电火花线切割分为慢走丝线切割(英文缩写是慢走丝是 WEDM-LS),快走丝线切割(英文缩写是快走丝是WEDM-HS),另外还有中国特有的中走丝(CNC Medium Speed Wire Cut EDM)
WEDM is abbreviated English, WEDM also known as the cut line. The basic working principle for the use of mobile thin metal wire (known as the electrode wire) to make electrodes, to carry out work on the pulse spark discharge in addition to metal corrosion, cut into type. It is mainly used for processing a variety of complex shapes and precision small parts, such as the punch Die, Die, Die Bump, fixed panels, boards, such as discharge, forming tool, a model, the EDM processing of the metal electrode , A variety of micro-hole slot, narrow, arbitrary curves, and so on, with a small allowance, high-precision machining, short production cycle, highlighting the advantages of low manufacturing costs, have access to the production of a wide range of applications, the spark at home and abroad WEDM EDM accounts for more than 60% of the total.
WEDM walking into thread cutting, quick cutting thread, as well as take in the unique Chinese silk
wedm造价信息
wedm特点常见问题
-
GGJ2009自动考虑构件之间的关联和扣减,使用者只需要完成绘图即可实现钢筋量计算。内置计算规则并可修改,计算过程有据可依,便于查看和控制,满足多种算量需求。报表种类齐全,满足各阶段,多方面需求。软件...
-
枝繁叶茂,可以遮阳、可以吸收大量二氧化碳,释放大量氧气、可以保护土壤,防止水土流失。
-
居庸关长城的特点 居庸关长城全长4167.5米。围绕关城呈圆周形建设。西侧建于金柜山上,长2097.8米(以下称西山长城),东侧建于翠屏山上,长1505米(以下称东山长城),南券城外缘和南关跨河道长...
wedm特点文献



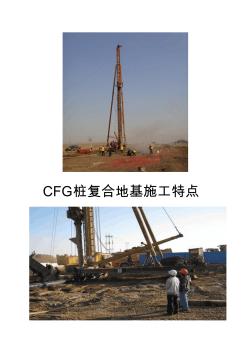 CFG桩特点
CFG桩特点
CFG 桩复合地基施工特点 - 1 - CFG桩是英文 Cement Fly-ash Grave 的缩写,意为”水泥粉煤灰碎石 桩”,由碎石、石屑、砂、粉煤灰掺水泥加水拌和,用各种成桩机械制成的 可变强度桩。通过调整水泥掺量及配比,其强度等级在 C5-C25之间变化,是 介于刚性桩与柔性桩之间的一种桩型。 CFG桩和桩间土一起,通过褥垫层形 成 CFG桩复合地基共同工作,故可根据复合地基性状和计算进行工程设计。 CFG桩一般不用计算配筋,并且还可利用工业废料粉煤灰和石屑作掺和料, 进一步降低了工程造价。 一、 CFG桩 -适用范围 CFG桩的适用范围很广。在砂土、粉土、粘土、淤泥质土、杂填土等地 基均有大量成功的实例。 CFG桩对独立基础、条形基础、筏基都适用。 二、 CFG桩 -施工 CFG桩的施工, 应根据现场条件选用下列施工工艺: 1、长螺旋钻孔灌注成桩, 适用于地下水位以上的粘性

低速走丝电火花线切割机概述
(WEDM-LS),其电极丝作低速单向运动,一般走丝速度低于0.2m/s,电极丝放电后不再使用,工作平稳、均匀、抖动小、加工质量较好,但加工速度较低,是国外生产和使用的主要机种。
首先,中走丝、慢走丝、快走丝都是指的电火花线切割机床。电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM).
电火花线切割加工方法和装置。本发明涉及一种用于控制电火花线切割加工(WEDM)工艺的方法,其中,在制程内调整走丝速度VW,同时进行切割。根据本发明的用于控制电火花线切割加工(WEDM)工艺的所述方法包括以下步骤:确定每次放电沿金属丝和工件的啮合线的位置;确定在金属丝处由每次放电激发的凹坑的大小;基于每次放电沿金属丝和工件的啮合线的位置,和基于发生在每次放电沿金属丝和工件的啮合线的每个确定位置处的凹坑的大小,和基于当前走丝速度,创建实时金属丝磨损模型;以及连续将金属丝磨损模型与一个或多个金属丝磨损极限进行比较,并且根据实际金属丝磨损模型和一个或多个金属丝磨损极限的所述比较调整走丝速度。
wedm相关推荐
- 相关百科
- 相关知识
- 相关专栏
- AutoCAD 2008中文版模具制图
- 数控加工工艺与CAM实例教程
- 银科复点机
- 使用加工中心的零件加工
- 拉压式传感器
- AutoCAD2008中文版模具制图
- 畅想神州CXSZ-42UA
- 康宝CXW-220-A35
- CimatronE8.0数控编程加工入门一点通
- UG模具技术应用
- 夏季空调室外计算干球温度
- Intromed内固定系统
- 畅想神州CXSZ-3860.47U
- 畅想神州CXSZ-42UC
- 机械零件加工
- 数控电火花切割加工多种计算机编程方法的实际应用
- 中国钢铁厂烧结机的烟气特点及部分钢铁厂烧结机信息
- 引进10000m^3/h空分设备的流程及安装特点
- 云南省高速公路建设施工安全事故特点及预防对策解析
- 园林工程特点
- 公路改扩建项目经济评价特点和实际工作中问题分析
- 各种金属材料特点
- 工业与民用建筑工程地质勘察特点、意义以及勘察重点
- 工程量清单计价模式下招投标特点及其工程造价控制措施
- 寒冷地区沥青玛蹄脂碎石混合料(SMA)应用特点分析
- 国有建筑施工企业腐败现象表现形式、特点及防治对策
- 国际工程承包中对承包商实行工程师为主项目管理特点
- 建筑门窗新实用实用标准和安全系统玻璃地特点和地要求
- 劲性梁钢管砼柱不穿心节点钢管壁受力与梁端变形特点
- 冷库土建设计与施工特点规范
- 基于上海城区特点学校教学楼建筑气候适应性设计分析
- 吉林省安全工程师安全生产建筑施工安全特点考试试卷
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司