无铅焊接简介
无铅化的前期导入制程
提 要
一、铅的危害及实施无铅化的必要性与可行性
二、无铅焊料发展进程
三、软钎焊行业对无铅焊料的要求
四、无铅化进程中所涉及的相关行业及其协作关系
1、电子制造业厂商
2、电子元器件厂商
3、线路板制造厂商
4、焊料生产厂商
5、焊用设备制造商
6、无铅焊料的专业研发机构
五、目前所开发的无铅焊料种类及其品质、成本之评估
1、无铅焊料研发现状
2、无铅焊料的种类及特性
3、无铅焊料的成本评估
六、无铅焊料的推广应用过程中所需解决或应注意的相关问题
1、无铅锡丝的使用
七、建议电子行业无铅化的导入制程
无铅焊接造价信息
可行性
在焊料的发展过程中,锡铅合金一直是最优质的、廉价的焊接材料,无论是焊接质量还是焊后的可靠性都能够达到使用要求;但是,随着人类环保意识的加强,"铅"及其化合物对人体的危害及对环境的污染,越来越被人类所重视。
美国环境保护署(EPA)将铅及其化合物定性为17种严重危害人类寿命与自然环境的化学物质之一,铅右通过渗入地下水系统而进入动物或人类的食物链;在日常工作中,人体可通过皮肤吸收、呼吸、进食等吸收铅或其化合物,当这些物质在人体内达到一定量时,会影响体内蛋白质的正常合成,破坏中枢神经,造成神经和再生系统紊乱、呆滞、贫血、智力下降、高血压甚至不孕等症状;铅中毒属重金属中毒,在人体内它还有不可排泄、并且会逐渐积累的问题。美国职业安全与健康管理署(OSHA)标准:成人血液中铅含量应低于50mg/dl,儿童血液中铅含量应低于30mg/dl。
中国已加入WTO,中国市场已经逐步与国际市场接轨;为了提高自身产品的适应能力,及出口时避免上述不必要的麻烦,国内厂商应加强产品无铅化的意识,尽快地适应国际市场的要求,不要走在别人的后面,否则产品将失去一定的竞争力,在日趋激烈的国际竞争中处于下风;在我国沿海开放地区的外资厂居多,其中上规模的国际大公司也不少,这些外资公司已经注意到了无铅化的必要性,有些公司已将无铅化提入公司改进日程。
绿色环保产品是新世纪的主流,但是无铅化是否可行呢?这个问题要从技术、成本以及无铅焊料与目前软钎焊设备的兼容性等多个角度去解答。首先从技术上来讲,无铅化已得到了多个国家的重视,好多国家设有无铅焊料研发的专门机构,这些研发机构以及焊料生产厂商,都已经研发出多种无铅焊料,且有相当一部分被实验证明是可以替代锡铅焊料的产品,(具体的无铅焊料种类及其特性本文第五要点有详细介绍);从成本角度考虑,目前所开发出的无铅焊料成本一般的在锡铅合金价格的2~3倍左右,据粗略统计,所用焊料的费用不超过产品总成本的0.1%左右,所以不会对产品的总体成本造成太大的影响;就设备而言,目前也有适应无铅焊料的波峰焊及再流焊设备出厂,但是,众多无铅焊料研发机构及生产商仍在不断努力改进无铅焊料本身的质量参数,以适应客户目前的现有设备。
发展进程
1991和1993年:美国参议院提出将电子焊料中铅含量控制在0.1%以下的要求,遭到美国工业界强烈反对而夭折;
1991年起NEMI, NCMS, NIST, DIT, NPL, PCIF, ITRI, JIEP等组织相继开展无铅焊料的专题研究,耗资超过 2000万美元,目前仍在继续;
1998年日本修订家用电子产品再生法,驱使企业界开发无铅电子产品;
1998年10月日本松夏公司第一款批量生产的无铅电子产品问世;
2000年6月:美国IPC Lead-Free Roadmap 第4版发表,建议美国企业界于2001年推出无铅化电子产品,2004年实现全面无铅化;
2000年8月:日本 JEITA Lead-Free Roadmap 1.3 版发表,建议日本企业界于2003年实现标准化无铅电子组装;
2002年1月欧盟 Lead-Free Roadmap1.0 版发表,根据问卷调查结果向业界提供关于无铅化的重要统计资料;
欧盟议会和欧盟理事会2003年1月23日发布了第2002/95/EC号《关于在电气电子设备中限制使用某些有害物质的指令》,在这个指令中,欧盟明确规定了六种有害物质为:"汞(Hg)、镉(Cd)、六价铬(Cr)、铅(Pb)、聚溴联苯(PBB)、聚溴二苯醚(PBDE)";并强制要求自2006年7月1日起,在欧洲市场上销售的电子产品必须为无铅的电子产品;(个别类型电子产品暂时除外)
2003年3月,中国信息产业部拟定《电子信息产品生产污染防治管理办法》,提议自2006年7月1日起投放市场的国家重点监管目录内的电子信息产品不能含有Pb。
要求
无铅焊料首先要能够真正满足环保要求,不能把铅去除了,又添加了新的有毒或有害的物质;要确保无铅焊料的可焊性及焊后的可靠性,并要考虑到客户所承受的成本等众多问题。概括起来讲,无铅焊料应尽量满足以下这些要求:
1、无铅焊料的熔点要低,尽可能地接近63/37锡铅合金的共晶温度183℃,如果新产品的共晶温度只高出183℃几度应该不是很大问题,但目前尚没有能够真正推广的,并符合焊接要求的此类无铅焊料;另外,在开发出有较低共晶温度的无铅焊料以前,应尽量把无铅焊料的熔融间隔温差降下来,即尽量减小其固相线与液相线之间的温度区间,固相线温度最小为150℃,液相线温度视具体应用而定(波峰焊用锡条:265℃以下;锡丝:375℃以下;SMT用焊锡膏:250℃以下,通常要求回流焊温度应该低于225~230℃)。
2、无铅焊料要有良好的润湿性;一般情况下,再流焊时焊料在液相线以上停留的时间为30~90秒,波峰焊时被焊接管脚及线路板基板面与锡液波峰接触的时间为4秒左右,使用无铅焊料以后,要保证在以上时间范围内焊料能表现出良好的润湿性能,以保证优质的焊接效果;
3、焊接后的导电及导热率都要与63/37锡铅合金焊料相接近;
4、焊点的抗拉强度、韧性、延展性及抗蠕变性能都要与锡铅合金的性能相差不多;
5、成本尽可能的降低;目前,能控制在锡铅合金的1.5~2倍,是比较理想的价位;
6、所开发的无铅焊料在使用过程中,与线路板的铜基、或线路板所镀的无铅焊料、以及元器件管脚或其表面的无铅焊料及其它金属镀层间,有良好的钎合性能;
7、新开发的无铅焊料尽量与各类助焊剂相匹配,并且兼容性要尽可能的强;既能够在活性松香树脂型助焊剂(RA)的支持下工作,也能够适用温和型、弱活性松香焊剂(RMA)或不含松香树脂的免清洗助焊剂才是以后的发展趋势;
8、焊接后对焊点的检验、返修要容易;
9、所选用原材料能够满足长期的充分供应;
10、与目前所用的设备工艺相兼容,在不更换设备的状况下可以工作。
四、略
成本评估
五、目前所开发的无铅焊料种类及其品质、成本之评估
1、无铅焊料研发现状:
美国国家生产科学研究所(NCMS)通过筛选得到了7种无铅焊料并在此基础上,进行了实用性和可靠性二次评审,最后推荐了三种合金供选择。(见表一)
表一:美国用于表面安装推荐的三种无铅焊料合金
合金种类 熔融温度 适用范围
Sn-58Bi 139℃ 家用电器、携带式电话
Sn-3.4Ag-4.8Bi 205~210℃ 家用电器、携带式电话、宇宙航空、汽车
Sn-3.5Ag-0.5Cu-1In 221℃ 家用电器、携带式电话、宇宙航空、汽车
在日本,日本电子工业振兴协会(JEITA)组织评定了无铅焊料。表二为JEIDA组织评定的过渡期可用的合金。
表二、JEIDA组织评定的可用的合金
合 金 再流焊(R)/ 波峰焊(F)
Sn-Ag Sn-3.5Ag-0.75Cu R& F
Sn-Ag-Cu Sn-3Ag-0.7Cu F
Sn-Ag-Bi R
Sn-2Ag-3Bi-0.75Cu R
Sn-2Ag-4Bi-0.5Cu-0.1Ge R
Sn-3.5Ag-5Bi-0.7Cu R
Sn-3.5Ag-6Bi R
Sn-Bi Sn-1Ag-57Bi R
2、无铅焊料的种类及特性
从各国相关组织推荐的各种无铅焊料及各大公司试用的状况总结,目前过渡期无铅焊料可分为下述4类,见下表:
种类 共晶比/共晶点(℃) 特 点 缺 点 优 点
(中温合金)
Sn-Ag/Sn-3.5Ag 221 中高温系,延展性/润温性 较强的一致性和可重复制造性,并已在电子业界应
比Sn-Pb差 用多年,一直保持很好的可靠性;用于回流焊/波峰
焊/手工焊焊接;
Sn-Cu Sn-0.7Cu 227 抗拉强度延展性比Sn-Pb差 成本低/可应用于波峰焊/手工焊
(低温合金)
Sn-Bi/Sn-58Bi 138 资源有限,熔点太低, 机械强度较差,易虚焊 熔点低,抗热疲劳性好
Sn-Zn/Sn-9Zn 199 易氧化/易腐蚀/润湿性很差 机械性能较好,较接近Sn-37Pb,腐蚀影响。
3、无铅焊料的成本评估:
合金成份(%) | 成本比较倍数 |
Sn-37Pb(传统焊料) | 1.00 |
Sn-0.7Cu | 1.49 |
Sn-3.5Ag | 3.20 |
Sn-3.5Ag-0.7Cu | 3.19 |
Sn-3.0Ag-0.5Cu | 2.87 |
Sn-0.7Cu-0.07Ni | 2.0 |
相关问题
六、无铅焊料的推广应用过程中所需解决或应注意的相关问题
1、无铅锡丝的使用:
①、注意烙铁功率的选择,无铅焊料的熔点比锡铅合金高出许多,在不影响元器件所受热冲击的情况下,可适当把烙铁功率加大,以加快熔锡与上锡的速度;焊接温度不能低于3750C或用60W烙铁。
②、在焊后焊点的感观上,不能按以往锡铅合金的标准评判,通常的无铅焊料焊点不如锡铅合金焊点平滑、光亮,但只要能保证焊点的完全焊接及其检测时的可靠性,应属可接受范围。
导入制程
七、建议电子行业无铅化的导入制程
根据企业实际状况,首先应抽调工程、品管、生技等部门相关人员,成立无铅化推行论证工作小组,然后由该工作小组制定出适合本企业的无铅焊料导入计划,以及完成该计划中每一个小节的具体时间,并发放各相关职能部门,要求企业内各部门按计划分配工作,并予以执行。
相关推广工作及导入计划内容有以下几点可供参考:
1、对相关无铅焊料的各种资料进行书面论证:
①、无铅焊料之起源:
②、无铅焊料之推动力:
③、无铅焊料之市场导向:
(①至③可参考本文第一点相关论述)
④、无铅焊料之性能:
⑤、无铅焊料成份之选用:
⑥、无铅焊料品质之评估:
⑦、无铅焊料成本之评估:
⑧、与无铅焊料相匹配之助焊剂性能:
(④至⑧可参考本文第五、六点相关论述;以上①至⑧也要求焊料供货商协助提供相关支持;)
2、协调、选择无铅焊料供货商对具体无铅焊料产品进行评估;
(可要求无铅焊料生产厂商提供其产品配比或所含金属元素成分、焊料性能、适用的温度区线、对焊接设备的要求等方面相关资料)
3、协调各电子元器件生产商对电子元器件在无铅化进程中的适用性,及其性能论证;
(此点应包括元器件管脚镀层之无铅成份及元器件所能承受热冲击能力进行评估)
4、对线路板生产商进行线路板无铅化评估;
(此点包括线路板自身的无铅化评估,及线路板所能承受之热冲击能力评估)
5、对企业现有设备进行评估;
(可参照本文第六点相关论述,或请求设备供货商予以支持)
6、对引入无铅焊料后生产工艺之调整,以及生产工艺调整后对企业产品质量、生产效率等各方面所带来的影响进行评估;
(相关参数之调整可参照本文第五点及第六点相关论述)
7、对无铅化导入计划中所涉及到各部门,要求他们作出相应工作计划书;
8、在确定以上程序基本完成,并有理论、技术支持后,可在工程或技术部门内部做无铅焊料的应用实验;
9、对实验结果进行总结,对不足或存在明显缺陷部分进行改进,或协调相关供货商寻求技术支持;
10、将无铅焊料安排到生产线进行试用、或对部分产品进行无铅化实验;
11、在所有评估、实验完成以后,进行最终的无铅化导入程序进行总结;并编制无铅焊料使用工艺及各相关工位工作指导书。
成本项目:
1.元件成本:元器件全部需符合无铅标准;
2.焊锡成本:无铅焊锡价格为有铅焊锡3倍以上;
3.焊台成本:无铅专用焊台价格为普通焊台2-10倍以上,不过为一次性投入;
4.耗材成本:无铅用烙铁头消耗快,且价位为有铅烙铁头3-5倍以上;
5.人力资源成本:培训
无铅焊接简介常见问题
-
所谓无铅有铅焊接指的是锡钎焊时所用焊接材料里面含不含铅的焊接。传统钎焊是用的铅锡合金焊料,熔点低,流动性好,焊接后的导电性好,得到十分广泛的普及。然而铅是个对人体健康有害的金属,这样就引起了无铅焊接的...
-
1、主要是从环保以及操作者的健康的角度出发,要求使用无铅锡丝。2、铅是一种重金属,对人体有毒害作用,并且对环境会形成污染。(1)对环境的污染:许多化学品在环境中滞留一段时间后可能降解为无害的最终化合物...
-
有铅焊锡与无铅焊锡的区别如下:1、从锡外观光泽色上看:有铅焊锡的表面看上去呈亮白色;无铅焊锡则是淡黄色的。2、从金属合金成份来分:有铅焊锡是含锡和铅二种主要金属元素(如:Sn63Pb37、Sn50Pb...
无铅焊接简介文献

 无铅焊接爆板之成因及控制
无铅焊接爆板之成因及控制
主要从板材、PCB制程、焊接过程和受潮吸湿等方面论述了无铅焊接爆板产生的原因并提出相应的控制措施。
密闭型温控器无铅焊接焊剂的研究
采用无铅焊料焊接温控器时,在无铅焊接焊剂中加入增效剂,可提高活性,克服阻焊性物质对焊接的影响;加入合适的溶剂和复合保护剂,可降低腐蚀量,保证温控参数稳定.

By Gerjan Diepstraten
本文描述怎样控制与改进无铅工艺......
在实施无铅工艺之后,我们必须经常跟进、监察和分析数据,以保持工艺在控制之中。
无铅焊接已经引入了,因此无数的问题也提出来了。尽管如此,许多问题还是必须回答的,包括无铅的定义、它的实施成本、和甚至是否所有技术问题已经解决。但是,实验继续在新的无铅合金的可靠性上提供好的数字。
本文讨论成本与能量效应,并展示工艺必须不断地检验,因为技术与工艺知识在将来会改进的。一个标准改进模式,比如德明循环(Deming cycle),可用来维护无铅焊接工艺的控制,作出调整和改进,并在可能的时候实现成本的节约。
材料成本
焊锡
作为一个例子,某种焊接机的锡锅含有大约760公斤的锡铅(SnPb)合金。用SnPb来填满锡锅将花大约$3,960美元。SnPb的密度为8.4 g/mm3。用锡铜(SnCu)合金填满相同的锡锅需要661公斤,其密度为7.31g/mm3 :
质量 = (7.31 ÷ 8.4) x 760 = 661.
结果是焊锡成本增加28%或$5,063美元。其它无铅替代方案,如锡银(SnAg, 135%)和锡银铜(SnAgCu, 145%)对焊锡成本的影响甚至更大。
考虑到焊接点和将SnPb与无铅进行比较,我们可以作下列计算。如果形状相同,那么无铅合金的质量将较少,由于其密度较大。对于一个SnCu焊接的通孔引脚连接器,焊锡质量为:(ρSnCux ρSnPb) x massSnPb
因为焊点看上去不同,湿润可能较差,焊点的角度不同,我们必须验证是否计算的质量差别大约等于焊接点的实际质量增加。
为了证实,我们焊接一块有连接器的板(每块板总共192个引脚),称出焊接前后的重量差别(表一)。重量的增加多少都是所焊接的焊锡。
| 表一、SnPb与SnCu的焊接质量比较 | ||
| SnPb | SnCu | |
| 焊接192个引脚的板, 质量增加(克) |
1,584 | 1,296 |
| 焊锡成本 | 100% | 128% |
| 焊接470个通孔的板, 每孔的平均质量(毫克) |
10,382 | 8,880 |
| 焊锡成本 | 100% | 126% |
助焊剂
象在所有焊接工艺中一样,助焊剂起主要的作用。可焊性和焊接缺陷可以改进和减少,如果使用正确的助焊剂。如果我们实施“绿色”焊接工艺,我们使用无VOC的水基助焊剂,它比醇基助焊剂有一些优势。
几个试验目前已经证明无VOC的助焊剂与无铅焊锡比免洗助焊剂显示较好的结果。特别是对于板上的残留物和可焊性,它们是较好的。一个理由就是应用到板上的数量较少了。在助焊剂中的活性剂和化学物质在水中比在醇类中反应更有化学活性。虽然无VOC的助焊剂更贵,用这些助焊剂的总成本大约是相同的或甚至更少,因为用于焊接的总数量将减少。
如果可焊性提高,返工的数量将减少。助焊剂数量减少也将造成维护减少。清洁机器的零部件将较容易,可以用热水而不是化学品和仪器来完成。
可是,锡球的数量随着无VOC助焊剂的使用而增加。这个增加的部分原因是工艺中较高的温度,使得阻焊(solder resist)软化。与锡铅工艺比较,这些锡球的清除要容易得多。
新的无VOC助焊剂现在正在开发。助焊剂供应商正尝试将松香溶解与水基助焊剂,在锡球数量上的减少另人赞赏。这些研究将继续下去,因为大多数助焊剂供应商还没有成功地找到正确的配方。
元件
对于许多元件,改变引脚的最终表面涂层将不是一个主要问题。如果发生对无铅表面涂层的将来很大的需求,那么元件供应商更可能在将来转换而不是现在。因为技术是现成的,这些元件的价格预计不会大幅地增加。
SnAg与SnAgCu锡球对于BGA似乎是SnPb的一个可接受的替代。对于周边封装的替代引脚表面涂层正在研究之中,可靠性和锡须(tin whisker)问题必须解决。较高的工艺温度增加对元件潮湿敏感性性能和封装完整性的要求。可以经受较高温度,如280°C 5秒钟,的塑料现在正在设计,将会把价格推高。因此,需要一种具有高精度(ΔT较小和良好的传热)的回流焊接炉来运行无铅温度曲线,满足较便宜元件的规格。如果能将最高峰值温度限制在245°C,并且将所有的焊锡按照无铅锡膏的规格带到熔点以上,那么对于用户可以得到元件成本的减少。
板的材料
除了禁止铅之外,卤化阻燃剂(halogenated flame retardants)也将从板的材料中消除。因此,使用无铅表面涂层的新的板材必须用较高玻璃态转化温度(Tg)来经受较高的工艺温度。这些新的板材,以及无铅表面涂层,将影响价格。现在还不清楚这些价格将增加多少,因为多数电路板供应商还在优化板材的选择与其制造工艺。
氮气
回流焊接炉。在回流焊接中,人们经常讨论氮气的必要性。一些工艺要求氮气,因为它提高可湿润性,得到较好的焊接点的可靠性。在其它工艺中,氮气可能造成更多的元件竖立,因此禁止或控制在一定水平。
即便在回流焊接工艺中惰性气体可能有帮助,但还有问题就是是否成本合理。在一些国家,氮气不那么贵,如德国,成本大约是$0.08/m3。在其它国际,比如瑞士,氮气价格大约为$0.81/m3。相对劳动力是非常合算的。
最好,一台炉应该可以在空气和氮气中运行。基于成本的理由,应该避免惰性气体。但是,对于诸如较小与更复杂的设计,应该要有转向氮气的能力。
对于氮气没有所谓一般性的说法。每一个工艺都有其自己特有的问题与挑战。在以可能较高的工艺温度实施无铅焊接之后,必须回顾一下氮气的表现与必要性。在一个较长的生产时期后,可以在评估有关空气或一种惰性气体的决定。
波峰焊接。和锡铅焊锡一样,当焊锡在液体状态和高温时无铅焊锡氧化十分迅速。如果不在惰性焊接机中,在表面的氧化皮去掉之后,在波峰上很快会形成新的氧化物。锡渣中含有由氧化皮发展的焊锡金属单元。对于无铅焊锡,波上的氧化物可能更容易肉眼看到。
氧化物更容易看到有几个原因。首先,在无铅焊锡中的锡含量比在锡铅中更高。到目前为止,在焊锡表面上最常见的氧化物是锡氧化物,氧化锡(SnO)和SnO2。其次,温度比在锡铅焊接中更高。较高的温度造成更多的氧化,造成更多的锡渣。
锡渣的数量可以减少。某些波峰焊接机装有一种轴向密封,消除在泵轴上形成的锡渣。其它锡渣是在波峰上形成。通过减少波的下落高度,锡渣的数量将会更少。下落高度是在波峰上溢出的焊锡到锡面的距离。
氮气的使用也将提供一些优点。氮气是成本有效的,锡渣的数量可以减少。因为氧化物只是锡渣中的一小部分,锡渣应该压缩,从氧化单元中部分地分离出焊锡金属。
能量消耗
回流焊接炉
回流焊接工艺要求许多能量将印刷电路板(PCB)加热,之后,更多的能量需要冷却板。无铅焊接要求不同的温度曲线,因此,不同的能量消耗。
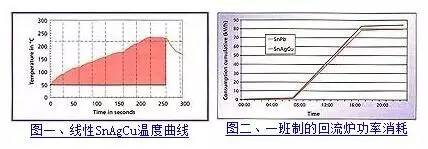
| 表二、无铅与SnPb回流焊接温度曲线的能量消耗 | |||
| SnPb温度曲线 | 线性SnAgCu温度曲线 | SnAgCu温度曲线 | SnAg温度曲线 |
| 最大坡度: 0 - 2°C/秒 |
最大坡度: 0 - 2°C/秒 |
最大坡度: 0 - 2°C/秒 |
最大坡度: 0 - 2°C/秒 |
| 保温时间: (150-170°C) 30 - 60秒 |
保温时间: (150-170°C) 0 - 60秒 |
保温时间: (150-170°C) 0 - 120秒 |
|
| 液化以上时间: 30 - 60秒 |
液化以上时间: 60 - 90秒 |
液化以上时间: 30 - 60秒 |
液化以上时间: 20 - 60秒 |
| 峰值温度: 215 - 220°C |
峰值温度: 232 - 245°C |
峰值温度: 235 - 2550°C |
峰值温度: 245 - 290°C |
| *计算面积: 25,158 |
计算面积: 29,704 |
计算面积: 28,573 |
计算面积: 26,704 |
| 参考值:100% | 参考值:118% | 参考值:114% | 参考值:106% |
| *计算面积是加热区域的总热量,冷却不包括在这些计算中。 |
在一个试验中,我们将无铅工艺的能量消耗与传统的SnPb比较(表二)。使用一个数据记录仪,温度曲线逐步显示在工艺期间装配的时间温度特性。图一中显示SnAgCu的线性温度曲线。在加热曲线之下的区域有需要用来加热装配的能量有关部门。
在另一个试验中,我们使用一台专门回流炉和一个典型的板装配来设定温度曲线。为了决定功率的消耗,我们在机器上安装一个测量设备。每个工艺的功率消耗记录在表三。
| 表三、功率消耗 | |||
| SnPb温度曲线 | 线性SnAgCu温度曲线 | SnAgCu温度曲线 | SnAg温度曲线 |
| 每小时:7.67kWh 启动期间:24kWh |
每小时:8kWh 启动期间:27kWh |
每小时:7.67kWh 启动期间:24kWh |
每小时:9kWh 启动期间:28kWh |
| 启动时间:20分钟 | 启动时间:20分钟 | 启动时间:19分钟 | 启动时间:21分钟 |
| 参考值:100% | 参考值:107% | 参考值:100% | 参考值:118% |
| 功率消耗是在没有板运行通过炉子时测量的。 |
图二显示在一班制工艺期间的一台回流炉的功率消耗。SnPb曲线与线性的SnAgCu曲线比较。从线性的曲线,我们了解到液化以上的长时间造成金属间化合物增长的增加,在对可靠性不是所希望的,并且对功率消耗有大的影响。SnAg曲线具有高峰值温度设定,要求许多能量来维持设定点。
波峰焊接
在波峰焊接工艺中,由于较高的熔点和工艺温度,有两个区域将会显示能量消耗的增加。第一个增加是在装配的预热。如果我们将免洗助焊剂应用和无VOC的水基工艺比较,我们将发现在能量消耗上的增加最高达到25%,由于较高的预热温度。
其次,因为焊接温度较高,锡锅需要更多的能量。如果我们将一种280°C的极高焊接温度与250°C的正常的SnPb温度比较,我们发现列于表四的数据。
| 表四、锡锅功率消耗(Δ波) | ||
| 焊锡 | SnPb(250°C) | SnCu(280°C) |
| 达到设定点的功率消耗 达到设定点的小时 |
34kWh 3.5小时 |
36kWh 5.5小时 |
| 在设定点的每小时功率消耗 | 5kWh | 5KWh |
| 功率消耗是在没有板运行通过焊接机器时测量的。 |
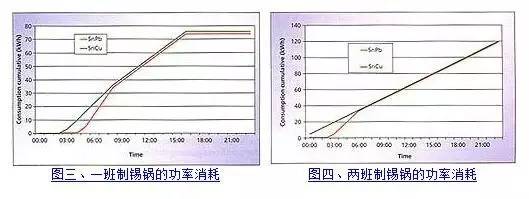
图三显示在一班制生产工艺期间的一个专门锡锅的功率消耗。图四显示类似的锡锅在两班制生产工艺期间的功率消耗。
运作成本
产出
一般,无铅波峰焊接工艺要求较长的接触时间,以达到焊锡的良好湿润。如果必要,机器可以安装一个不同波形形成器。如果还没有达到适当的湿润,那么传送带速度必须减少。可是,减少传送带速度可能造成较低的产出。
修理 - 失效率
焊接点看上去不同,显示不同的形状。从我们在无铅实施中所看到的,缺陷数量没有增加。尽管如此,诸如焊脚提起的新缺陷确有发生。迄今,可靠性测试没有显示由于焊脚提起的较低的品质,因此这些焊点不需要修理。对于修理工作,烙铁嘴的氧化物增加也会发生。
维护
由于无铅焊接的维护增加应该不是所希望的。无VOC的水基助焊剂可能甚至减少维护时间和间隔,与免洗助焊剂相比。
对于回流焊接,一个好的助焊剂管理系统将减少维护成本。新的锡膏将有不同的助焊剂,将在较高的温度下蒸发其它残留物,但是不会造成维护间隔或时间的增加。
工艺改进
在实施之后,工艺必须持续地控制、改进和重新设计,以节约成本和具有竞争性。因此,工程师和所有那些负责无铅工艺的人都应该知道新的材料、工艺和机器更新将在不远的未来引入。
新的材料
虽然一些公司已经无铅焊接了两年多,但是对其合金的选择应该作一些评述。
如果板的材料中不出现铜,例如铜焊盘上有机可焊性保护涂层(OSP),那么停留在合金,特别是SnAg,的规格界限内是非常困难的。越来越多的公司选择SnAgCu作为SnPb的替代材料,SnCu由于成本的原因只用在波峰焊接。
锡锌(SnZn)与锡锌铋(SnZnBi)在可见的未来还是回流焊接的局外人。如果锡膏供应商能够为这种锡膏设计一种超级助焊剂系统,成功消除含锌合金的氧化问题,那么这些合金由于其低熔点和成本将焕发新的兴趣。
板的布局
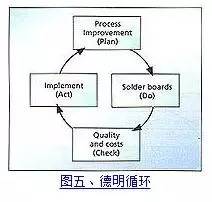
因为新的发展将会在无铅焊接工艺的不同区域出现,所以要求持续使用一种标准改进模式,如德明循环(Deming cycle)(图五)。按照这个模式来实施(或决定不实施)新的发展。例如,一种新的助焊剂将引入到工艺中。跟随的步骤是:
计划:计划一个试验来找出是否该助焊剂将改进品质、降低成本或达到已经选定的另一个目标。
做:运行该试验
检查:分析试验的输出和判断是否该助焊剂满足期望
行动:在工艺中实施该助焊剂,保持观察品质。
结论
用德明循环,已经达到该实施计划的结尾。虽然无铅焊接是一个热门话题,大部分制造商还正在收集信息,或者只是刚开始其第一个尝试。希望这里的文章将帮助你开发一个稳健的、可重复的无铅焊接工艺,产生持续的高合格率。
Gerjan Diepstratenis a senior process engineer with Vitronics Soltec BV in The Netherlands; e-mail: gdiepstraten@nl.vitronics-soltec.com(Aaron 08/30/2001)


关注【精益诺自动化】微信号sz-cien工业自动化及电子制造:科技创新,技术分享,工艺研讨,学术交流,行业动态,先进思想,了解更多精彩资讯!
免责声明:本公众号所载文章为本公众号原创或根据网络搜集编辑整理,文章版权归原作者所有。如涉及作品内容、版权和其它问题,请跟我们联系!文章内容为作者个人观点,并不代表本公众号赞同或支持其观点。本公众号拥有对此声明的最终解释权。
向无铅焊接的过渡,势必引起工艺各个方面的改变,包括PCB、元器件 和焊膏等,供应商需要对这些挑战做出响应。对于大部分CEM厂商来说,回流焊工艺本身就是最大的问题来源,而这些问题必需由CEM厂商自行解决。无铅焊锡丝的无铅焊接工艺温度曲线测试仪正是解决这些重大挑战的关键因素。

请点击此处输入图片描述
在经历过初期的大力宣传、几次反复开步及强制性的无铅工艺加速实施后,2006年7月1日,欧盟的RoHS法规终于尘埃落定并正式执行。
无论接受与否,此后,那些想把电子产品销售到欧盟国家的生产厂商必需确保其产品的无铅化。这对于一直备受冲击且已习惯于锡/铅焊接及其相关特性的电子产业来 说,影响可谓非常深远。
无铅焊锡丝向无铅焊接转变的主要问题是工艺窗口缩小,只要看看一些典型的焊膏和元器件的焊接温度要求就会明白。回流焊工艺本身正经历巨大变革,对于小型厂家和CEM来说,最主要的困难是能否跟上这个改变,对工艺温度曲线的精确测试是成功实现变革的关键。
在采用液相温度为183℃ 的锡铅焊料合金 (Sn63/Pb37) 的标准焊接工艺中,最低峰值温度应当在200-205℃的范围,最高峰值温度应为235℃。这个235℃的上限温度正好与大多数元器件生产商的元器件最高温度值相吻合。因此,分布着不同工艺温度元器件的主板将有30℃的 工艺窗口,来实现良好的焊接效果。
深圳兴鸿泰锡业公司专业焊锡丝厂家,12年专注焊锡丝研发生产,提供焊锡丝、无铅焊锡丝、有铅焊锡丝、焊锡线、焊锡条及不同规格焊锡丝批发.
本文出处:http://www.xht01.com/
有铅焊接到无铅焊接需注意: 传统的锡铅焊料在电子装联中已经应用了近一个世纪.Sn63/Pb37共晶焊料的导电性、稳定性、抗蚀性、抗拉和抗疲劳、机械强度、工艺性都是非常优秀的,而且资源丰富,价格便宜.是一种极为理想的电子焊接材料. 但由于铅污染人类的生活环境.据统计,某些地区地下水的含铅量已超标30倍(允许标准一、无铅焊接技术的现状
无铅焊料合金成分的标准化目前还没有明确的规定.IPC等大多数商业协会的意见:铅含量<0.1-0.2WT%(倾向5%时,焊接后在焊占与焊端交界处会加剧公层LIFT-OFF(剥离、裂纹)现象.LIFT-OFF现象在有铅元件采用无铅波峰焊的工艺中比较多,严重时甚至会把PCB焊盘一起剥离开.因此过渡阶段波峰焊的焊盘设计可采用SMD(阻焊定义焊盘)方式,用阻焊膜压住焊盘四周,这样可以减轻或避免PCB焊盘剥离现象. 关于分层LIFT-OFF(剥离、裂纹)现象的机理还要继续研究.当焊料、元件、PCB全部无铅化后是否不会产生LIFT-OFF会现象了,也要继续研究. 元件的Sn-Pb镀层发生的LIFT-OFF

一、铅和有铅混用时可靠性讨论
①无铅焊料中的铅对长期可靠性的影响是一个课题,需要更进一步研究.初步的研究显示;焊点中铅含量的不同对可靠性的影响是不同的,当含量在某一个中间范围时,影响最大,这是因为在最后凝固形成结晶时,在Sn权界面处,有偏析金相形成,这些偏析金相在循环负载下开始形成裂纹并不断扩大.例如:2%-5%的铅可以决定无铅焊料的疲劳寿命,但与Sn-Pb焊料相比,可靠性相差不大.无铅焊料与有铅焊端混有时要控制焊点中铅含量<0.05%. 目前正处在无铅和有铅焊接的过度转变时期,大部分无铅工艺是无铅焊料与有铅引脚的元件混用.在“无铅”焊点中,铅的含量可能来源于元件的焊端、引脚或BGA的焊球. 无铅焊料与有铅焊端混用时气孔多,这是因为有铅焊端与无铅焊料混用时,焊端(球)上的有铅焊料先熔,覆盖焊盘,当无铅焊料合金熔化时,焊膏中的助焊剂排不出去造成气孔.对于波峰焊,由于元件引脚脖子Sn-Pb电镀层不断融解,焊点中铅的含量需要进行监测.
②有铅焊接与无铅焊端混用的质量最差 有铅焊料与无铅焊端混用时如果采用有铅焊料的温度曲线,有铅焊料先熔,而无铅焊端(球)不能完全熔化,使元件一侧的界面不能生成金属间合金层,BGA、CSP-侧原来的结构被破坏而造成失效,因此有铅焊料与无铅焊端混用时质量最差.BGA、CSP无铅焊球是不能用到有铅工艺中的.
二、高温对元件的不利影响 陶瓷电阻和特殊的电容对温度曲线的斜率(温度的变化速率)非常敏感,由于陶瓷体与PCB的热膨胀系数CTE相差大(陶瓷:3-5,PCB:17左右),在焊点冷却时容易造成元件体和焊点裂纹,元件开裂现象与CTE的差异、温度、元件的尺寸大小成正比.0201、0402、0603小元件一般很少开裂,而以上的大元件发生开裂失效的机会较多. 铝电解电容对清晰度极其敏感. 连接器和其他塑料封装元件(如QFP、PBGA)在高温时失效明显增加.主要是分层、爆米花、变形等、粗略统计,温度每提高10℃,潮湿敏感元件(MSL)的可靠性降1级.解决措施是尽量降低峰值温度对潮湿敏感元件进行去潮烘烤处理.
三、 高温对PCB的不利影响 高温对PCB的不利影响在第三节中已经做了分析,高温容易PCB的热变形、因树脂老化变质而降低强度和绝缘电阻值,由于PCB的Z轴与XY方向的CTE不匹配造成金属化孔镀层断裂而失效等可靠性问题. 解决措施是尽量降低峰值温度,一般简单的消费类产品可以采用FR-4基材,厚板和复杂产品需要采用耐高温的FR-5或CEMn来替代FR-4基材.
四、电气可靠性 回流焊、波峰焊、返修形成的助焊剂残留物,在潮湿环境和一定电压下,导电体之间可能会发生电化学反应,导致表面绝缘电阻(SIR)的下降.如果有电迁移和枝状结晶(锡须)生长的出现,将发生导线间的短路,造成电迁移(俗称“漏电”)的风险.为了保证电气可靠性,需要对不同免清洗助焊剂的性能进行评估.
五、关于无铅返修
①无铅焊料的返修相当困难,主要原因: (A)无铅焊料合金润湿性差. (B)温度高(简单PCB235℃,复杂PCB260℃). (C)工艺窗口小.
②无铅返修注意事项:
(A)选择适当的返修设备和工具.
(B)正确作用返修设备和工具.
(C)正确选择焊膏、焊剂、焊锡丝等材料.
(D)正确设置焊接参数. 除了要适应无铅焊料的高熔点和低润湿性.同时返修过程中一定要小心,将任何潜在的对元件和PCB的可靠性产生不利影响的因素降至最低.
六、关于过度时期无铅和有铅混用情况总结.
(A)无铅焊料和无铅焊端――效果最好.
(B)无铅焊料和有铅焊端――目前普通使用,可以应用,但必须控制Pb,Cu等的含量,要配制相应的助焊剂,还要严格控制温度曲线等工艺参数,否则会造成可靠性问题.
(C)有铅焊料和无铅焊端――效果最差,BGA、CSP无铅焊球是不能用到有铅工艺中的,不建议采用.
以上内容由凯泰电子整理发布,想了解更多无铅焊接的信息,请关注凯泰电子。
无铅焊接相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 永磁同步电机简介
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中电三十八所无线测试塔工程复合土钉墙支护施工方案
- 异种钢焊接接头退火工艺
- 应力波无损检测技术及其在木结构古建筑保护中的应用
- 一拖二水泵智能保护水位有线无线控制配电箱使用手册
- 有粘结预应力混凝土空心无梁楼盖结构设计分析与
- 易飞扬HDMI1.4高清无损光纤传输应用方案
- 新的无线水污染超声波明渠水量检测仪的设计方法
- 征文通知:2011年度全国无线及移动通信学术会议
- 以色列ELI自清洗网式过滤器和浅层介质过滤器简介
- 永磁同步电机-空调压缩机系统的无传感器过调制控制
- 中国工程建设焊接协会全国优秀焊接工程
- 无电解电容的交直交变频电路结构和控制方法
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司