UNS N10276UNS N10276 化学成分
| 镍Ni |
铬Cr |
铁Fe |
碳C |
锰Mn |
硅Si |
钼Mo |
钨W |
钴Co |
钒V |
磷P |
硫S |
|
| 最小值 |
15.0 |
4.0 |
15.0 |
3.0 |
0.1 |
|||||||
| 最大值 |
余量 |
16.5 |
7.0 |
0.01 |
1.0 |
0.08 |
17.0 |
4.5 |
2.5 |
0.3 |
0.015 |
0.01 |
UNS N10276造价信息
NS334(中国)、NC17D(法国)、W.Nr.2.4819、NiMo16Cr15W(德国)hastelloyc-276、UNS N10276(美国) NiMo16Cr15Fe6W4(ISO)
UNS N10276UNS N10276密度
密度:ρ=8.9g/cm3
UNS N10276UNS N10276熔化温度范围
熔化温度范围: 1325~1370℃
UNS N10276UNS N10276 化学成分常见问题
-
硅Si 铁Fe 铜Cu 锰Mn 镁Mg 铬Cr 锌Zn 钛Ti 铝Al 0.4~0.8 0.7 0.15~0.4 0.15 0.8~1.2 0.04~0.35 0.25 ...
-
SKD11-日本冷作模具钢(JIS G 4404-1983),与我国牌号Cr12Mo1V1(GB/T 1299-2000)相近。化学成分(%):C:1.4~1.6Si<=0.4Mn<...
-
美国牌号的C83600是锡青铜,也就是国内所说的5-5-5。成份:锡5%,铅5%,锌5%,余量铜。详细化学成分见下图:
UNS N10276适合采用任何传统焊接工艺焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊。
UNS N10276UNS N10276 填充金属
通常选用的填充金属
Nicrofer S 5923-FM59
W.-Nr. 2.4607
SG-NiCr23Mo16
AWS A5.14 ENiCrMo-13
药皮焊条
W.-Nr. 2.4609
EL-NiCr22Mo16
AWS A5.11 ENiCrMo-13
UNS N10276UNS N10276 焊接参数及影响
焊接操作应在规定的低热量输入下进行,层间温度不超过120℃,并采用窄焊道技术,注意正确选择电焊丝和电焊条的直径(请咨询我们的焊接实验室)根据这些原理,可以控制焊接参数并得到表-8 所示的单位长度的热量输入。
UNS N10276UNS N10276焊后处理
(酸洗及刷除氧化物)若没有特别要求或规定,酸洗通常是焊接中的最后一道工序,一般情况下酸洗由专业工厂完成。
若工件质量要求极高,焊完后,当材料仍处于高温时就应立即用不锈钢刷刷去氧化物,这样通常能得到理想的表面状态,也能彻底地清除氧化物。
| >> Hastelloy C-276 (UNS N10276) 含钨的镍-铬-钼合金 |
| Hastelloy C-276特性及应用领域概述: |
| 该合金在氧化和还原状态下,对大多数腐蚀介质具有优异的耐腐蚀性。出色的耐点腐蚀、缝隙腐蚀和应力腐蚀开裂性能。合金适用于各种含有氧化和还原性介质的化学流程工业。较高的钼、铬含量使合金能够耐氯离子的侵蚀,钨元素也进一步提高了其耐腐蚀性。Hastelloy C-276是仅有的几种能够耐潮湿氯气、次氯酸盐以及二氧化氯溶液腐蚀的材料之一,该合金对高浓度的氯化盐溶液具有显著的耐腐蚀性(如氯化铁和氯化铜)。 |
| Hastelloy C-276相近牌号: |
| W.Nr.2.4819 NiMo16Cr15W (德国) NC17D (法国) |
| Hastelloy C-276 化学成份: |
| 合金 牌号 %镍Ni铬Cr铁 Fe钼 Mo钨W钴 Co碳 C锰 Mn硅 Si硫 S磷 P钒 V钛 TiHastelloy C-276 最小 余量15.04.015.03.0 0.1 最大 16.57.017.0 4.52.50.011.00.080.0010.0150.3 |
| Hastelloy C-276物理性能: |
| 密度 g/cm3熔点 ℃ 热导率 λ/(W/m·℃) 比热容 J/kg·℃ 弹性模量 GPa剪切模量 GPa电阻率 μΩ·m 泊松比 线膨胀系数 a/10-6℃-1 8.91325137010.2(100℃)407208 791.25 11.7(20~100℃) |
| Hastelloy C-276力学性能:(在20℃检测机械性能的最小值) |
| 热处理方式 抗拉强度σb/MPa 屈服强度σp0.2/MPa 延伸率σ5 /%布氏硬度 HBS固溶处理 75836362 |
| Hastelloy C-276生产执行标准: |
| 标准 棒材 锻件 板(带)材 丝材 管材 美国材料与试验协会 ASTM B574ASTM B564ASTM B575 ASTM B622ASTM B619ASTM B626美国航空航天材料技术规范 美国机械工程师协会 ASME SB574ASME SB564ASME SB575 ASTM SB622ASTM SB619ASTM SB626 |
| Hastelloy C-276 金相组织结构: |
| 合金为为面心立方晶格结构。 |
| Hastelloy C-276工艺性能与要求: |
| 1、热加工燃料中的含硫量越低越好,天然气中的硫含量应少于0.1%,重油中硫含量应少于0.5%。 2、合金的热加工温度范围1200℃~950℃,冷却方式为水冷或快速空冷。 3、适合采用任何传统焊接工艺焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊。 |
| >> Incoloy800HT (UNS NO8811) |
| Incoloy800HT特性及应用领域概述: |
| 该合金能耐很多腐蚀介质腐蚀。其较高的镍含量使其在水性腐蚀条件具有很好的抗应力腐蚀开裂性能。高铬含量使之具有更好的耐点腐蚀和缝隙腐蚀开裂性能。该合金具有很好的耐硝酸、有机酸腐蚀性,但是在硫酸和盐酸中的耐腐蚀性有限。除了在卤化物有可能发生点腐蚀外,在氧化性和非氧化性盐中有很好的耐腐蚀性。在水、蒸气以及蒸汽、空气、二氧化碳的混合物中也具有很好的耐腐蚀性。应用于硝酸冷凝器——耐硝酸腐蚀、蒸汽加热管——很好的机械性能、加热元件管——很好的机械性能等。 |
| Incoloy800HT相近牌号: |
| W.Nr.1.4958(德国) |
| Incoloy800HT 化学成份: |
| 合金 牌号 %镍Ni铬Cr铁 Fe钼 Mo铌 Nb钴 Co碳 C锰 Mn硅 Si硫 S铜 Cu铝 Al钛 TiIncoloy800HT最小 30.019.0 0.06 0.150.15最大 35.023.039.5 0.11.51.00.0150.750.600.60 |
| Incoloy800HT物理性能: |
| 密度 g/cm3熔点 ℃ 热导率 λ/(W/m·℃) 比热容 J/kg·℃ 弹性模量 GPa剪切模量 GPa电阻率 μΩ·m 泊松比 线膨胀系数 a/10-6℃-1 8.01350140011.6(100℃)455198 0.98 14.4(20~100℃) |
| Incoloy800HT力学性能:(在20℃检测机械性能的最小值) |
| 热处理方式 抗拉强度σb/MPa 屈服强度σp0.2/MPa 延伸率σ5 /%布氏硬度 HBS固溶处理 45018035 |
| Incoloy800HT生产执行标准: |
| 标准 棒材 锻件 板(带)材 丝材 管材 美国材料与试验协会 ASTM B408ASTM B564ASTM B409 ASTM B407ASTM B163ASTM B514ASTM B515美国航空航天材料技术规范 AMS 5766 AMS 5871 美国机械工程师协会 ASME SB408ASME SB564ASME SB409 ASTM SB407ASTM SB163ASTM SB514ASTM SB515 |
| Incoloy800HT 金相组织结构: |
| 该合金为面心立方晶格结构。极低的碳含量和提高了的Ti:C 比率增加了结构的稳定性和最大的抗敏化性以及抗晶间腐蚀性。950℃左右的低温退火保证了细晶结构。 |
| Incoloy800HT工艺性能与要求: |
| 1、合金适合于热加工和冷加工,但由于具有高强度,需要大功率的加工设备。 2、合金热加工温度范围1200℃~900℃,冷却方式为水淬或在760℃~540℃之间尽量快速冷却。热弯曲应在1150℃-1000℃之间进行。 3、适合采用任何传统焊接工艺焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属极惰性气体保护焊、熔化极惰性气体保护焊、保护气体电弧焊等。 |
UNS N10276UNS N10276 化学成分文献

 6063铝合金化学成分
6063铝合金化学成分
6063 铝合金化学成分的选择 黎伯豪 言淑纯 6063 铝合金广泛用于建筑铝门窗、幕墙的框架,为了保证门窗、幕墙具有高的抗风压 性能、装配性能、 耐蚀性能和装饰性能, 对铝合金型材综合性能的要求远远高于工业型材标 准。 在国家标准 GB/T3190 中规定的 6063 铝合金成分范围内,对化学成分的取值不同,会 得到不同的材质特性, 当化学成分的范围很大时, 其性能差异会在很大范围内波动, 以致型 材的综合性能会无法控制。因此,优选 6063 铝合金的化学成分成为生产优质铝合金建筑型 材的最重要的一环。 1 合金元素的作用及其对性能的影响 6063 铝合金是 AL-Mg-Si 系中具有中等强度的 可热处理强化合金, Mg 和 Si 是主要合金元素,优选化学成分的主要工作是确定 Mg 和 Si 的百分含量 (质量分数,下同 )。 1.1 Mg 的作用和影响 Mg 和 Si 组成强化相 Mg
 钢管化学成分(20200926180734)
钢管化学成分(20200926180734)
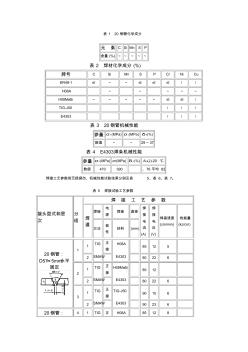
表 1 20 钢管化学成分 元 素 C Si Mn S P 含量 (%) ~ ~ ~ ~ ~ 表 2 焊材化学成分 (%) 牌号 C Si Mn S P Cr Ni Cu ER49-1 ≤ ~ ~ ≤ ≤ ≤ / / H08A ~ ~ ~ ~ ~ H08Mn2Si ~ ~ ~ ~ ~ ≤ ≤ / TIG-J50 / / / E4303 / / / 表 3 20钢管机械性能 参量 σ b(MPa) σ s(MPa) δ 8(%) 数值 ~ ~ 29~37 表 4 E4303焊条机械性能 参量 σ b(MPa) σ(MPa) δ 5(%) AKv(J)-20 ℃ 数值 470 390 、76 平均 82 焊接工艺参数和无损探伤、机械性能试验结果分别见表 5、表 6、表 7。 表 5 焊接试验工艺参数 接头型式和层 次 分 组 焊 接 工 艺 参 数 焊 道 焊接 电 源 焊接 直径 焊 接 电
UNS S31254对应牌号有:
254SMO/F44/UNSS31254/W.Nr.1.4547
UNS S31254UNSS31254的化学成分:
合金 % 镍 铬 钼 铜 氮 碳 锰 硅 磷 硫
UNSS31254最小 17.5 19.5 6 0.5 0.18
最大 18.5 20.5 6.5 1 0.22 0.02 1 0.8 0.03 0.01
UNS S31254UNSS31254的物理性能:
密度 8.0g/cm3
熔点 1320-1390℃
在常温下合金的机械性能的最小值:
合金和状态 抗拉强度
RmN/mm2 屈服强度
RP0.2N/mm2 延伸率
A5%
UNSS31254 650 300 35
Alloy28(UNS N08028)是一种超低碳铁镍基耐蚀合金,密度为8.0g/cm3。按我国金属材料命名方法,此合金牌号为00Cr27Ni31Mo3Cu。
美国 |
ASTM B668 ASTM B709 |
UNS N08028 |
德国 |
DIN EN 10088-1 |
1.4563 |
牌号 |
N08028 |
1.4563 |
C |
≤0.030 |
≤0.020 |
Si |
≤1.00 |
≤0.70 |
Mn |
≤2.50 |
≤2.00 |
P |
≤0.030 |
≤0.030 |
S |
≤0.030 |
≤0.010 |
Cr |
26.0~28.0 |
26.0~28.0 |
Ni |
29.5~32.5 |
30.0~32.0 |
Mo |
3.0~4.0 |
3.0~4.0 |
Cu |
0.60~1.40 |
0.70~1.50 |
N |
— |
≤0.11 |
Fe |
余量 |
余量 |
商业牌号
Special Metals |
INCOLOY® alloy 028 |
Sandvik |
SANICRO 28 |
材料特点
①在强酸环境下具备良好的抗腐蚀性能。
②在含硫化氢(H2S)和氯化物环境下具备良好的抗应力腐蚀开裂性能。
③良好抗晶间腐蚀性能。
④高抗点蚀、缝隙腐蚀性能。
⑤良好的焊接性。
Alloy28初期是为了解决湿法磷酸换热器材料发展起来的合金,耐蚀性能十分优越,能抗H2S、氯化物、磷酸和硫酸腐蚀,在高含H2S的油气田开采、烟气脱硫系统、造纸工业、磷酸和有机酸及酯等合成生产装置中均有大量应用及优异表现。
Alloy20,NS1403,2.4660 奥氏体铁镍基耐蚀合金
Monel400、UNS N04400合金焊接管焊接注意事项和工艺说明
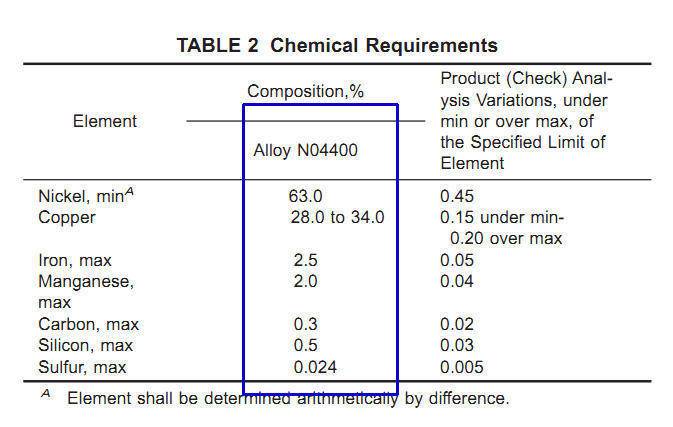
蒙乃尔MONEL400合金(UNS N04400,国内叫MCu-28-1.5-1.8 或Ni68Cu28Fe) 是镍铜合金,是一种在海水、化学溶剂、氨硫氯、氯化氢、各种酸性介质如硫酸、氢氟酸、盐酸、磷酸、有机酸,碱性介质、盐和熔融盐中具有良好耐腐蚀性能的镍基合金材料,尤其是在氢氟酸中的耐腐蚀,位居普通镍基合金之首。
一、N04400合金化学成分
N04400合金化学成分(%)(“特钢100秒”摘自ASTM B127)
二、N04400合金的焊接注意事项
蒙乃尔400焊接性能良好,可以采用TIG和MIG法,可以用蒙乃尔本体或EniCu-7焊丝、焊条;或者手工电弧焊和埋弧焊;可与碳钢和低合金钢焊接。“特钢100秒”提醒用户注意以下:
1、易产生热裂纹,尤其是弧坑处裂纹敏感性更大。主要是弧坑处S、P偏析,S、P与Ni形成低熔点共晶体,在焊缝结晶过程中,偏析于晶体边界,在拉应力作用下产生裂纹。所以S、P含量必须严格控制。
2、液态金属流动性差,且能溶解氧、氮、氢等气体,容易出现气孔。
三、N04400合金的焊接情况说明
为试验该材料的焊接性能及工艺,“特钢100秒”举某用户例子做焊接试验指导:
1.试板的尺寸及坡口加工:
试板:10X300X100 两块 焊接坡口角度 37.5°,钝边4mm,采用刨床加工。
试样板材产地:德国VDM。
2.试焊流程:
坡口加工——组对点焊(加引收弧板304)——焊前的清理——自动焊:PAW打底+3道TIG填丝盖面——RT检验——力学试验(因试板尺寸受限,仅可完成拉抻、焊缝的正弯反弯)。
3.焊接情况:
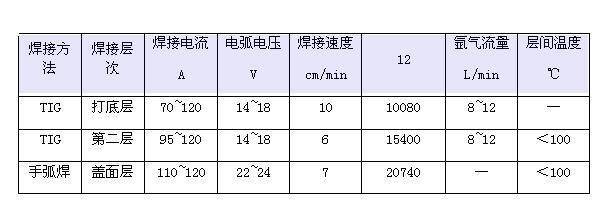
采用小的热输入量,低的焊接规范,控制层间温度小于100℃。
四、N04400合金的焊接工艺
1、熔敷金属化学成分(%)

焊丝ERNiCu—7 Monel—60;焊条ENiCu—7 Monel—190
2、焊条350℃×1h烘干;焊丝注意表面清洁。
3、电弧焊极性为直流反接;TIG为直流正接,钨极直径正接,钨极直径φ3mm,喷嘴直径φ10mm,氩气纯度99.99%。
4、机械打磨并用丙酮擦洗坡口及其边缘。
5、 坡口形式 6、焊接顺序

7、焊接参数
8、填丝要保持合适的角度,以快速送进为宜。
9、施焊中注意控制熔深,熔合比在50%以下。(小电流施焊)。
10、焊道以窄而平为最佳。仰脸焊部位应尽量减少熔池体积,以利焊缝成型。收弧时注意填满弧坑。
11、采用短弧焊以免焊接过程摄入过多有害气体。
UNS N10276相关推荐
- 相关百科
- 相关知识
- 相关专栏
- UNS S31254
- UOE焊管
- UPA电力线
- UPE
- Uplink
- UPT
- UPT接入号码
- UPVC
- URA
- uRPF
- URYU(瓜生)气动工具
- USB Bridge Cable
- USB HUB
- USB刻章机
- usb发热片
- USB开发手册
- 化学成分对3102-H22空调箔机械性能影响
- 化学成分对铝塑复合管用铝合金带材性能影响
- 华南印支期产铀和非产铀花岗岩黑云母矿物化学成分差异
- GB150及SAME标准螺栓材质化学成分对照表螺栓
- GBT3190-2008变形铝及铝合金化学成分表
- 316不锈钢棒化学成分耐力度特性和用途
- 304及430不锈钢的化学成分及力学性能汇总
- 变形铝及铝合金国际四位数字体系牌号及化学成分
- Q345qD钢板化学成分丨Q345qD钢板力学性能
- QAl10-5-5铝青铜QAl10-5-5化学成分
- 1Cr13、2Cr13、3Cr13不锈钢化学成分表
- UNS$32750焊接管线管的生产工艺
- 化学成分对1100-H22空调箔力学性能的影响
- D32圆钢D32钢板D32无缝管D32化学成分
- GBT222-2006钢的成品化学成分允许偏差
- 国内外201不锈钢用途牌号化学成分性能对照表
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
拆边机
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司