无火花工具常用产品
敲击梅花扳手、敲击六角扳手、弯柄敲击梅花扳手、弯柄敲击六角扳手、直柄凸型敲击梅花扳手、弯柄凸型敲击梅花扳手。
敲击呆扳手、单头呆扳手、撬棒呆扳手、直柄梅花扳手、弯柄梅花扳手、撬棒梅花扳手、双头呆扳手、双头梅花扳手、两用扳手、万能扳手、可调勾型扳手、勾扳手、活扳手。
美式管子钳、英式管子钳、轻型链子钳、皮带钳、断线钳、胡桃钳、水泵钳、鲤鱼钳、锁紧钳、克丝钳、扁嘴钳、尖嘴钳、斜口钳、挡圈钳(内外) 八角锤、德式八角锤、除锈锤、奶头锤、机械锤、羊角锤、检验锤、扁尾检验锤、起钉锤。
安全斧、斧子、镐头、砧子、线锤、单头开桶扳手、双头开桶扳手、万能开桶扳手、一字螺丝刀、十字螺丝刀、敲击螺丝刀、夹柄螺丝刀、T型螺丝刀、双头螺丝刀、锥子、手用穿针、听针、锯弓子、锯条、鸡尾锯、F型扳手、方头F型扳手、防滑F型扳手、加强爪型阀门扳手。
无火花工具造价信息
油精炼和石油化学工业、煤矿、消防、油田、天然气化学工业、火药工业、化纤工业、油漆工业、肥料工业、各种药品工业。石油轮和液化石油气的车辆、飞机、经营易燃易爆品的仓库、电解车间、通讯机装配车间、要求工具不生锈、耐磨抗磁的场所等。
铝铜合金防爆工具是用贵重稀有金属合成、熔炼、锻造而制成工具后,表面呈黄色。工作面硬度HRC25°以上,抗拉强度δ b> 75-85kgf/mm,其它技术指标全部达到国外同类产品先进水平。在易燃气体乙烯(浓度7.8%)空间连续使用均确保安全,冲(撞)击、摩擦、落锤均不产生火花爆炸。
油精炼和石油化学工业、煤矿、消防、油田、天然气化学工业、火药工业、化纤工业、油漆工业、肥料工业、各种药品工业。石油轮和液化石油气的车辆、飞机、经营易燃易爆品的仓库、电解车间、通讯机装配车间、要求工具不生锈、耐磨抗磁的场所等。
铝铜合金防爆工具是用贵重稀有金属合成、熔炼、锻造而制成工具后,表面呈黄色。工作面硬度HRC25°以上,抗拉强度δ b> 75-85kgf/mm,其它技术指标全部达到国外同类产品先进水平。在易燃气体乙烯(浓度7.8%)空间连续使用均确保安全,冲(撞)击、摩擦、落锤均不产生火花爆炸。
无火花工具常用产品常见问题
-
KJ-9-CY无火花防爆电磁式堵漏工具 堵漏器材 北京凌天01051 4550 消防无火花工具/无火花...
-
KJ-9-CY无火花防爆电磁式堵漏工具 堵漏器材 北京凌天01051 4550消防无火花工具/无火花工具组/防爆工具/手动破拆工具组 1180
-
是不是防爆工具?如果是的话你到网上找,多的是。
无火花工具材质以铍青铜和铝青铜为原料,铍青铜合金、铝青铜合金在撞击或磨擦时不发生火花,十分适合用来制造在易爆、易燃、强磁及腐蚀性场合下使用的安全工具。 BeA-20C合金在含30%的氧或6.5-10%甲烷空氧中承受561IJ的冲击能,冲击20次,都未发生火花和燃烧。
敲击梅花扳手、敲击六角扳手、弯柄敲击梅花扳手、弯柄敲击六角扳手、直柄凸型敲击梅花扳手、弯柄凸型敲击梅花扳手。
敲击呆扳手、单头呆扳手、撬棒呆扳手、直柄梅花扳手、弯柄梅花扳手、撬棒梅花扳手、双头呆扳手、双头梅花扳手、两用扳手、万能扳手、可调勾型扳手、勾扳手、活扳手。
美式管子钳、英式管子钳、轻型链子钳、皮带钳、断线钳、胡桃钳、水泵钳、鲤鱼钳、锁紧钳、克丝钳、扁嘴钳、尖嘴钳、斜口钳、挡圈钳(内外) 八角锤、德式八角锤、除锈锤、奶头锤、机械锤、羊角锤、检验锤、扁尾检验锤、起钉锤。
安全斧、斧子、镐头、砧子、线锤、单头开桶扳手、双头开桶扳手、万能开桶扳手、一字螺丝刀、十字螺丝刀、敲击螺丝刀、夹柄螺丝刀、T型螺丝刀、双头螺丝刀、锥子、手用穿针、听针、锯弓子、锯条、鸡尾锯、F型扳手、方头F型扳手、防滑F型扳手、加强爪型阀门扳手。
1、 无火花工具为我们工作在那些易燃易爆和易腐蚀的工作场所的工作人员带来了安全的保障,这使我们的社会安全更加完善,也使我们的工作人员工作得更加放心。
无火花工具在我们的日常工作使用完毕后,应该有一个妥当的维护阶段,对于工具的寿命是有十分关键作用的,因为如果对无火花工具的维护不妥当就有可以使我们的工具不能长久地为我们服务。首先我们要把工具放在干燥的地方保存,这是为了能使工作的部分部件不要受损。
在我们的日常工作中连续敲击20次后应该对工具的表面附着物进行处理,揩净后再做使用,千万不要连续使用,以免因为长时间地处于摩擦会使工具受热,这样会有可能损坏我们的工具产品。
2、 使用后要揩净表面污秽和积物,放置干燥的安全地方保存。
3、 敲击类工具产品,不可连续打击,超过十次应有适当间歇,同时要及时清除产品部位粘着的碎屑后再继续使用。
4、 扳手类产品不可超力使用,更不能用套管或绑缚其它金属棒料加长力臂,以及用锤敲击(敲击扳手除外)的方法旋纽紧固件之用。
5、 刃口类工具应放在水槽内轻轻接触砂轮进行刃磨,不可用力过猛和接触砂轮时间过长。
6、 在敲砸类工具实际操作中,必须清除现场杂物和工作面腐蚀的氧化物,防止第三者撞击。
根据以上性能及使用,说明在正常使用过程中铝铜合金较适用于常压设备及防爆条件要求不太严格的环境(如加油站、小型油库等)。而铍铜合金防爆工具性能的适用性(如炼油厂、转气站、采气厂、钻井队等)。
7、 各种产品使用前要清除表面油污,按钢制工具参照说明书使用。2100433B
在国内生产、销售、流通的防爆工具以材质区分可分为两大类: 1.铝铜合金(俗称铝青铜)防爆工具,具体材质是以高纯度电解铜为基体加入适量铝、镍、锰、铁等金属,组成铜基合金。 2.铍铜合金(俗称铍青铜)防爆工具,具体材质是以高纯度电解铜为基体加入适量铍、镍等金属,组成铜基合金。 这两种材质的导热、导电性能都非常好。铝青铜经热处理后其硬度和耐磨性,与铍青铜相差无几都能达到HRC30o以上,铍青铜没有磁性,可应用于强磁场环境。 防爆工具以制造工艺区分也可分为两大类: 1.铸造工艺:属传统制造工艺,是上世纪80年代国际通用制造防爆工具工艺技术,在国内大多数防爆工具生产企业一直延用至今。铸造工艺优点:工艺简单、制造成本低。缺点:产品密度、硬度、抗拉强度、扭力较低,气孔、沙眼较多导致产品使用寿命较短。 2.锻造工艺:国际最新制造工艺,是利用大型压力机或冲床,配合高耐热成形模具一次性锻压制成。锻造工艺优点:能使产品密度、硬度、抗拉强度、扭力大大提高,基本杜绝气孔、沙眼,使产品机械性能使用寿命比传统铸造工艺长1倍左右。缺点:产品设备、模具投资较大,致使成本较高。国内应用锻造工艺技术生产防爆工具的企业有中泊防爆、志远防爆、等少数几家公司。
1、 无火花工具为我们工作在那些易燃易爆和易腐蚀的工作场所的工作人员带来了安全的保障,这使我们的社会安全更加完善,也使我们的工作人员工作得更加放心。
无火花工具在我们的日常工作使用完毕后,应该有一个妥当的维护阶段,对于工具的寿命是有十分关键作用的,因为如果对无火花工具的维护不妥当就有可以使我们的工具不能长久地为我们服务。首先我们要把工具放在干燥的地方保存,这是为了能使工作的部分部件不要受损。
在我们的日常工作中连续敲击20次后应该对工具的表面附着物进行处理,揩净后再做使用,千万不要连续使用,以免因为长时间地处于摩擦会使工具受热,这样会有可能损坏我们的工具产品。
2、 使用后要揩净表面污秽和积物,放置干燥的安全地方保存。
3、 敲击类工具产品,不可连续打击,超过十次应有适当间歇,同时要及时清除产品部位粘着的碎屑后再继续使用。
4、 扳手类产品不可超力使用,更不能用套管或绑缚其它金属棒料加长力臂,以及用锤敲击(敲击扳手除外)的方法旋纽紧固件之用。
5、 刃口类工具应放在水槽内轻轻接触砂轮进行刃磨,不可用力过猛和接触砂轮时间过长。
6、 在敲砸类工具实际操作中,必须清除现场杂物和工作面腐蚀的氧化物,防止第三者撞击。
根据以上性能及使用,说明在正常使用过程中铝铜合金较适用于常压设备及防爆条件要求不太严格的环境(如加油站、小型油库等)。而铍铜合金防爆工具性能的适用性(如炼油厂、转气站、采气厂、钻井队等)。
7、 各种产品使用前要清除表面油污,按钢制工具参照说明书使用。
无火花工具常用产品文献

 电火花加工的常用术语
电火花加工的常用术语
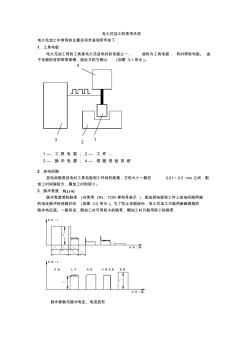
电火花加工的常用术语 电火花加工中常用的主要名词术语和符号如下: 1.工具电极 电火花加工用的工具是电火花放电时的电极之一, 故称为工具电极, 有时简称电极。 由 于电极的材料常常是铜,因此又称为铜公 (如图 3-1 所示 )。 2.放电间隙 放电间隙是放电时工具电极和工件间的距离,它的大小一般在 0.01~0.5 mm 之间,粗 加工时间隙较大,精加工时则较小。 3.脉冲宽度 ti(μs) 脉冲宽度简称脉宽 (也常用 ON、TON 等符号表示 ),是加到电极和工件上放电间隙两端 的电压脉冲的持续时间 (如图 3-2 所示 )。为了防止电弧烧伤,电火花加工只能用断断续续的 脉冲电压波。一般来说,粗加工时可用较大的脉宽,精加工时只能用较小的脉宽 脉冲参数与脉冲电压、电流波形 4 123 1 — 工 具 电 极 ; 2 — 工 件 ; 3 — 脉 冲 电 源 ; 4 — 伺 服 进 给 系
 电火花加工常用名词、术语及符号
电火花加工常用名词、术语及符号
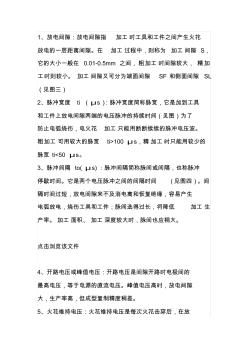
1、放电间隙:放电间隙指 加工时工具和工件之间产生火花 放电的一层距离间隙。在 加工 过程中,则称为 加工间隙 S, 它的大小一般在 0.01-0.5mm 之间,粗加工时间隙较大, 精加 工时则较小。 加工间隙又可分为端面间隙 SF 和侧面间隙 SL (见图三) 2、脉冲宽度 ti (μs):脉冲宽度简称脉宽,它是加到工具 和工件上放电间隙两端的电压脉冲的持续时间(见图)为了 防止电弧烧伤,电火花 加工只能用断断续续的脉冲电压波。 粗加工 可用较大的脉宽 ti>100 μs,精加工时只能用较少的 脉宽 ti<50 μs。 3、脉冲间隔 to( μs):脉冲间隔简称脉间或间隔,也称脉冲 停歇时间。它是两个电压脉冲之间的间隔时间 (见图四 )。间 隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生 电弧放电,烧伤工具和工件;脉间选得过长,将降低 加工 生 产率。 加工 面积、 加工深度较大
泄露应急处理:隔离泄漏污染区,限制出入。切断火源。建议应急处理人员戴防尘面具(全面罩),穿防毒服。不要直接接触泄漏物。小量泄漏:用洁净的铲子收集于干燥、洁净、有盖的容器中。大量泄漏:用塑料布、帆布覆盖。使用无火花工具收集回收或运至废物处理场所处置。
隔离泄漏污染区,限制出入。切断火源。建议应急处理人员戴自给式呼吸器,穿防静电工作服。不要直接接触泄漏物。用水润湿,使用无火花工具收集于密闭的塑料桶或纸板桶中。回收或运至废物处理场所处置。
一、泄漏应急处理
隔离泄漏污染区,限制出入。切断火源。建议应急处理人员戴自给式呼吸器,穿消防防护服。小量泄漏:使用无火花工具收集于干燥、洁净、有盖的容器中。转移回收。大量泄漏:用塑料布、帆布覆盖,减少飞散。使用无火花工具收集转移回收。
二、防护措施
呼吸系统防护:空气中粉尘浓度超标时,建议佩戴自吸过滤式防尘口罩。
眼睛防护:空气中粉尘浓度超标时,戴化学安全防护眼镜。
身体防护:穿一般作业防护服。
手防护:戴防化学品手套。
三、急救措施
皮肤接触:脱去被污染的衣着,用肥皂水和清水彻底冲洗皮肤。
眼睛接触:立即提起眼睑,用大量流动清水或生理盐水彻底冲洗至少15分钟。就医。
吸入:迅速脱离现场至空气新鲜处。保持呼吸道通畅。如呼吸困难,给输氧。如呼吸停止,立即进行人工呼吸。就医。
食入:饮足量温水,催吐,就医。
灭火方法:灭火剂:干粉、砂土。严禁用水、泡沫、二氧化碳扑救。
7、金属锆在磁性材料行业上的应用
磁性材料行业原材料中需要金属锆。磁源金属的金属锆提供磁性材料原材料配方成分。
无火花工具相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 无级变速机
- 抗渗等级
- 无卡旋切机
- 抗磨液压油高压柱塞泵试验法
- 无芒竹叶草
- 无铅波峰焊
- 无铅焊台
- 抗震等级
- 折叠梯
- 无梭织网机
- 无尾厨电
- 无锡百易达特种软管有限公司
- 折断线
- 无锡倍斯特仪器有限公司
- 折旧废钢
- 无锡宾姆国际贸易有限公司
- 有关建设工程施工安全涉及常用法律法规标准规范清单
- 一拖多变频空调产品测试系统与室外机通信接口
- 中国林业机械协会关于向社会推荐木工机械产品的通知
- 在国际工程竞标中运用定价策略与创造产品差别的实践
- 应用CSP热轧卷生产的冷轧与镀锌产品常见缺陷分析
- 永磁同步电机-空调压缩机系统的无传感器过调制控制
- 无电解电容的交直交变频电路结构和控制方法
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 制定、优化和监控产品线路标规划的流程、方法和工具
- 中国北车集团启动机车车辆虚拟产品开发平台建设工程
- 关于发布行业产品标准建筑用泡沫铝板等标准公告
- 工程常用物资分类表
- 关于发布行业产品标准活塞平衡式水泵控制阀公告
- 工具化、定型化、标准化文明施工、安全防护设施图文集
- 工业设计专业产品设计材料与工艺课程教学方法
- 工具式模具控制剪力墙墙体接茬施工工法资料
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司