钨极伸出长度
钨极伸出长度是指钨极伸出喷嘴的长度大,氩气保护层容易被流动的卒气破坏,为使熔池保护好,最佳的距离为3~4mm。
钨极伸出长度是指钨极伸出喷嘴的长度大,氩气保护层容易被流动的卒气破坏,为使熔池保护好,最佳的距离为3~4mm。
铈钨电极在20世纪80年代早期就介绍了到美国,作为一种非放射性钨电极来替代钍钨。通常铈钨电极里面含有2%的氧化铈。众所周知,铈钨电极在低电压下,适合直流焊接,因为在低电压下容易起弧,在工作时比钍钨要低10%。用于管道焊接,铈钨电极是最流行的,也通常用来焊接细小部件。和纯钨电极相比,铈钨电极有更低的燃烧率或蒸发率。随着氧化铈含量的提高,这些优点也提高。铈具有最高的迁移率,因而在开始焊接的时候,焊接性能非常优良。随着时间推移,由于晶粒长大,迁移率会显著降低。然而在低电压下,寿命比钍钨电极更长。正是由于这些特性,通常有利于短周期焊接或者具体的焊接量,然后才能更换电极。高电流、电压焊接最好使用钍钨电极或者镧钨电极。铈钨电极(EWCe-2)成功用于直流或者交流电上,然而主要还是用于直流电焊接,因为在交流焊接时,铈钨电极容易劈裂。
钨极伸出长度造价信息
钨极伸出长度常见问题
-
钍钨棒放射性大,用铈钨棒或镧钨棒,因后两者无放射性
-
手工钨极氩弧焊操作方法和安全使用 手工钨极氩弧焊操作技术包括:引弧、运弧、添丝及熄弧。 1引弧 一般引弧方法有三种,接触法、高频引弧法和高压脉冲引弧法。手工钨极氩弧焊不允许用接触法引弧。因为当钨极与工...
钨极伸出长度文献

 高强螺栓初、终扭矩值,伸出长度
高强螺栓初、终扭矩值,伸出长度
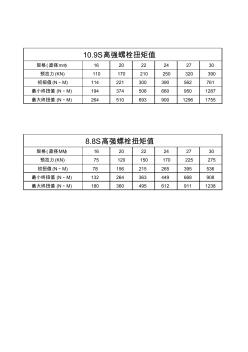
规格 (直径mm) 16 20 22 24 27 30 预拉力 (KN) 110 170 210 250 320 390 初扭值 (N·M) 114 221 300 390 562 761 最小终扭值 (N·M) 194 374 508 660 950 1287 最大终扭值 (N·M) 264 510 693 900 1296 1755 规格 (直径MM) 16 20 22 24 27 30 预拉力 (KN) 75 120 150 170 225 275 初扭值 (N·M) 78 156 215 265 395 536 最小终扭值 (N·M) 132 264 363 449 668 908 最大终扭值 (N·M) 180 360 495 612 911 1238 10.9S高强螺栓扭矩值 8.8S高强螺栓扭矩值
《电气工程名词》第一版。
1998年,经全国科学技术名词审定委员会审定发布。
向观众厅伸出,主要表演区在观众席内,观众席三面环绕的舞台。
钨极伸出长度相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 宁夏新彩工程建设有限公司
- 厨卫吊顶安装
- 天津方泉潜水泵业
- 杭州富阳博纳水净化设备有限公司
- 河南省新乡市新星交通器材有限公司
- 武汉众创达新材料科技有限公司
- Tamura 无铅锡膏 TLF-204-19A
- TAMURA 无铅锡膏 TLF-204-19B
- TAMURA锡膏
- 明辉焊锡制品有限公司
- 馨香木兰
- 无线地磁检测器道路流量统计
- 无线电信号接收装置
- 深圳市富盈星电子有限公司
- 重庆兴渝涂料股份有限公司
- 安徽润吉装饰材料有限公司
- 云南红河长度982.4主干路210#工程造价指标
- 怎样确定消火栓的保护半径和消防水枪的充实水柱长度
- 云南红河长度920.74支路225#工程造价指标
- 云南红河长度349.81支路226#工程造价指标
- “可变脉冲调宽限长度”遥控协议在空调中的应用
- 改性聚丙烯纤维长度、掺量对混凝土性能影响试验
- 广东广州长度188861支路177#工程造价指标
- 广东广州长度8663市政管道372#工程造价指标
- 广东广州长度4136市政管道396#工程造价指标
- 广东广州长度11085主干路172#工程造价指标
- 公路隧道施工锚杆支护应力特性及长度选择有限元分析
- 广东广州长度40974市政管道939#工程造价指标
- 广东广州长度2075市政管道373#工程造价指标
- 广东广州长度9167市政管道353#工程造价指标
- 江西宜春长度31715次干路226#工程造价指标
- 江西宜春长度46359次干路219#工程造价指标
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司