卧式剪板机
《卧式剪板机》是2016年3月1日实施的一项行业标准。
卧式剪板机基本信息
| 中文名 | 卧式剪板机 | 标准号 | JB/T 12765-2015 |
|---|---|---|---|
| 发布日期 | 2015-10-10 | 实施日期 | 2016-03-01 |
| 标准类别 | 产品标准 | ||
备案信息
备案号:51937-2015
备案公告: 2015年第11号(总第191号) 。
卧式剪板机造价信息
卧式剪板机常见问题
-
我们厂就有那玩意儿,就是一个圆周运动变线性运动。一个曲轴,一个飞轮加惯性,还有个离合器,脚踩一次,离合一次,也就剪一次。那玩意儿不是开玩笑的,不能用手去试的哦。
-
8mm以下的电动摆式的比较好8mm以上的液压闸式好用
-
到马鞍山博望去看看去,剪板机折弯机生产集中区
卧式剪板机文献

 剪板机剪切钢板厚度标准 (2)
剪板机剪切钢板厚度标准 (2)
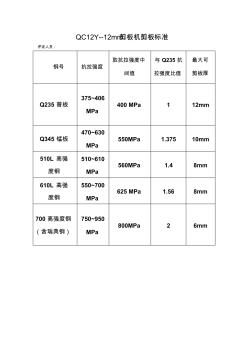
QC12Y--12mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 12mm Q345 锰板 470~630 MPa 550MPa 1.375 10mm 510L 高强 度钢 510~610 MPa 560MPa 1.4 8mm 610L 高强 度钢 550~700 MPa 625 MPa 1.56 8mm 700高强度钢 (含瑞典钢) 750~950 MPa 800MPa 2 6mm QC12Y--6mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 6mm Q345 锰板 470~630 MPa 550M
 剪板机剪切钢板厚度标准
剪板机剪切钢板厚度标准
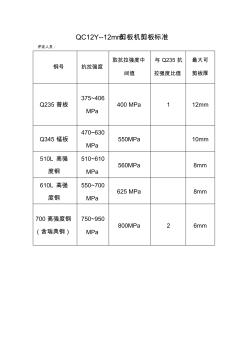
QC12Y--12mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 12mm Q345 锰板 470~630 MPa 550MPa 10mm 510L 高强 度钢 510~610 MPa 560MPa 8mm 610L 高强 度钢 550~700 MPa 625 MPa 8mm 700高强度钢 (含瑞典钢) 750~950 MPa 800MPa 2 6mm QC12Y--6mm剪板机剪板标准 评定人员: 钢号 抗拉强度 取抗拉强度中 间值 与 Q235 抗 拉强度比值 最大可 剪板厚 Q235 普板 375~406 MPa 400 MPa 1 6mm Q345 锰板 470~630 MPa 550MPa 4mm 510L 高强
| 成果名称 |
一种双工位卧式剪板机及其剪切刀片 |
| 成果完成单位 |
安徽东海机床制造有限公司 |
| 批准登记单位 |
安徽省科学技术厅 |
| 登记日期 |
2020-07-02 |
| 登记号 |
2020N993Y003889 |
| 成果登记年份 |
2020 |
剪板机主要分类
专用剪板机
多配合其他设备使用,完成特殊用途:
1、冷弯成型线剪板机:例如汽车纵梁冷弯线、车厢侧挡板生产线、彩钢板成型线等生产线上配置的专用剪板机等;
2、钢结构生产线剪板机:多用于角钢、H型钢自动生产线完成剪断工序;
3、板材开平线剪板机:用于板材开卷校平线上,为配合生产线速度快剪切要求而设计的高速剪板机,厚板线上多为液压高速剪板机,薄板线上多配气动剪板机;高速线上配有飞剪机,连续生产,效率高。
斜刃剪板机
剪板机的上下两刀片成一个的角度,一般上刀片是倾斜的,其倾斜角一般为1°到6°。斜刃剪板机剪切力比平刃剪板机小,故电机功率及整机重量等大大减小,实际应用最多,剪板机厂家多生产此类剪板机。
平刃剪板机
剪切质量好,扭曲变形小,但剪切力大,耗能大。机械传动的较多。该剪板机上下两刀刃彼此平行,常用于轧钢厂热剪切初轧方坯和板坯;按其剪切方式又可分为上切式和下切式。
多用途剪板机
1、联合冲剪机:即可完成板材的剪切,又可对型材进行剪切,多用于下料工序;
2、板料折弯剪切机:即在同一台机械上可完成剪切和折弯两种工艺。
剪板机工作原理
剪板机剪切后应能保证被剪板料剪切面的直线度和平行度要求,并尽量减少板材扭曲,以获得高质量的工件。剪板机的上刀片固定在刀架上,下刀片固定在工作台上。 工作台上安装有托料球,以便于板料的在上面滑动时不被划伤。 后挡料用于板料定位,位置由电机进行调节。 压料缸用于压紧板料,以防止板料在剪切时移动。 护栏是安全装置,以防止发生工伤事故。 回程一般靠氮气,速度快,冲击小。
剪板机操作规程
第一:认真执行《锻压设备通有操作规程》有关规定。
第二:认真执行下述有关补充规定:
1、工作前认真作到:
1)、在空运转试车之前,应先用人工盘车一个工作行程,确认正常后才能开动设备。
2)、有液压装置的设备、检查储油箱油量应充足。启动油泵后检查阀门、管路是否有泄漏现象,压力应符合要求。打开放气阀将系统中的空气放掉。
2、工作中认真做到:
1)、不准剪切叠合板料,不准修剪毛边板料的边缘,不准剪切压不紧的狭窄板料和短料。
2)、刀板间的间隙应根据板料的厚度来调正,但不得大于板最的1/30。刀板应紧固牢靠,上、下刀板面保持平行,调正后应用人工盘车检验,以免发生意外。
3)、刀板刃口应保持锋利,如刃口变钝或有崩裂现象,应及时更换。
4)、剪切时,压料装置应牢牢地压紧板料,不准在压不紧的状态下进行剪切。
5)、有液压装置的设备,除节流伐外其他液压阀门不准私自调正。
6)、 对于液压摆式剪板机剪切板料的厚度,应根据《板料极限强度与板厚关系曲线图》来确定。
3、工作后应将上刀板落在最下位置上。
操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。
剪板机操作人员必须熟悉剪板机主要结构、性能和使用方法。
剪板机适用于剪切材料厚度为机床额定值的各种钢板、铜板、铝板及非金属材料板材,而且必须是无硬痕、焊渣、夹渣、焊缝的材料,不允许超厚度。
剪板机的使用方法:按照被剪材料的厚度,调整刀片的间隙;根据被剪材料的宽度调整靠模或夹具;剪板机操作前先作1—3 次空行程,正常后才可实施剪切工作。
使用中如发现机器运行不正常,应立即切断电源停机检查。
调整机床时,必须切断电源,移动工件时,应注意手的安全。
剪板机各部应经常保持润滑,每班应由操作工加注润滑油一次,每半年由机修工对滚动轴承部位加注润滑油一次。
剪板机使用注意
1、开动剪板机机器作空转若干循环,确保在正常情况下,试剪不同厚度板料,由薄至厚。确保用户熟悉剪板机性能。
2、试剪时不同板厚时必须调对不同刀片间隙。若不调对相应的刀片间隙,则影响刀片耐用度。
3、剪板机在剪切过程中打开压力表开关,观察油路压力值,剪12mm板时压力应小于20MPa。此远程调压阀No9,出厂时压力调定20—22MPa,用户必须遵守此规定,不得为剪超规定材料面提高压力,造成机器损坏。
4、操作时声音平衡。剪板机如有杂音,应停车检查。
5、剪板机操作时油箱提高温度小于60度, 超过时关机休息。
按刀片的长度又分为整体剪板机刀和分段剪板机刀。按刀片形状又可分为平口剪板机刀和斜口剪板机刀。按材质可分为T10剪板机刀、9CrSi剪板机刀、6CrW2Si剪板机刀、Cr12Mo1V1(SKD11\D2) 剪板机刀、LD剪板机刀、H13剪板机刀、W6Mo5Cr4V2剪板机刀、w18Cr4V剪板机刀。按通用习惯叫法又分为标准剪板机刀和非标剪板机刀。
卧式剪板机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 锯骨机
- 电动剪板机
- 锯木屑回潮法
- 全自动剪切机
- 高速剪切机
- 液压剪切机
- 平行式剪切机
- 剪切机头
- 圆盘剪切机
- 聚氨酯
- 禹州市绿叶环保科技有限公司
- 河南路友建材有限公司
- 泰州市远东实验设备有限公司
- 赣州国盛铁路实业有限公司
- 大庆华帝石油科技有限公司
- 河北大众塑胶容器制品有限公司
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 中国卧式单级离心泵型号
- 建筑施工企业剪板机操作人员岗位安全生产责任制
- 基于无机械手圆盘式刀库卧式加工中心换刀系统
- 20万t/a PVC装置D6NC卧式螺旋离心机运行总结
- 卧式单级化工离心泵整套图纸
- 10立方米卧式液化石油气储罐课程设计内附装配图纸
- 卧式单面多轴钻孔组合机床动力滑台的液压系统的课程设计
- 卧式离心泵的工作原理
- 大型卧式多级筒袋泵HB泵的设计研发及成功应用
- 国内液下离心泵型号十大卧式自吸离心泵品牌最新排名榜单
- 机械制造装备大作业-卧式升降台铣床主传动系统设计
- 十大管道离心泵规格型号知名企业单级单吸卧式离心泵品牌
- XJ(XY)型泵为卧式单级双吸水平中开式离心清水泵
- 100D16卧式多离心泵性能参数表
- D85-45卧式多离心泵性能参数表
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司