无模铸造工艺规范技术内容
无模铸造的工艺流程和技术要求。
无模铸造工艺规范造价信息
本标准规定了无模铸造的工艺流程和技术要求。 本标准适用于采用无模铸造精密成形技术进行产品开发、试制与小批量铸件的快速制造。
机械科学研究总院、第一拖拉机股份有限公司、广西玉柴机器股份有限公司、一汽铸造有限公司、潍柴动力股份有限公司。
无模铸造工艺规范技术内容常见问题
-
1.一般程序1)根据产品图及技术条件、产品的批量及需用日期,结合工厂实际条件选择铸造方法。2)分析铸件的结构工艺性,判断缺陷倾向,提出结构改进意见和确定铸件凝固原则。3)标出浇注位置和分型面。4)绘出...
-
1、制造带有抽气箱和抽气孔型板;2、将烘烤呈塑性状态的塑料薄膜覆盖在型板上加热,温度一般在80℃-120℃之间、同时,真空泵抽气使薄膜密贴 在型板上成型;3、将带有过滤抽气管的砂箱放在已覆好塑料薄膜的...
-
短流程铸造即高炉熔炼出的铁液经过调质,温控等处理直接进行浇注,较常规铸造流程省去了生铁再进行重熔的环节,达到节能减排,降低成本,提高生产效率的目的。
单忠德、李锋军、刘丰、梁清延、边庆月、战丽、冯志明、邵星海、兰盾、许海铎、顾兆现、刘庆义、赵蒙蒙。
无模铸造工艺规范技术内容文献

 铸造工艺图解
铸造工艺图解
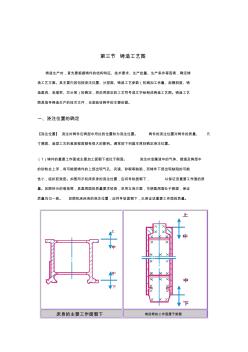
第三节 铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】 浇注时铸件在铸型中所处的位置称为浇注位置。 铸件的浇注位置对铸件的质量、 尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。 浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下, 以保证该重要工作面的质 量。如图所示的卷扬筒,
这种方法古代已经有了,在遥远的公元前数百年,我国古代劳动人民就创造了这种失蜡精密铸造技术,用来精密铸造带有各种精细花纹和文字的钟鼎及器皿等制品。根据专家鉴定,我国出土的殷商时期的青铜器和春秋时的曾侯乙墓尊盘等的制造就使用了这种很巧妙的技术。曾侯乙墓尊盘底座为多条相互缠绕的龙,首尾相连,上下交错,形成中间镂空的多层云纹状图案。这些图案用普通精密铸造工艺很难制造出来,而用失蜡法精密铸造工艺,可以利用石蜡没有强度、易于雕刻的特点,用普通工具就可以雕刻出与所要得到的曾侯乙墓尊盘一样的石蜡材质的工艺品,然后再附加浇注系统,涂料、脱蜡、浇注,就可以得到精美的曾侯乙墓尊盘。 在金属首饰以及很多非金属工艺品的制造上,使用这种方法也是源远流长,至今仍然是很多首饰和工艺品生产的主要方法。
铸造工艺设计涉及零件本身工艺设计,浇注系统的设计,补缩系统的设计,出气孔的设计,激冷系统的设计,特种铸造工艺设计等内容。
零件本身工艺设计涉及到零件的加工余量,浇注位置、分型面的选择,铸造工艺参数的选择,尺寸公差,收缩率,起模斜度,补正量,分型负数等的设计 。
浇注系统是引导金属液进入铸型型腔的通道,浇注系统设计得合理与否,对铸件的质量影响非常大,容易引起各种类型的铸造缺陷,比如:浇不足、冷隔、冲砂、夹渣、夹杂、夹砂等等铸造缺陷。浇注系统的设计包括浇注系统类型的选择、内浇口位置的选择及浇注系统各组元截面尺寸的确定。此外,浇注系统的选择也非常重要,那么怎样才能选择正确的浇注系统呢?
对于机械化流水线、大批量生产,为了方便生产并有利于保证铸件的质量,内浇道一般设置在铸型的分型面处,根据该铸件毛坯的浇注位置及分型面的选择,将内浇道开设在铸型的分型面处是属于“中间注入式”浇注系统。液态金属在浇注过程中难免会包含有一定的“熔渣”,为了提高浇注系统的挡渣能力,适合于采用“封闭式”浇注系统。
在铸造工艺中,铸造工艺的设计对铸造产品的质量影响很大,但是浇注系统的选择方法的选择也不容忽视。
补缩系统的设计是合理的设计冒口和补贴,以补偿铸件在凝固过程中产生的液态和凝固态的体收缩,以获得健全的铸件的一项工程技术 。
出气孔用于排出型腔内的气体,改善金属液填充能力,排除先填充到型腔的过冷金属液和浮渣,还可作为观察型腔是否浇满的的标志 。

非
遗
项
目
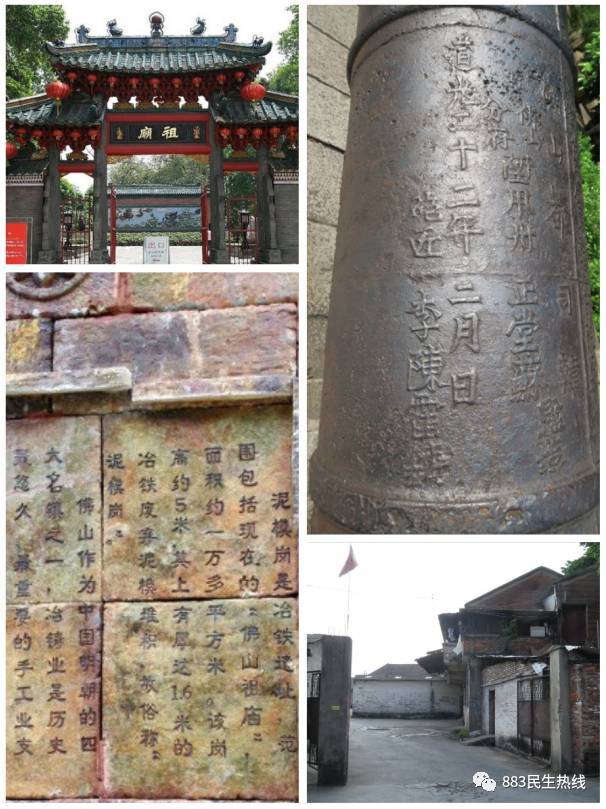
取材于本地的岗泥、谷壳等原料,将其制作成泥模,浇注铁水铸成薄、滑、硬的铁镬,在佛山有上千年的历史记载,而用这种传统技艺铸造出来的铁镬,数百年前就扬名海外。这门传统技艺叫做红模铸造工艺,最近还被列为高明区第二批区级非物质文化遗产名录。
今日的“行走高明”,小编走进杨和镇非遗保护单位——佛山市高明福煌五金制品实业有限公司,同大家分享红模铸造工艺的保护、传承、管理和利用。

福 煌
公司董事长庞耀勇介绍,福煌五金是一家专门生产厨具和铸铁茶具的企业。2004年,福煌公司从顺德搬到高明,创始“住味宝”品牌,主营铸铁厨具,北京设有体验馆和销售公司。

非
遗
项
目
今年四十出头的庞耀勇,从小就对铸铁技艺产生浓厚兴趣。缘起于3岁时就跟父亲到张槎铸造厂打转,在父亲和老一辈铸造工人耳濡目染的影响下,1996年开始学习铸造,还到日本学习铸造技术。
庞耀勇
我爸爸1964年入行,我几岁就跟着他进入厂里睇到铸造铁镬的过程,也都了解当中的工艺。

庞耀勇话,历史上铸造业是佛山的顶梁柱,明清时期,佛山又是中国四大铸造名镇之一,当时佛山独有的传统铸造工艺的从业人员有三万几人,现时的泥模岗以及祖庙附近都是佛山铸造的工场,更为盛名的是虎门炮台上的大炮和红模铸造的佛山铁镬,清朝开放口岸之后,佛山铁锅就凭借这一工艺享誉海内外。
庞耀勇
佛山铁镬是用红模铸造,红模铸造技艺非常之有名的,当时佛山又被称为“南国铁都”。

庞耀勇介绍,红模铸造里面有百几道工序,关键的工序就有几个,一是泥,二是刮模,三是烧模。泥就是佛山的粘土,即岗泥,取回岗泥将它晒干,晒到六成干就舂泥,舂碎之后再过筛,将垃圾和石粒过滤出来,而后放入大桶加入水让泥充分软化,每天都要将沉淀的水倒出来,不断地倒出水来,泥就慢慢干爽铲出来,用脚踩到泥土起胶,加提前用水浸泡24小时的谷糠,又反复踩四五个钟头,将泥踩成胶状才可用来做泥模。
庞耀勇
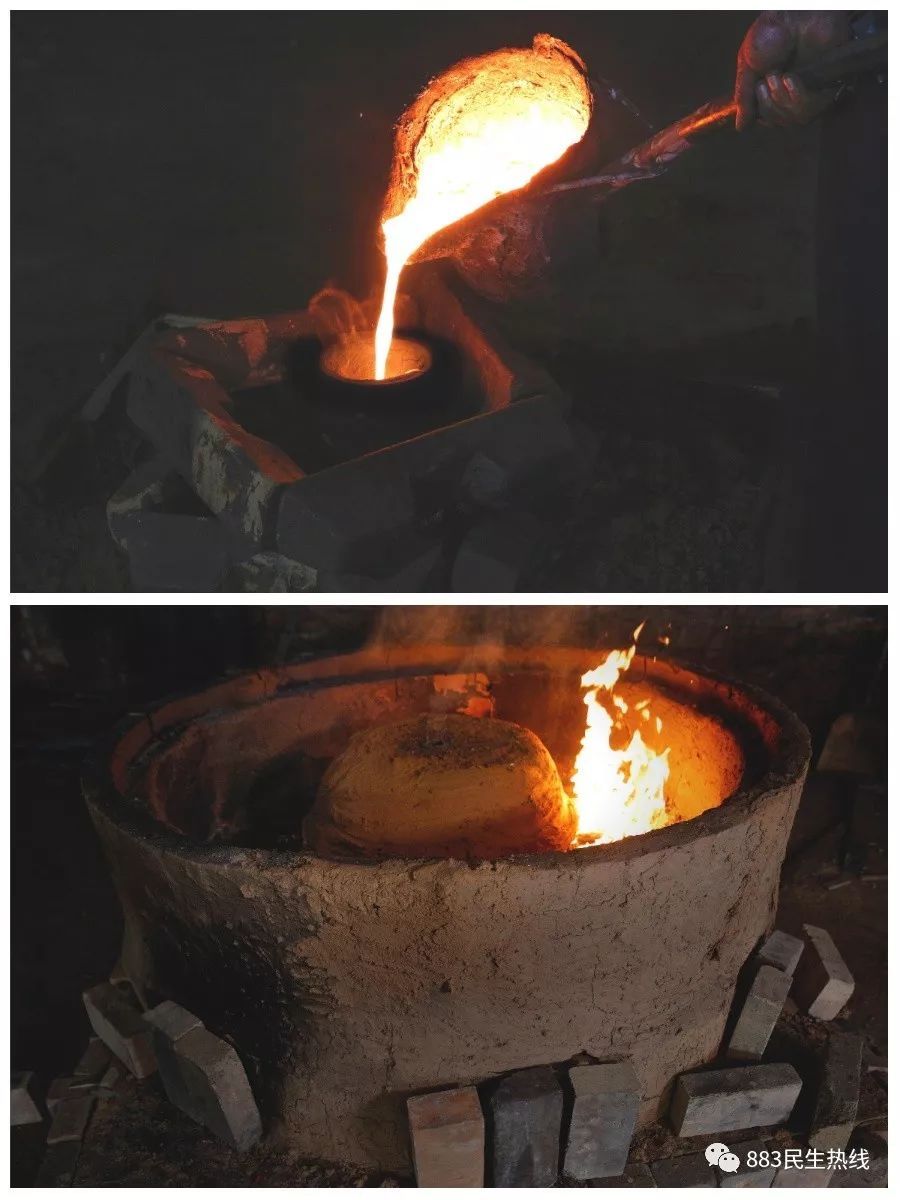
发完之后就晾干,第二日就要将模上一层叫矿物质铸造的涂料,将涂料上了之后再将模重新放入炉内温度约70至80度低温烧3至4小时矿物质涂层就干了,干了合模再放入炉内用木炭加温到650至700度之间,整个模变红,所以佛山红模铸造的红模就由此得名。

庞耀勇父亲庞福上世纪64年代进入佛山张槎铸造厂,1965年佛山铸造界著名的梁泰和师傅,把“红模铸造法”正式传授给徒弟庞福,从那时起,父亲就坚持了数十年的红模铸造技艺钻研。

庞耀勇话,红模铸造采用一模一铸,在历史上是一种精密铸造法。这种工艺有几百年历史,中国唯佛山独有,父亲希望自己能把这个传统铸造工艺传承下去。
庞耀勇
几百年前老祖宗就将整个精密技术铸造工艺掌握得好娴熟,达到炉火纯青,这是中国匠人的骄傲,因为这个铁镬厚度只有2到3MM壁厚,而且更薄,我必须要完成爸爸的心愿,将它完整地恢复下来,更好地发扬光大。
近年来,庞耀勇凭着父亲传授的红模铸造技艺,独具匠心地刻画无数草图,反复制作上、下泥模模架,以及烘烤模坯的烤模炉,立志将这些传统工具复原出来。
庞耀勇
我们已经完成了整个工艺流程的恢复了,红模铸造工艺全部完成流程探索了,也都生产出成品了。
福 煌
庞耀勇话,按照传统技艺把红模铸造法进行传承和恢复,要经过挑选铁料,模泥加工,制造上、下模坯,模坯上色,探模、合模,落模、烧红模,出红模,落铁水,去红模,烧锅耳、打磨等十道工序。

庞耀勇话,为保护和利用好非物质文化遗产,公司专门为红模铸造工艺的恢复腾出千几平方场地,并由他带领多名专业工程师组成攻关团队,共同开展红模铸造技艺的文化恢复和工艺研究。

对于红模铸铁产品的应用,庞耀勇话:
庞耀勇
我做了二十几年的铸造,一直与铁锅无分开过,改革开放三十几年来,锅具行业就给西方锅具占领了,用薄铁镬、高压煲和不锈钢煲都是西方的东西,我一直同国外的欧美、日本、韩国、澳洲代工的铸铁锅,而且这些铸铁锅是最贵的,最奢侈的。

下一步,庞耀勇计划将红模铸造工艺,转化到现代铸造行业中去,生产出轻薄且材质安全的锅具,使普通百姓都能享受到国际品牌的品质,让每个家庭都有一口“铸味”红模技艺铁镬。
庞耀勇
因为铸铁锅炒出来的独特味道,不锈钢或者不粘锅是炒不出这种味道出来的,从健康角度来讲,从中也可以吸收到人体所需的铁质。
无模铸造工艺规范相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 无毒低烟阻燃高聚物的研究
- 无毛长圆叶梾木(变种)
- 无毛长圆叶梾木
- 无气涂料喷射机
- 无氟双绿色冰箱
- 无氧条件下甲烷脱氢芳构化催化剂研究
- 无氧铜连铸坯微裂纹形成机理与控制因素研究
- 无氨弹力纱
- 无源滤波
- 无源滤波器
- 无源电子干扰
- 无源螺旋门机锁闭机构
- 无源超高频RFID室内定位关键技术研究
- 无溶剂涂料
- 无硅胶耐温过滤器
- 无碳复写发票
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 支持并行工程和智能CAPP的制造资源建模技术
- 有限元法在软土浅埋隧道施工过程的动态模拟中的应用
- 新型基于热力学法的水泵效率数学模型及应用
- 引用公路桥涵施工技术规范JTJ0412000
- 影响铁路电力迁改总承包工程因素的模糊综合评价
- cnas-cc012007新版认可规范
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中华人民共和国国家标准建设工程工程量清单计价规范
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 中国房地产投资信托基金(REITs)发展模式探索
- 中国移动广东公司环形混凝土电杆技术规范书(暂行)
- 无锡市房地产市场报告
- 执行设备工程监理规范提升地铁设备监理服务质量
- 基于闭环反馈优化的IDC基础设施造价评估模型
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司