无锡腾达电泳涂装有限公司
无锡腾达电泳涂装有限公司于2000年12月05日成立。法定代表人杨立新,公司经营范围包括:金属件的电泳涂装加工服务;普通货运等。
无锡腾达电泳涂装有限公司基本信息
| 公司名称 | 无锡腾达电泳涂装有限公司 | 成立时间 | 2000年12月05日 |
|---|---|---|---|
| 总部地点 | 无锡市新吴区硕放南开路B地块1号 | ||
无锡腾达电泳涂装有限公司造价信息
无锡腾达电泳涂装有限公司常见问题
-
电泳涂装原理: 阴极电泳涂料所含的树脂带有碱性基团,经酸中和后成盐而溶于水。通直流电后,酸根负离子向阳极移动,树脂离子及其包裹的颜料粒子带正电荷向阴极移动,并沉积在阴极上。
-
这个比较多。电泳槽(还有水洗槽、磷化槽、喷淋水槽、酸洗槽)、阳极系统(阳极箱、阳极框或者阳极管、阳极膜)、超滤系统(主要是超滤机)、整流器。另外还有如大型设备链条、小型要升降机,在小就要人工代替了。还...
-
电泳涂装工艺的超滤系统最主要目的是为了使电泳涂装系统成为一个闭环体系,减少污染物质的排放,并且还可以节省电泳涂料。电泳后的工件需要用电导率极低的水冲洗,这样可以减少电泳涂膜上形成二次留痕、颗粒等涂膜弊...
无锡腾达电泳涂装有限公司文献

 无锡智邦工程咨询有限公司
无锡智邦工程咨询有限公司
无锡智邦工程咨询有限公司是无锡一家集建设项目管理、工程建设监理、工程造价咨询、建筑施工管理、建筑经济、工程质量技术服务于一身的民营咨询企业,具有房建工程监理甲级、市政公用建设监理乙级、人防工程监理乙级以及工程造价咨询甲级资质,注册资本500万元。公司顺利通过lSo9001:2008国际质量管理体系认证,2009年获得由江苏省科学技术厅、江苏省工商行政管理局及江苏省科技咨询协会联合颁发的江苏省咨询企业AAA级称号,2013年获无锡市人民政府颁发的无锡市AAA级重合同守信用企业。自2005年起,公司连续多年获得无锡市工商联合会、工商行政管理局、地方税务局、环保局、质量技术监督局、国家税务局及人民银行无锡市中心支行联合颁发的争创“守信用、讲信誉、重信义’先进单位”称号。
 电泳涂装与其他涂装方法相比较
电泳涂装与其他涂装方法相比较
yuan, a n increase of 17.5% ; local governme nt general budget revenue of 500 million Yua n, ... Painti ng, model culture creates new Ma Chur ch community, creating Lake sceni c spot culture e ducation base, received hig h eval uation from provincial a nd munici pal di sci pline Inspe ction Commission, the people's daily spe cial rep ort. Consta ntly prom ote indepe ndent Commissi on agai nst corr
内容简介
《电泳涂装实用技术》系统、详细地汇集了电泳涂装技术的各个方面。《电泳涂装实用技术》由电泳涂料、电泳涂装的基本理论、电泳涂装的前处理、电泳涂装工艺、电泳涂装设备、电泳涂装故障的排除、电泳涂料性质与涂膜性能的分析测试及电泳废水处理等章节组成。内容涉及电泳涂装技术的原理、设备、工艺、一些特殊的电泳涂装形式及电泳涂膜与其他涂层的配套使用等。书中有不少内容是经作者实际操作,可应用于生产的实践经验。同时,亦介绍了不少电泳涂装技术方面的最新发展,具有较好的参考价值。
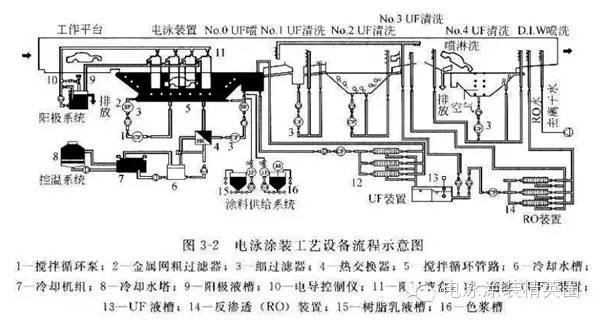
电泳涂装设备以电泳槽为中心,还配备多种附厲装置,它们都对生产性能、质量、环境和成本舍影响,因此要求电泳涂装设备具具有很高的功能。电泳涂装设备是投资较大、技术要求较高、结构较复杂的涂装设备。电泳涂装设备按表3-4所列的工艺流程可分为车体输送 装置、电泳设备(槽本体)、电泳后淸洗设备和烘干室。电泳设备及其附属装臂的功能如上图所示。
电泳涂装是车身全浸没在槽液中进行的,如何通过改变车体的输送方式和改变车体在槽 液中的姿势,使车体100%表面都能泳涂上漆,一直是一个难题。主要是空腔内部的空气在全浸没时排不尽,形成“空气包”,涂不上漆。采用一般悬挂式输送链场合,涂装面达90%以上.时,改用垂直输送方式(车体前部向下)和摆杆式输链方式(45°进出槽)。里有所提高, 但仍有未涂装面。后来开发采用的旋转浸漆(Rodip和多功能穿梭机)输送方式,基本上解决了空气包问题。
电泳涂装用的搬送装置是由输送链、承载车体的挂架和滑橇等构成,应能控制车体在槽内的姿势,要求链速一定且稳定、无脉动,在车体上无槽液流痕,保证有足够的强度,且质量轻。
电泳槽(主槽)
存装电泳槽液,被涂物(f车身) <在其中进行电泳涂装,由确保目标膜厚来决定槽,电泳涂装的其他一切装置 都为本槽服务
确保涂膜的生成(泳透力,膜厚分布等),分为主槽和副槽,槽液由出槽部澄澈到副槽
槽液循环搅拌系统,
用设置在槽底部槽液循环喷管的喷嘴将槽液吹出,进行槽内搅拌,保持槽内涂料均一,防止颜料的沉淀,冷却发热的涂装面,除去扩散的电解气泡
由循环泵,槽内配管,吹出喷嘴等组成,槽内配管,喷嘴使用塑料制品,槽外配管使用不锈钢材,以防止电蚀
过滤装置
粗过滤器,多用金属网状类型,
滤掉落入槽内的异物,保护循环泵,
精密过滤器,多用纤维制得,透过面积大的筒状卷式或袋式,除掉槽液中的尘埃,颗粒,降低车身表面的涂膜尘埃,颗粒
热交热器,交换掉电泳涂装电能和泵工作的机械能转换成的热量,确保槽液温度稳定在28度左右。
热交换器装在槽液循环管路中,采用不锈钢制板式换热器,一般用7-10度的水冷却,加热用40-45度的温水
电极和极液循环
除去电泳产和的剩余中和酸,保持中和剂浓度稳定,达到电泳涂装和维持槽内酸尝试的目的
电极有隔膜电极和裸电极两种,电极用耐酸不锈钢
直流电源
产生直流的整流吕供电泳涂装电流,阴极电泳场合车身作为阴极,通过绝缘的汇流排和挂架侧的导线通电
在连续式生产场合,须有大容量的电源,
备用槽(置换槽)供定期清扫和维修时空出电泳槽,临时保管槽液用,为防止槽液沉淀和劣化,也需循环搅拌
电泳涂装室
保护电泳槽,防触电,防溶剂蒸汽扩散,设有排风换气系统
电泳后清洗设备,除去附着在车体上的浮漆,回收涂料,提高涂膜外观质量
采用UF液喷洗和浸洗,逆工序回主槽
超滤UF装置
提供电泳后清洗液,回收涂料
除去槽液内的杂质离子,降低槽液电导率
采用ED,RO装置净化UF液替代纯水,实现全封闭运行
免责申明:部分内容来源于网络或网友自主投稿编辑整理,版权归原作者所有,其内容为作者个人观点,并不代表本平台赞同其观点和对其真实性负责。如您(单位或个人)认为本平台某部分内容有侵权嫌疑,敬请立即通知我们,我们将第一时间予以更改或删除。
(1)仅适用于具有导电性的被涂物涂底漆。如木材、塑料、布等无导电性的物件不能采用这种涂装方法。
(2)由多种金属组合成的被涂物,如电泳特性不一样,也不宜采用电泳涂装工艺。
(3)不能耐高温(165~185℃)的被涂物,也不能采用电泳涂装工艺,在国外已开发成功在120℃、150℃下烘干的电泳涂料。
(4)对颜色有限定要求的涂装不宜采用电泳涂装,变化涂抹的颜色需分槽涂装。
(5)对小批量生产场合(槽液更新期超过6个月)也不宜推荐采用电泳涂装,因槽液的更新速度太慢,槽液中的树脂老化和溶剂含量的变动大,而使槽液不稳定。
无锡腾达电泳涂装有限公司相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 无锡天龙锻造橡胶有限公司
- 抱娘蒿
- 无锡通测金属检测中心
- 无锡威都金属制品有限公司
- 威孚高科
- 无锡威孚集团有限公司
- 无锡西城特种船用板有限公司
- 无锡锡山安达防爆电机设备有限公司
- 抹刀
- 无锡小桥电机有限公司
- 无锡新得宝金属软管有限公司
- 无锡新开河储罐有限公司
- 无锡信捷工具有限公司
- 无锡亚士新材料有限公司
- 无锡伊力电机有限公司
- 无锡怡成精密钣金加工有限公司
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 中国建筑第二工程局有限公司上海公司合格供应商名录
- 一心一意谋发展 中国重型汽车集团有限公司发展纪实
- 中国水利水电第十六工程局有限公司机场施工发展战略
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 永明项目管理有限公司中原分公司中标
- 永明项目管理有限公司西宁分公司中标
- 中国石油天然气股份有限公司安全生产管理暂行办法
- 中国建筑装饰工程有限公司
- 永明项目管理有限公司立远分公司中标
- 中电投石家庄供热有限公司良村热网工程监理实施细则
- 怡成钢铁股份有限公司40吨aod炉建设项目报告书
- 中国葛洲坝集团第六工程有限公司峡口工程施工项目部
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
苏州弘创招投标代理有限公司