特种铸造工学基础
《特种铸造工学基础》主要介绍了最常用的一些特种铸造方法,如金属型铸造、压力铸造、低压与差压铸造、挤压铸造、熔模铸造、消失模铸造、离心铸造以及陶瓷型铸造、石膏型铸造、连续铸造、真空吸铸、半固态铸造等其他特种铸造成形。
特种铸造工学基础基本信息
| 书 名 | 特种铸造工学基础 | 作 者 | 万里 |
|---|---|---|---|
| 出版社 | 化学工业出版社 | 出版时间 | 2009年06月 |
| 定 价 | 24 元 | 开 本 | 16 开 |
| ISBN | 9787122050502 | ||
第1章 绪论
1.1 特种铸造工学的分类及特点
1.2 特种铸造工学的应用及发展
第2章 金属型铸造成形
2.1 概述
2.2 金属型铸造工艺
2.2.1 金属型铸造的工艺流程
2.2.2 金属型的准备
2.2.3 金属型的预热
2.2.4 金属型浇注工艺规范
2.2.5 金属型试模
2.3 金属型(模具)设计与制作
2.3.1 金属型的铸造工艺方案设计
2.3.2 金属型(模具)设计与制作
2.4 金属型铸件缺陷与对策
2.4.1 缩孔/缩松
2.4.2 冷隔或浇不足
2.4.3 裂纹
2.4.4 气孔
2.5 金属型铸造成形的自动化技术
2.6 摩托车铝合金车轮的金属型铸造工艺实例
2.6.1 车轮的浇注系统特点
2.6.2 车轮的模具结构特点
2.6.3 铸造工艺参数选择及控制要点
第3章压力铸造成形28
31概述28
32压铸成形原理29
321压铸工艺原理29
322压铸过程的充型理论30
323压铸过程中金属流的能量转换32
324压铸充型过程的连续性33
33压铸机及压铸生产自动化33
331压铸机分类及结构33
332压铸机的液压及电气控制35
333压铸生产自动化35
34压铸工艺37
341压射压力的变化37
342压射压力和填充速度的确定37
343压铸温度规范39
344填充时间、持压及铸件在压铸型中停留的时间39
345压铸用涂料40
35压铸模设计与制作41
351模具分型面41
352压射室直径43
353浇注系统44
354溢流槽、排气槽设计49
355压铸模结构设计53
356压铸机的选择60
36压铸件缺陷与对策61
37特种压铸成形方法61
371真空压铸62
372超低速压铸63
373局部加压压铸法63
38轿车发动机铝合金缸体的压铸工艺实例64
381铝合金缸体的压铸工艺及模具结构设计65
382铝合金缸体的压铸工艺参数66
第4章低压与差压铸造成形67
41低压铸造成形原理67
42低压铸造机及生产自动化68
421低压铸造机68
422自动加压控制系统69
423低压铸造生产自动化70
43低压铸造模具设计70
431低压铸造工艺方案设计70
432低压铸造模具设计特点71
44低压铸造工艺72
441铸件形成过程各个阶段的压力和增压速度的确定72
442填充时间74
443浇注温度74
444铸型(模具)温度74
445涂料74
45低压铸造缺陷与对策74
451充型不良74
452浇口成形不足74
453掉砂75
454飞边75
455缩孔/缩松76
46发动机铝合金缸盖的低压铸造工艺实例76
47Cosworth工艺原理及应用78
48差压铸造成形原理与应用79
481差压铸造成形原理79
482差压铸造成形工艺80
483差压铸造成形装备84
第5章挤压铸造成形85
51挤压铸造原理85
52挤压铸造的合金组织及力学性能86
521挤压铸造的合金组织86
522挤压铸造合金的力学性能88
523挤压压力与金属液中的气体溶解量89
524挤压铸造下金属液的凝固现象89
53挤压铸造工艺90
54挤压铸造模具设计与制作91
55挤压铸造机及自动化92
56挤压铸造缺陷与对策93
561缩孔/缩松93
562夹渣94
563冷隔95
564热处理起泡95
57摩托车车轮的挤压铸造工艺实例96
第6章熔模铸造成形99
61熔模铸造的原理及特点99
62熔模的制备100
621熔模材料及性能要求100
622熔模的成形101
623熔模的存放103
624熔模的组装103
63型壳的制备104
第7章 消失模铸造成形
第8章 离心铸造成形
第9章 其他特种铸造成形
参考文献
……2100433B
特种铸造工学基础造价信息
《特种铸造工学基础》主要介绍了最常用的一些特种铸造方法,如金属型铸造、压力铸造、低压与差压铸造、挤压铸造、熔模铸造、消失模铸造、离心铸造以及陶瓷型铸造、石膏型铸造、连续铸造、真空吸铸、半固态铸造等其他特种铸造成形。在注重基础理论论述的同时,着重阐述了它们各自的应用特点,另外还介绍了特种铸造成形技术的新发展。《特种铸造工学基础》是针对当前高校专业改革和高校人才培养及铸造企业的人才需求趋势而编写的,旨在拓展有色金属和黑色金属的特种铸造成形方法及其应用方面的基础知识。
特种铸造工学基础常见问题
特种铸造工学基础文献

 铸造工艺图解
铸造工艺图解
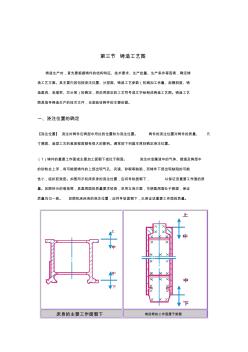
第三节 铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】 浇注时铸件在铸型中所处的位置称为浇注位置。 铸件的浇注位置对铸件的质量、 尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。 浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下, 以保证该重要工作面的质 量。如图所示的卷扬筒,
 大型钛合金泵体的特种砂型铸造工艺研究
大型钛合金泵体的特种砂型铸造工艺研究
目的以大型钛合金泵体为研究对象,研究特种砂型铸造工艺。方法采用铝制模具,以铝矾土混合物为填料进行造型,氧化钇料浆为面层涂料,经高温烧结后制备成大型钛合金泵体铸造用特种砂型铸型,在真空自耗凝壳炉中进行熔炼浇注,并对铸件外观、冶金质量、成分性能及尺寸进行检验测试。结果用该铸造工艺研制的大型钛合金泵体铸件成型完整,铸件表面光洁度可达到6.3μm;铸件的化学成分和力学性能可以满足ASTM B367中C3的指标要求;经热等静压后铸件内部质量达到了ASME 1320中7级;荧光检测结果满足ASME B16.34中的标准,铸件尺寸精度可到达CT9级的要求。结论铸件检测结果表明,该特种砂型铸造工艺可以实现大型钛合金铸件的制造。
《铸造手册(第6卷):特种铸造(第3版)》共分铸铁、铸钢、铸造非铁合金、造型材料、铸造工艺和特种铸造6卷出版。《铸造手册(第6卷):特种铸造(第3版)》为第6卷《特种铸造》。第3版对其第2版作了全面修订。不仅增添了若干新的特种铸造方法,而且着重介绍各种方法的最新技术、新工艺和新设备,并着重反映环保节能技术及其发展趋势,完善和更新了许多技术标准与工艺规范。《特种铸造》共有绪论,熔模铸造,石膏型铸造,陶瓷型铸造,消失模与V法铸造,金属型铸造,压力铸造、低压铸造、差压铸造、真空铸造和调压铸造,挤压铸造,离心铸造,连续铸造,快速铸造及铸造过程数值模拟等12章15种铸造方法的原理,工艺、工装设计,原辅助材料规格与技术条件及应用,设备规格及技术参数,质量控制及缺陷分析等。全书内容丰富、全面、新颖、实用。
第3版前言
第2版前言
本书所用主要符号表
第1章 绪论
1.1 特种铸造
1.2 特种铸造发展概况
1.3 特种铸造方法比较
参考文献
第2章 熔模铸造
2.1 概述
2.1.1 熔模铸造的特点
2.1.2 熔模铸造的应用
2.2 铸件工艺设计及工装设计
2.2.1 铸件工艺设计
2.2.2 压型设计与制造
2.3 易熔模制造
2.3.1 易熔模料分类
2.3.2 易熔模料的配制工艺
2.3.3 易熔模料的性能测定方法
2.3.4 易熔模制造工艺
2.3.5 制造易熔模的主要机械设备
2.3.6 易熔模常见缺陷、产生原因及防止方法
2.4 铸型制造
2.4.1 概述
2.4.2 制壳用耐火材料
2.4.3 制壳用黏结剂及其型壳
2.4.4 脱蜡及型壳焙烧
2.4.5 制壳用主要装置及设备
2.5 形成铸件复杂内腔的方法
2.5.1 陶瓷型芯
2.5.2 水溶性型芯
2.5.3 型芯脱除
2.6 铸钢的熔炼与浇注
2.6.1 铸钢牌号、成分、性能及用途
2.6.2 铸钢熔炼设备
2.6.3 铸钢熔炼常用材料
2.6.4 感应熔炼
2.6 铸钢的浇注
2.7 高温合金真空熔炼及浇注
2.7.1 高温合金牌号、成分、性能及用途
2.7.2 高温合金熔炼与重熔浇注
2.7.3 定向凝固及单晶铸造技术
2.7.4 细晶铸造
2.8 钛合金的熔炼与浇注
2.8.1 钛合金牌号、成分、性能
2.8.2 钛合金熔炼与浇注的设备和方法
2.9 清理与防锈
2.9.1 铸件组清壳
2.9.2 切割浇冒口
2.9.3 铸件表面清理
2.9.4.焊补
2.9.5 铸件防锈
2.10 铸件质量检查及缺陷防止方法
2.10.1 铸件质量检查
2.10.2 常见缺陷产生原因及防止方法
参考文献
第3章 石膏型铸造
3.1 概述
3.1.1 工艺过程
3.1.2 石膏型铸造工艺特点
3.1.3 应用范围
3.2 石膏型铸件工艺设计
3.2.1 浇注位置和分型面选择
3.2.2 母模选择
3.2.3 铸件精度
3.2.4 铸造工艺参数选择
3.2.5 浇注系统及冒口设计
3.2.6 冷铁的应用
3.3 石膏型铸造工艺
3.3.1 母模
3.3.2 石膏型用原材料
3.3.3 石膏浆料
3.3.4 灌浆
3.3.5 石膏型的蒸汽处理、干燥和脱蜡
3.3.6 焙烧
3.3.7 浇注
3.3.8 石膏型铸件清整
3.4 首饰石膏型铸造
3.4.1 制首饰熔模
3.4.2 制首饰石膏型
3.4.3 首饰合金及其熔炼、浇注
3.5 石膏铸型缺陷分析及防止措施
参考文献
第4章 陶瓷型铸造
4.1 概述
4.1.1 工艺过程
4.1.2 工艺特点
4.2 铸造工艺设计
4.2.1 铸造工艺方案确定
4.2.2 铸造工艺参数选择
4.2.3 母模
4.2.4 浇注系统和冒口设计
4.3 铸造工艺
4.3.1 铸型用原材料
4.3.2 制型工艺
4.4 铸件常见缺陷及防止方法
4.5 参考工艺——非占位涂料造型技术
参考文献
第5章 消失模与V法铸造
5.1 概述
5.1.1 消失模铸造工艺简述
5.1.2 V法铸造工艺简述
5.1.3 消失模与V法铸造在我国的发展
5.2 泡沫模样制作
5.2.1 泡沫原料种类与检测
5.2.2 预发泡
5.2.3 发泡成型与模具设计
5.2.4 泡沫模样的分片与粘结
5.3 消失模涂料
5.3.1 涂料组分及其作用
5.3.2 商品涂料与自配涂料
5.3.3 涂料制备
5.4 干砂充填与震实造型
5.4.1 造型用砂
5.4.2 砂箱结构
5.4.3 加砂与震实
5.5 消失模铸造工艺设计
5.5.1 铸造工艺参数
5.5.2 浇注系统的结构形式
5.5.3 冒口结构设计
5.5.4 浇注工艺
5.6 铸造缺陷及其防止对策
5.6.1 铸钢件增碳缺陷及预防对策
5.6.2 防止铸铁件皱皮缺陷对策
5.6.3 防止泡沫模样和铸件变形的措施
5.6.4 防止铸铝件针孔和缩松缺陷对策
5.6.5 其他铸件缺陷及防止措施
5.7 真空系统
5.7.1 真空泵的选型
5.7.2 真空系统控制与节能
5.7.3 气尘分离装置
5.8 V法铸造用材料
.5.8.1 塑料薄膜
5.8.2 V法涂料
5.8.3 型砂
5.9 V法铸造工艺装备
5.9.1 薄膜烘烤器
5.9.2 模具与模底板
5.9.3 负压砂箱
5.10 V法铸造工艺
5.10.1 浇注系统
5.10.2 通气孔与补缩冒口
5.10.3 V法铸造用砂芯
5.11消失模与V法造型线
5.11.1 消失模造型线
5.11.2 V法造型线
5.12消失模和V法铸造砂处理系统
5.12.1 砂冷却设备
5.12.2 砂处理系统
参考文献
第6章 金属型铸造
6.1 概述
6.1.1 铸造原理
6.1.2 工艺过程
6.1.3 工艺特点
6.1.4 应用范围
6.2 铸件工艺设计
6.2.1 基准面的选择
6.2.2 铸件在金属型中的位置
6.2.3 分型面的选择
……
第7章 压力铸造
第8章 低压铸造、差压铸造、真空吸铸和高压铸造
第9章 挤压铸造
第10章 离心铸造
第11章 连续铸造
第12章 快速铸造及铸造过程数值模拟2100433B
主要涵盖目前先进金属液态凝固成型领域的主要应用技术及发展前沿,包括:金属型铸造、压力铸造、差压与低压铸造、熔模铸造、挤压铸造、消失模铸造、离心铸造、半固态铸造和其他特种铸造技术,以及艺术铸造。主要内容涉及各项特种铸造技术的基本原理、典型技术工艺和设备,并安排有多种工业典型实例和思考题。
特种铸造工学基础相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 特种铸造生产实用手册
- 《特种铸造》
- 《特种铸造》2018版图书
- 特种铸造
- 特种阅览室
- 特种高性能橡胶复合材料关键技术及工程应用
- 特等卧室
- 特繁工种
- 特级原木
- 特级火黏土砖
- 特纳唐逊工程项目咨询(上海)有限公司
- 特置
- 特群(北京)技术培训中心
- 特聘煤矿安全群众监督员工作实用手册
- 特色与发展:教育教学改革与研究论文集
- 特色专业建设管理办法
- 云南省基础设施项目投资建设-回购(BT)合同范本
- 以BIM为基础的装配式建筑全生命周期管理问题
- 基于闭环反馈优化的IDC基础设施造价评估模型
- 有软弱下卧层时确定天然地基上基础底面积的简便方法
- 医药化工学院毕业论文(设计)指导教师阶段工作小结
- 易地扶贫搬迁安置点公共基础设施施工组织方案与对策
- 中国机械工程学会铸造学会
- 以位移为基础的钢筋混凝土桥梁墩柱抗震设计方法
- 云南省基础设施项目投资建设-回购(BT)合同范本
- 以工程和创新能力培养为导向的化工专业基础课程建设
- 厂房设备基础分部分项工程量清单与计价表
- 在役桥梁桩基础受冲刷作用影响的安全评价与分析
- 中华人民共和国特种设备-国家化学建筑材料测试中心
- 在浅覆盖土层上的深水基础导管架工作平台设计与施工
- 以项目为载体的机械设计基础课程探索与实践教学设计
- 整理精品关于简化特种设备安装改造维修告知书的通知
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司