依据所用涂料的种类而有不同的称呼,如底漆的涂层称为底漆层,面漆的涂层称为面漆层。一般涂料所得涂层较薄,约在20~50微米,厚浆型涂料则一次可得厚达1毫米以上的涂层。
是为了防护,绝缘,装饰等目的,涂布于金属,织物,塑料等基体上的塑料薄层。
高温电绝缘涂层
用铜、铝等金属做成的导线外面,或有绝缘漆、或有塑料、橡胶等绝缘包皮。然而,绝缘漆、塑料、橡胶都怕高温,一般超过200℃就会集化,失去绝缘性能。而许多电线正需要在高温下工作,那该怎么办呢"para" label-module="para">
高温电绝缘涂层根据其化学成分的不同,可分为许多种类。如石墨导体表面上的氮化硼或氧化铝、氟化铜涂层,到400℃仍有良好的电绝缘性能。金属导线上的搪瓷到700℃,磷酸盐为基的无机粘结剂涂层到1000℃,等离子喷涂氧化铝涂层在1300℃,都仍保持着良好的电绝缘性能。
高温电绝缘涂层已在电力、电机、电器、电子、航空、原子能、空间技术等方面获得了广泛的应用。
涂层造价信息
依据美国F.N.LONGO对热喷涂涂层的分类方法,涂层按功能可分为:
1、耐磨损涂层
包括抗粘着磨损、表面疲劳磨损涂层和耐冲蚀涂层。其中有些情况还有抗低温(<538℃)磨损和抗高温(538~843℃)磨损涂层之分。
2、耐热抗氧化涂层
该种涂层包括高温过程(其中有氧化气氛、腐蚀性气体、高于843℃的冲蚀及热障)和熔融金属过程(其中有熔融锌、熔融铝、熔融铁和钢、熔融铜)所应用的涂层。
3、抗大气和浸渍腐蚀涂层
大气腐蚀包括工业气氛、盐性气氛、田野气氛等造成的腐蚀;浸渍腐蚀包括饮用淡水、非饮用淡水、热淡水、盐水、化学和食品加工等造成的腐蚀。
4、电导和电阻涂层
该种涂层用于电导、电阻和屏蔽。
5、恢复尺寸涂层
该种涂层用于铁基(可切削与可磨削的碳钢和耐蚀钢)和有色金属(镍、钴、铜、铝、钛及他们的合金)制品。
6、机械部件间隙控制涂层
该种涂层可磨。
7、耐化学腐蚀涂层
化学腐蚀包括各种酸、碱、盐,各种无机物和各种有机化学介质的腐蚀。
上述各涂层功能中,与冶金工业生产有密切关系的是耐磨损涂层、耐热抗氧化涂层和耐化学腐蚀涂层。
涂层蒙皮涂层
能防护铝合金不受高速飞行时风沙和雨水冲蚀,不受海水和航空燃料的腐蚀并能改善空气动力学性能。涂层应经得住 200°C左右瞬间温度变化和强烈的日光辐照。飞机体积很大,烘烤条件受到限制,必须选用自干固化涂料,如丙烯酸或聚氨酯涂料。
涂层发动机涂层
整台发动机,从风扇到尾喷管的主要部件无不使用涂层。发动机涂层按用途分为抗氧化耐腐蚀涂层、隔热涂层、耐磨涂层和封严涂层。
①抗氧化耐腐蚀涂层:早期发动机因工作时间短而高温合金又含有足够的铬、本身能抗氧化,所以不施加涂层。然而,随着发动机寿命的延长和温度的提高,以及高温镍基合金中铬含量降到原有的50%,已不能抵抗高温氧化和热腐蚀,需要涂层防护。高温氧化和热腐蚀是涡轮叶片损坏的主要原因,可使工作寿命缩短到300小时。涂覆涂层后高温部件工作寿命可延长2~3倍。压气机转子和静子叶片使用含铝磷(铬)酸盐涂层保护。燃烧室既可使用高温搪瓷又可涂覆含铝磷(铬)酸盐涂层。涡轮转子和静子叶片多用加有铬、钛、硅、钇等改性元素的铝化物扩散涂层或扩散障涂层。加力燃烧室使用高温搪瓷或陶瓷涂层。 发展中的金属-铬-铝-钇包覆涂层的使用寿命比扩散涂层增加一倍以上,使用温度达1100°C。这种涂层常与氧化锆基隔热涂层组合使用,可降低温度50~100°C。
②耐磨涂层:影响发动机寿命的另一个因素是高温磨损,包括撞击磨损和微振磨损。爆炸喷涂或等离子喷涂碳化钨-钴、碳化铬-镍铬涂层最为有效。涂覆后,零件的耐磨损寿命可延长7~100倍,已在大型运输机的发动机上广泛使用。
③封严涂层:涂覆在发动机气流通道的间隙部分。涡轮的径向间隙每增大0.13毫米,发动机单位耗油量约增加0.5%;反之,减少0.25毫米,涡轮效率提高1%。另外,减少压气机的径向间隙还可以提高发动机的抗喘振能力,从而改善飞行安全性。常用的封严涂层要求硬度适中,既有强度又便于刮削。滑石粉涂层和镍-石墨涂层已获应用。正在研制中的氧化锆涂层能承受1300°C的高温。
涂层温控涂层
航天器在太空的热环境十分恶劣,背阳面温度可达-100°C,向阳面可达 120°C左右。为保证航天员的生命安全和仪器设备的正常运转,在航天器表面涂敷温控涂层可以平衡与空间的热交换,维持舱内的正常温度。已经获得应用的温控涂层有有机硅氧化锌、硅酸钾氧化锆和氧化铝涂层。
涂层火箭发动机涂层
液体火箭发动机一般采用再生冷却,不需要涂层保护,但有时为了增加温降,在燃烧室内壁喷涂氧化铝或氧化锆隔热涂层。姿态控制火箭发动机多使用铌、钼等难熔合金,必须有防氧化涂层的保护才能工作。“阿波罗”号飞船指挥舱和登月舱的姿态控制火箭采用涂有二硫化钼涂层的小型钼合金发动机。
涂层伪装涂层
用以隐蔽军事目标。现代侦察仪器探测能力已大大提高,伪装涂料不仅要求颜色和外形与背景协调,而且要有与背景接近的光谱反射性能。伪装涂层按适用的波段分为:反紫外、反可见光、反近红外、反中红外、反无线电波以及发展中的反多光谱照相伪装涂料。飞行器可用单色保护迷彩伪装,为使轮廓在复杂背景地区更难辨别,常采用变形迷彩。
涂层纺织涂层
是一种均匀涂布于织物表面的高分子类化合物。它通过粘合作用在织物表面形成一层或多层薄膜,不仅能改善织物的外观和风格,而且能增加织物的功能,使织物具有防水,耐水压,通气透湿,阻燃防污以及遮光反射等特殊功能。
涂层硬质合金涂层
在切削加工中,刀具性能对切削加工的效率、精度、表面质量有着决定性的影响。硬质合金刀具性能的两个关键指标—硬度和强度之间总存着矛盾,硬度高的材料强度低,而提高强度往往是以硬度的降低为代价。为了解决硬质合金材料中存在的这种矛盾,更好地提高刀具的切削性能,比较有效的一种方法是采用各种涂层技术在硬质合金基体上涂覆上一层或多层高硬度、高耐磨损性能的材料。硬质合金刀具表面上的涂层作为一个化学屏障和热屏障,减少了硬质合金刀具的月牙洼磨损,可以显著地提高加工效率、提高加工精度、延长刀具使用寿命、降低加工成本。
涂层的特点是涂层薄膜与刀具基体相结合,提高刀具的耐磨性而不降低基体的韧性,从而降低刀具与工件的摩擦因素,延长刀具的使用寿命。此外,由于涂层自身的热传导系数比刀具基体和加工材料低的多,能有效减少摩擦所产生的热量,形成热屏障,改变热量的散失途径,从而降低刀具与工件、刀具与切削之间的热冲击和力冲击,有效地改善刀具的使用性能。
刀具磨损机理研究表明,在高速切削时,刀刃温度最高可达900℃,此时刀具磨损不仅是机械摩擦磨损(刀具后面磨损),还有粘结磨损、扩散磨损、摩擦氧化磨损(刀具刀刃磨损及月牙洼磨损)和疲劳磨损,这5种磨损直接影响刀具的使用寿命。
涂层刀具涂层
刀具涂层技术通常可分为化学气相沉积(CVD)技术和物理气相沉积(PVD)技术两大类,分别评述如下。
一、CVD技术的发展
二十世纪六十年代以来,CVD技术被广泛应用于硬质合金可转位刀具的表面处理。由于CVD工艺气相沉积所需金属源的制备相对容易,可实现TiN、TiC、TiCN、TiBN、TiB2、Al2O3等单层及多元多层复合涂层的沉积,涂层与基体结合强度较高,薄膜厚度可达7~9μm,因此到八十年代中后期,美国已有85%的硬质合金工具采用了表面涂层处理,其中CVD涂层占到99%;到九十年代中期,CVD涂层硬质合金刀片在涂层硬质合金刀具中仍占80%以上。
尽管CVD涂层具有很好的耐磨性,但CVD工艺亦有其先天缺陷:一是工艺处理温度高,易造成刀具材料抗弯强度下降;二是薄膜内部呈拉应力状态,易导致刀具使用时产生微裂纹;三是CVD工艺排放的废气、废液会造成较大环境污染,与目前大力提倡的绿色制造观念相抵触,因此自九十年代中期以来,高温CVD技术的发展和应用受到一定制约。
八十年代末,Krupp.Widia开发的低温化学气相沉积(PCVD)技术达到了实用水平,其工艺处理温度已降至450~650℃,有效抑制了η相的产生,可用于螺纹刀具、铣刀、模具的TiN、TiCN、TiC等涂层,但迄今为止,PCVD工艺在刀具涂层领域的应用并不广泛。九十年代中期,中温化学气相沉积(MT-CVD)新技术的出现使CVD技术发生了革命性变革。MT-CVD技术是以含C/N的有机物乙腈(CH3CN)作为主要反应气体、与TiCL4、H2、N2在700~900℃下产生分解、化学反应生成TiCN的新工艺。采用MT-CVD技术可获得致密纤维状结晶形态的涂层,涂层厚度可达8~10μm。这种涂层结构具有极高的耐磨性、抗热震性及韧性,并可通过高温化学气相沉积(HT-CVD)工艺在刀片表面沉积Al2O3、TiN等抗高温氧化性能好、与被加工材料亲和力小、自润滑性能好的材料。MT-CVD涂层刀片适于在高速、高温、大负荷、干式切削条件下使用,其寿命可比普通涂层刀片提高一倍左右。目前,CVD(包括MT-CVD)技术主要用于硬质合金车削类刀具的表面涂层,涂层刀具适用于中型、重型切削的高速粗加工及半精加工。采用CVD技术还可实现α-Al2O3涂层,这是PVD技术目前难以实现的,因此在干式切削加工中,CVD涂层技术仍占有极为重要的地位。
二、PVD技术的发展
PVD技术出现于二十世纪七十年代末,由于其工艺处理温度可控制在500℃以下,因此可作为最终处理工艺用于高速钢类刀具的涂层。由于采用PVD工艺可大幅度提高高速钢刀具的切削性能,所以该技术自八十年代以来得到了迅速推广,至八十年代末,工业发达国家高速钢复杂刀具的PVD涂层比例已超过60%。
PVD技术在高速钢刀具领域的成功应用引起了世界各国制造业的高度重视,人们在竞相开发高性能、高可靠性涂层设备的同时,也对其应用领域的扩展尤其是在硬质合金、陶瓷类刀具中的应用进行了更加深入的研究。研究结果表明:与CVD工艺相比,PVD工艺处理温度低,在600℃以下时对刀具材料的抗弯强度无影响;薄膜内部应力状态为压应力,更适于对硬质合金精密复杂刀具的涂层;PVD工艺对环境无不利影响,符合现代绿色制造的发展方向。
随着高速切削加工时代的到来,高速钢刀具应用比例逐渐下降、硬质合金刀具和陶瓷刀具应用比例上升已成必然趋势,因此,工业发达国家自九十年代初就开始致力于硬质合金刀具PVD涂层技术的研究,至九十年代中期取得了突破性进展,PVD涂层技术已普遍应用于硬质合金立铣刀、钻头、阶梯钻、油孔钻、铰刀、丝锥、可转位铣刀片、异形刀具、焊接刀具等的涂层处理。
涂层介绍常见问题
-
涂层布主要是在布料的基础上采用特殊工艺涂布一层具有特殊功能的材料,使布料增加了特殊的功能。所以也称为功能性涂层面料。
-
常见涂层织物分类和详细介绍A.PU涂层织物:1.PU涂层织物,即聚氨酯涂层织物,涂后织物手感丰满,有弹性,表面有膜感。2.PU白胶涂层织物,即在织物表面涂一层白色聚氨酯树脂,作用基本同PA白胶,但是P...
-
看您测什么材料上的镀层吧,有磁性材料上的镀层,非磁性材料上的镀层还得看你的需求,总厚度大概多厚?LS223型号的涂层测厚仪,可以测量最后5mm,搜索看看
涂层介绍文献

 氟碳涂层介绍资料
氟碳涂层介绍资料
氟碳涂层介绍 在各种塑料之中,氟碳树脂塑料由于引入的氟元素电负性大, 碳氟键键能强, 使得氟碳树脂具有特别优越的各项特性:耐候性、耐热性、耐低温型、耐化学药 品性,而且还具有独特的不粘性和低摩擦性。 这些优良的特性, 使得氟碳树脂广 泛应用于建筑、化学工业、电气电子工业、机械工业、航空航天产业、家庭用品 等各个领域。 1. 氟碳树脂的种类 氟碳树脂家族常见的有 PTFE、PVDF、FEVE、PVF 四种。 PTFE(Poly tetra fluoro ethylene)即聚四氟乙烯树脂,于 1938年美国研发成 功,其优异的防腐性能,有“塑料王”之称。 “特富龙”是其别称,经常处在糖、 油脂、盐等多种成分在高温反应复杂环境中能保持不粘、自洁, PTFE轴承不需 要润滑油,具有自润滑性。 PVDF 即聚偏二氟乙烯树脂, 60年代出现,主要作为建筑涂料应用于金属装 饰板材保护涂层。经过三十年真
 彩色涂层钢板产品基本介绍
彩色涂层钢板产品基本介绍
彩色涂层钢板产品基本介绍 一、基材 色涂层钢板是以冷轧钢板, 电镀锌钢板或热镀锌钢板为基板经过 表面脱脂, 磷化,铬酸盐处理后,涂上有机涂料经烘烤而制成的产品,以冷 轧钢板作为基板的 彩涂板常用于室内低腐蚀的环境,如家具等,以电镀锌钢板为 基板的彩涂板常用 于对平整要求较高的家电行业、 室内装潢等, 以热镀锌钢板为基 板的彩涂板因具有 较强的耐腐蚀性能,主要用于建筑行业。 彩色涂层钢板是一种复合材料, 由基板和涂料组成, 兼有钢 板和有机材料两者 的优点,既有钢板的机械强度和易成型的性能, 又有有机材料良 好的装饰性,耐腐 蚀性,涂层结构分二涂一烘和二涂二烘。 一、彩色涂层钢板用基板: 按基板分类的彩色涂层钢板种类如下: 彩色涂层钢板、冷轧基板彩色涂层钢板、 热镀锌彩色涂层 钢板、热镀铝锌彩 色涂层钢板、镀 5%铝锌彩色涂层钢板、 镀 55%铝锌彩色涂层钢板、 电镀锌彩色涂层 钢板、 其它
1、 PA涂层,又叫AC胶涂层,即丙烯酸涂层,是最普通最常见的一种涂层,涂后可增加手感,防风,有垂感。
2、 PU涂层,即聚氨酯涂层,涂后织物手感丰满,有弹性,表面有膜感。
3、防绒涂层,即指防羽绒涂层,涂后能防止羽绒跑绒,适合做羽绒服面料。但涂层中凡有水压要求的PA涂层也叫防绒涂层。
4、 PA白胶涂层,即在织物表面涂一层白色的丙烯酸树脂,能增加布面的遮盖率,不透色,并使布面颜色更鲜艳
5、 PU白胶涂层,即在织物表面涂一层白色聚氨酯树脂,作用基本同PA白胶,但是PU白胶涂后手感更丰满,织物更有弹性,牢度更好。
6、 PA银胶涂层,即在织物表面涂一层银白色胶,使织物具有遮光,防辐射的功能,一般多用于窗帘、帐篷、服装。
7、 PU银胶涂层,基本功能同PA银胶涂层。但PU涂银织物具有更好的弹性、更好的牢度,对于帐篷等要求高水压的面料,PU涂银相对PA涂银更好。
8、珠光涂层,通过对织物表面珠光涂层,使织物表面具有珍珠般光泽,有银白色和彩色的。做成服装非常漂亮。也有PA珠光和PU珠光之分,PU珠光比PA珠光更加平整光亮,膜感更好,更有“珍珠皮膜”的美称。
9、油光涂层,涂后表面光滑油亮,一般适用做台布桌布。
10、有机硅高弹涂层,又叫纸感涂层。对于薄型棉布很适合做衬衣面料,手感丰满,很脆又富有弹性,具有很强的回弹性,抗皱。对于厚型的面料,弹性好,牢度好。
11、皮膜涂层,通过对织物表面进行压光和涂层,使织物表面形成皮膜,完全改变织物的风格。一般皮膜面做成服装的正面,有皮衣的风格。有亚光和有光两种,并可在涂层中添加各种颜色做成彩色皮膜,非常漂亮。
12、阻燃涂层,通过对织物浸轧或涂层处理,使织物具有阻燃效果。并可在织物表面涂成颜色或银色。一般用做窗帘、帐篷、服装等。
13、特富龙三防处理,通过对织物用杜邦特富龙处理,使织物具有防水、防油和防污的功能。
14、抗紫外线涂层,通过对织物进行抗紫外线处理,使织物具有抗紫外线的功能,即阻止紫外线穿透的能力。一般浅色较难做,深色比较容易达标 。
涂层刀具硬质涂层
TiAlN、CrN、TiAlCrN是近几年来开发的硬质涂层新材料。TiAlN涂层刀片已商品化。它的化学稳定性和抗氧化磨损性能好,用其加工高合金钢、不锈钢、钛合金和镍合金时的刀具寿命可比TiN涂层高3~4倍。此外,TiAlN涂层中如果有合适的铝浓度,切削时在刀具前刀面和切屑的界面上还会产生一层硬质的惰性保护膜,该膜有较好的隔热性,可更有效地用于高速切削。例如,美国Kennametal公司推出的H7刀片,系TiAlN涂层,是专为高速铣削合金钢、高合金钢和不锈钢等高性能材料而设计的。CrN是一种无钛涂层,适于切削钛和钛合金、铜、铝以及其它软材料,化学稳定性好,不产生粘屑。TiAlCrN是一种梯度结构涂层,不仅具有高的韧性和硬度,而且摩擦因数也较小,适用于铣刀、滚刀、丝锥等多种刀具,切削性能明显优于TiN。
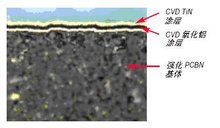
此外,纳米超薄膜涂层工艺已日趋成熟。据报道,日本某公司推出了一种高速强力型钻头,它是在韧性好的K类(WC+Co)硬质合金基体上交互涂覆了1,000层TiN和AlN超薄膜涂层,涂层厚度约2.5微米。使用表明,该钻头的抗弯强度与断裂韧性可大幅度提高,其硬度则与CBN相当,刀具寿命可提高2倍左右。该公司还开发出ZX涂层立铣刀,超薄膜镀层数达2,000层,每层厚度约1nm,用该立铣刀加工60HRC的高硬度材料,刀具寿命远高于TiCN和TiAlN涂层刀具。第八届中国国际机床展览会(CIMT2003)上,瑞士某公司推出的纳米结构涂层(AITiN/SiN) 立铣刀,其涂层硬度为45GPa,氧化温度1100℃,切削对比试验表明,其寿命比TiN涂层立铣刀高3倍,比TiAlCN涂层立铣刀高2倍。除上述AITiN/SiN、TiAlCN新涂层外,还有特定功能的涂层,如MoS2、DLC润滑涂层,其摩擦因数小(0.05),适于涂覆丝锥、钻头等刀具,可改善排屑性能,或者作为复合涂层的表面涂层,减少切屑的粘结。
涂层相关推荐
- 相关百科
- 相关知识
- 相关专栏
- cocos3d
- COLOR!——室内设计师专用配色方案500
- Concepts NREC
- Concrete
- CONSTEEL电炉炼钢法
- Construction Sites 磁铁书:建筑工地现场
- Control Logix系统在给水处理行业中的应用
- Cooper轮碾压实机
- CorelDRAW 图形设计经典案例详解
- CorIDRAWX3创意设计百例
- COX建筑师事务所
- CPⅢ
- CPDA注册项目数据分析师培训教程
- CPE钢管机组
- CPLP圆偏光屏
- CPR1000核电站DCS培训系统
- 以色列CQM-换热器自动清洗装置ATCS技术介绍
- 中国火电之五大发电集团地方电厂及所属公司详细介绍
- 公伯峡发电厂房尾水砼悬空带状牛腿梁施工支撑方案介绍
- 功率参数对超音速等离子制备高铝铜合金涂层组织影响
- 广州新白云国际机场旅客航站楼钢结构安装综合技术介绍
- 机械工程仪器学中可编程逻辑控制器介绍
- 交换机基础功能介绍
- 介绍造纸中段污水处理节能新设备鼓风式潜水曝气机
- 介绍一种新型空调器冷凝器利用冷凝水提高能效比
- 介绍一种新型沉排沙垫式软体排设计和施工工艺
- 某玻璃纤维增强水泥GRC轻质墙施工组织设计方案介绍
- 两种预处理对硬质合金金刚石涂层附着力影响对比
- 李家峡水电站厂房2×350t桥机主跨梁拉运技术介绍
- 嘉兴桐星水泥有限公司纯低温余热发电技术改造工程介绍
- 建筑工程质量管理与控制介绍(施工方)
- 建筑工程全穿插施工作业介绍讲义
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司