型生产的产品广泛应用于 农业、建筑业、石油化工业、机械制造业、国防工业及日常生活。 一、挤出生产原理及机组组成 <一>挤出生产原理 塑料原料从料斗加入料筒中,随着螺杆的转动将其向前输送,塑料在 向前移动的过程中,收到
挤出机概述
机头的外壳一般是用螺栓使其固定于机身之上,机头里面的模含有模芯座,然后用螺帽将其固定于机头的进线端口,模芯座的内部也装有模芯,而且模芯和模芯座的中心都有孔,其作用用于通过芯线。依据加压方式种类的不同,使得挤出工艺可以分成连续挤出和间歇挤出两种。前者所用的设备为螺杆式挤出机,后者的设备为柱塞式挤出机。在此螺杆式挤出机又可以凭借螺杆个数大致分类为单螺杆挤出机以及多螺杆挤出机。
螺杆式挤出机的工作机理是依靠螺杆旋转所产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型;所以有时使用一台挤出机就能够同时完成混合,塑化以及成型等一系列工艺,从而进行连续的生产。此外柱塞式挤出机的工作机理主要是靠借助柱塞压力,先将事先塑化完毕的物料从口模挤出而达到成型的效果。物料筒内的物料在挤出完之后柱塞会退回,等到添加新一轮塑化物料后再接着进行下一轮的操作,这种生产工艺属于不连续生产,并且对物料基本不能进行充分搅拌以及混合,此外本生产还需进行预先塑化,因此在实际生产进行中通常不常选用本法,仅能适用于流动性极差或者是黏度非常大的塑料,就像硝酸纤维素塑料这种塑料制品的成型加工。
塑料挤出机可以基本分类为双螺杆挤出机,单螺杆挤出机以及不多见的多螺杆挤出机以及无螺杆挤出机。
塑料挤出机分为双螺杆挤出机和单螺杆挤出机
两种挤出机的区别:
单螺杆的机器和双螺杆的机器:一个是一根螺杆,一个是两根螺杆.都是用的一个电机带动的.功率因螺杆不同而不同。50锥双的功率约为20kW,65的约为37kW.产量与料及螺杆有关,50锥双的产量约为100-150kg/h,65锥双约为200-280kg/h。单螺杆的产量就只有一半。
挤出机按其螺杆数量可以分为单螺杆、双螺杆和多螺杆挤出机。目前以单螺杆挤出机应用最为广泛,适宜于一般材料的挤出加工。双螺杆挤出机由于具有由摩擦产生的热量较少、物料所受到的剪切比较均匀、螺杆的输送能力较大、挤出量比较稳定、物料在机筒内停留长,混合均匀。
SJSZ系列锥形双螺杆挤出机具有强制挤出、高质量、适应性广、寿命长、剪切速率小、物料不易分解、混炼塑化性能好、粉料直接成型等特点,温度自控,真空排气等装置。适用于管、板、异形材等制品的生产。
单螺杆挤出机无论作为塑化造粒机械还是成型加工机械都占有重要地位,近几年来,单螺杆挤出机有了很大的发展。德国生产的大型造粒用单螺杆挤出机,螺杆直径达700mm,产量为36t/h。
单螺杆挤出机发展的主要标志在于其关键零件--螺杆的发展。近几年以来,人们对螺杆进行了大量的理论和实验研究,至今已有近百种螺杆,常见的有分离型、剪切型、屏障型、分流型与波状型等。
从单螺杆发展来看,尽管单螺杆挤出机已较为完善,但随着高分子材料和塑料制品不断的发展,还会涌现出更有特点的新型螺杆和特殊单螺杆挤出机。从总体而言,单螺杆挤出机向着高速、高效、专用化方向发展。
双螺杆挤出机喂料特性好,适用于粉料加工,且比单螺杆挤出机有更好的混炼、排气、反应和自洁功能,特点是加工热稳定性差的塑料和共混料时更显示出其优越性。近些年来国外双螺杆挤出机已经有很大的发展,各种形式的双螺杆挤出机已系列化和商品化,生产的厂商也较多,大致分类如下:
⑴按两根轴线相对位置,有平行和锥形之分;
⑵按两根螺杆啮合程序,有啮合型和非啮合型之分;
⑶按两根螺杆的旋转方向,有同向和异向之分,在异向中又有向内、向外之分;□
⑷按螺杆旋转速度,有高速和低速之分;
⑸按螺杆与机筒的结构,有整体和组合之分。
在双螺杆挤出机的基础上,为了更容易加工热稳定性差的共混料,有的厂家又开发出多螺杆挤出机如行星挤出机等
功能是泵送、加压和混合熔体。从这些功能看,亦可认为熔体挤出机是一种特殊形式的螺杆泵。
橡胶塑料挤出机和挤出生产线相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 橡胶工业手册(第3版)橡胶制品(下册)
- 橡胶工厂环境保护设计规范
- 橡胶工程师
- 橡胶工程技术
- 橡胶工艺
- 橡胶或塑料软管耐压扁试验方法
- 橡胶材料与配方(第三版)
- 橡胶材料与配方(第二版)
- 橡胶标准配方
- 橡胶模压工艺
- 橡胶止水带
- 橡胶水坝用浸胶水坝布
- 橡胶水泥土性能的试验研究
- 橡胶沥青弹性恢复率的测定球入度法
- 橡胶沥青装置
- 橡胶燃烧性能的测定
- 在全县非煤矿山和危化企业安全生产工作会议上的讲话
- 支持并行工程和智能CAPP的制造资源建模技术
- 云计算对企业信息化系统建设和运营的影响分析和改进
- 政府和社会资本合作(PPP)项目物有所值评价
- 新的基于NGA/PCA和SVM的特征提取方法
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 异形人工挖孔桩和预应力土层锚杆组合在基坑中的应用
- 政府投资建设项目在财务管理上面临的风险和应对措施
- 指路标志(里程碑和百米碑)施工记录表
- 在城乡统筹就业和劳动社会保障试点工作会议上的讲话
- 基于CMOS工艺的二维风速传感器的设计和测试
- 制药用水系统使用点取样阀门的应用设计和选型论文
- 中华人民共和国大气污染防治法实施细则中英对照资料
- 依托实验教学示范中心培养工程实践能力的探索和实践
- 中国铝业山东分公司新建20万吨4A沸石生产线开工
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司