涂布斯
涂布斯,是佛山市顺德区景建建材有限公司注册商标,油漆; 清漆; 木材涂料(油漆); 陶瓷涂料; 涂料(油漆); 底漆; 漆; 防火漆; 黑亮漆; 防污涂料;
申请/注册号 18453028
申请日期 2015年11月27日
国际分类 2
申请人名称(中文)佛山市顺德区景建建材有限公司
商标类型 一般
涂布斯造价信息
编辑
| 业务名称 |
时间 |
| 等待注册证发文 |
2017年03月07日 |
| 等待受理通知书发文 |
2016年03月28日 |
| 申请收文 |
2015年11月27日 |
涂布斯创立于2015年12月,是佛山市顺德区景建建材有限公司旗下品牌。涂布斯位于涂料之家顺德杏坛,是专业主营生产销售液体壁纸漆、水性涂料、肌理壁膜、艺术涂料、内墙漆、外墙漆的品牌。
涂布斯常见问题
-
近年来,随着国内外交流的日益增多,国际上著名品牌涂料产品在国内使用也日渐普遍,其涂布率概念也为许多使用单位所接受,即以“m 2 /L”来表示产品的使用量。由于我国现有的涂料试验方法标准中还没有测定涂布...
-
16.00 16.00≥20千克 硝基涂布漆,飞机硝基涂布漆,高收缩力硝基涂布漆 中泰致远(天津)涂料有限公司
-
涂布线棒是用来制备特定厚度的湿膜,由于比较精细,价格也不低。例如OSP的挤压式涂布线棒,能制备很薄的湿膜;而RK涂布线棒则是简单快速有效,能制备4-500微米的湿膜;还有一个是RDS品牌,这个品牌有双...
涂布斯文献

 彩色铝箔涂布加工工艺
彩色铝箔涂布加工工艺
彩色铝箔涂布加工工艺 【内容提要】彩色铝箔印刷与涂布工艺过程必须由保护层 /印刷层 /铝箔层 /印刷层 /黏合层等组成,但最 基本的工艺组成必须有涂布保护层、铝箔印刷层、涂布黏合层,通过铝箔印刷涂布机来完成。目前多数彩 色铝箔印刷涂布设备的涂布工序用网纹辊涂布装置,也称为网线涂布方法。 彩色铝箔印刷与涂布工艺过程必须由保护层 /印刷层 /铝箔层 /印刷层 /黏合层等组成, 但最基本的工艺组成 必须有涂布保护层、铝箔印刷层、涂布黏合层,通过铝箔印刷涂布机来完成。目前多数彩色铝箔印刷涂布 设备的涂布工序用网纹辊涂布装置,也称为网线涂布方法。使用的涂布网纹辊的表面是由网穴与网墙组成 的。辊上的凹点通常称为网穴,高的部分被称为网墙或网线,网墙与网穴的比例约为 1:5。网纹辊经加工 后表面镀一层厚度为 0.015~0.02 毫米的硬铬,以增加网纹辊表面硬度,其硬度值为: HRc62~65。对铝箔 进
 多彩漆施工涂布量提供
多彩漆施工涂布量提供
一.多彩漆配套产品体系及参考用量(所用材料应符合相关标准) : 1. 封闭透明底漆一遍 SGD205 参考用量:涂布量: 0.1~ 0.2kg/ ㎡ 2. 中层色 ① 平涂中途 SGE100两遍 参考用量:涂布量: 0.2~0.3kg/ ㎡ ② 凹凸面造型材料 真石漆 参考用量: 3-5kg/ ㎡ ZSG100 弹性拉毛 参考用量: 0.4-1.0kg SGZ100/SGZ400 质感涂料 参考用量: 2-3kg/ ㎡ ZSG200 3. 水包水多彩涂料主材,二遍 ZSG400(调色) 参考用量:平面效果: 0.3-0.8kg/ ㎡;凹凸面效果: 0.5-1.8 kg/ ㎡(根据板材效果 而定) 4. 罩光清漆 SGM100,2-3遍 参考用量: 0.1-0.2 kg/ ㎡ 二.施工操作 1. 底漆滚涂或喷涂: 1.1 施工方法:喷涂 / 滚涂。 腻子层表面形
纸张涂布的方法可分为机上涂布与机后涂布两种,各有其优缺点,概略如下:
机上
所谓机上涂布是将抄纸机与涂布机连结在一起,即涂布机(coater) ,是抄纸机(paper machine)上的一个部分单元,由于涂布机的涂布速度须与抄纸机的车速相同,适合生产单一种类而需求量大的涂布纸。机上涂布的优缺点如下:
优点:
涂布机与抄纸机连结在一起,故无卷筒操作时之纸头纸尾的损纸发生。
不需专用的空间来储放待用的原纸卷。
机器占用的空间较小。
不需卷筒、搬运即装卸铁芯,故可减少人工之需要。
不需专用的干燥设备与原纸架及裁切机,因此装贵成本较低。
作业单纯,适宜种类少、数量大之涂布纸大量生产。
可提早辨认原纸品质的问题。
缺点:
l.变化弹性小,不适于生产品种多、数量少之涂布纸。
2.若涂布机或抄纸机发生故障时,会造成另一机器的停车。
机后
机后涂布则是将抄纸机与涂布机完全分开,各自独立放置于不同的地点,将抄纸机所抄的原纸卷筒后送至涂布机的原纸架上,需经后段加工时,再由涂布机施以涂布的工作。其优缺点归纳如下:
优点:
涂布机与抄纸机各自独立,因此一台涂布机可以涂布好几台抄纸机所抄制的各种纸张。
变化弹性大,适于生产各种等级的涂布产品。
涂布机的车速一般较抄纸机快,因此调度很容易,加工生产量也较大。
适合生产成品种类多、数量少之涂布纸张。
提供优良的涂布品质。
涂布机与抄纸机分开,故两者之一遇有故障时,不会相互影响造成机器皆需停车之困扰。
缺点:
原纸在卷筒操作时必会有纸头纸尾的损纸产生,损纸率较大。
原纸卷筒及存放,需较高的人工费用和厂房空间。
涂布机需配岂原纸架、裁纸机、涂料干燥等设备,所以机器所占空间较大,且所需设备费用较贵。
由上述可知,机上涂布法有其成本较低的优势,而欲改善机上涂布加工纸之品质可从多方面着手,如改良涂布机、干燥方式与压光设备等硬件方面,或提高固形份和减少接着剂用量等涂布配方;本此实验乃希望利用塑料颜料来改善涂布纸张之不透明度、光泽度、印刷光泽度等印刷适性,同时添加辅助接着剂以改良涂料之保水度、高剪力黏度等操作性。
在过去,由于受限于涂布机之设备与抄纸机之车速,机上涂布通常只能生产涂布量较低的涂布纸,如LWC等,或是作为需经后段加工之预涂纸。而在新一代涂布机的改良后,一种名为HSM之涂布机已能提高涂布量,相信在经过不久的努力后,机上涂布加工纸也能达到类似铜版纸之效果。
浙江麦斯特姆(嘉兴)涂布有限公司旗下品牌“麦斯特姆(Maestro)”品牌源自奥地利道尔逊家族,以花纸拓印为主,其产品主要应用在宫廷、教堂和贵族的室内装饰中,深受上流社会的喜爱。1820年,威廉.道尔逊招募人才,整合花纸作坊,在大格洛克纳重新设立了Maestro品牌。追溯其一生无数佳作,曾得到国王弗兰茨一世的极度推崇与赏赐。
文章出处:“涂布在线资讯”公众号
微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。这种新的涂布方式结构简单,工艺重复性好并且可靠。
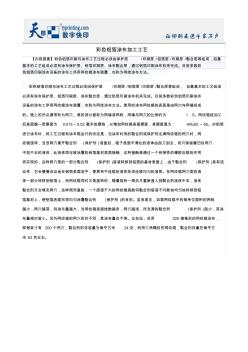
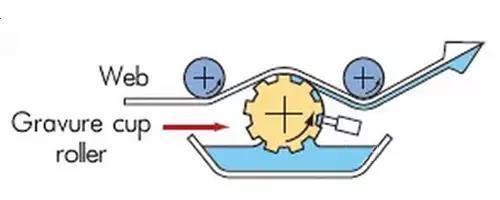
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating),如下图。
什么是微凹辊?
接触式
为什么要选择接触式的呢?
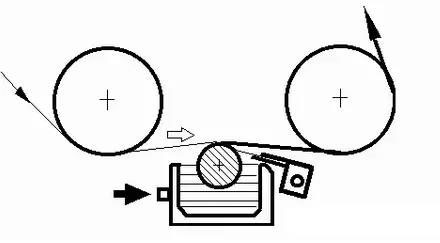
传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
反转式
反转有什么优势?
所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
据涂布在线了解,如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(film splitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
微凹辊 vs 其他涂布方式
那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?
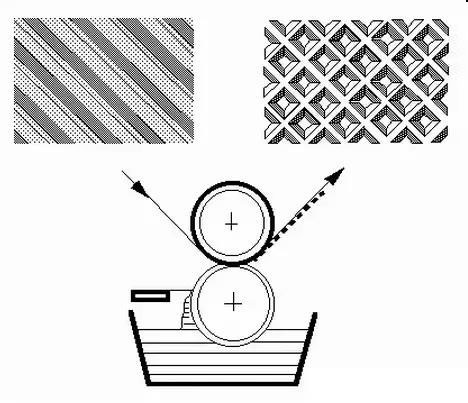
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125 到 250 毫米。而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
据涂布在线了解,辊的直径越小,那意味着基材与辊的接触线就越小,当这个接触线越小的时候,出现涂布缺陷的可能就会越小。
如同传统的网纹辊涂布一样,微凹辊的涂布工艺中,辊筒浸润在涂布胶盘中,通过转动把溶液带起,然后通过刮刀把多余的溶液刮除,剩余的溶液填充在微凹辊的孔穴中,孔穴中的积液以一定的比率转移到涂布基材上。
网纹辊涂布结构
辊筒网纹设计

如果想得到整个幅面均匀的涂布厚度,就需要保证辊筒的带胶在整个幅面上也是均匀并且精确的。
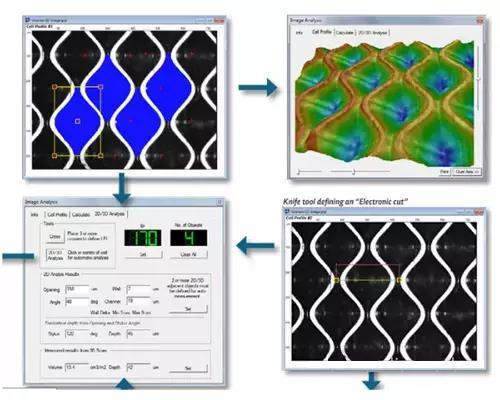
所以整个过程中,辊筒的孔穴容积率和刮刀的设置是决定涂布量的关键因素。一个好的微凹辊供应商会精确地检测制造的微凹辊的孔穴质量和计算孔穴的容积率,并且提供详细的检测报告。
容积率计算
孔穴质量检测
微凹辊的刮刀和大部分传统网纹辊工艺的刮刀是非常不同的。主要的差异是刮刀的柔韧性及刮刀和微凹辊的接触角度。
相比于传统网纹辊的刮刀,微凹辊的刮刀应该选择更薄的厚度和韧性更强的材料。刮刀压在微凹辊上压力应该尽量轻。
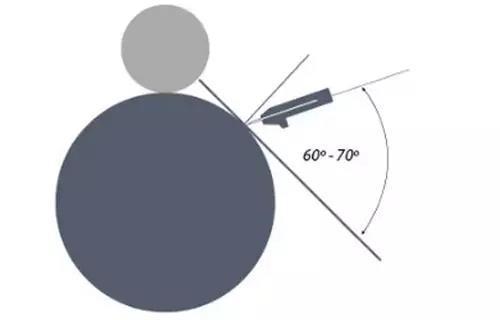
刮刀与微凹辊的接触角度与传统网纹辊比,应该更陡。
据涂布在线了解,传统网纹辊的接触角度如果沿接触点画延长线的话应该是差不多经过辊筒的中心线,而刮刀与微凹辊的接触角度差不多是辊筒的切线角度。
因为如果微凹辊与刮刀的角度处于非切线的位置时,你会发现刮刀的磨损会非常严重和迅速,辊筒和刮刀的寿命都会因此减少很多。
传统网纹辊刮刀接触角度
不同的刮刀选择

微凹辊涂布量的微调整方法
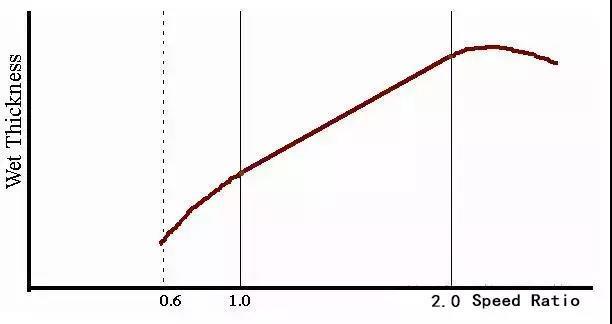
在微凹辊涂布工艺中,基材的速度与涂布辊筒的速度的比值,对于涂布厚度的影响至关重要。
据涂布在线了解,随着辊筒转速的加快,在一定的范围内,涂布量会逐步地增加,等达到一定的峰值,又会呈现下降的趋势,整个曲线如同钟形,而并非会一直增加,其实这点很容易想象。
通常来讲,辊筒的转速比最低应该高于60%,不然可能带不上足够多的胶水,100%-130%是一个比较常规且比较稳定的设置,130%-200%的设置范围内,转速比越往上,涂布量越高,当超过200%时,涂布量反而开始下降,并且变得不稳定。
尽管微凹辊上的孔穴设计是决定涂布量的关键参数,也就是你花钱买了个辊,上面的孔穴定了,然后告诉你你只能涂这个涂布量,那这种涂布方式也太没有亲和力了,性价比极具下降,有没有?
但是这个时候你可以调转速比,从另外一个角度又给涂布量的变化提供了一种可能,突然之间,幸福感又满满了!
通常来说,这个可调的窗口为+/-10%或者更多一些,比方说你买的辊的标准涂布量是50um,那通过转速比的调整你可以涂45-55um的厚度,并且可以保证并不影响涂布质量。
涂布斯相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 空调滴水消除器
- 激光打印机
- 山西吉祥特种门业有限公司
- 辽宁省辉乐豪铜门有限责任公司
- 宿州闼闼晨瑞木业有限公司
- 吉安吉祥铝塑板业有限公司
- 威尔顿瓷砖
- 罗宾汉RLY-2008
- 一种用于污水净化和回用的生物生态组合的方法及装置
- 香港集成光电有限公司
- 回转鼓风机
- 窗井、设备吊装口、排水沟、集水坑
- 医疗IT配电系统洁净电源解决方案
- 环保工程集中控制柜
- 会议桌面插座
- 深圳市云教智能科技有限公司
- 中国石化与巴斯夫合资化工生产基地扩建项目获得批准
- 关于意大利斯培面亚—帕尔马铁路隧道地质和施工问题
- 关于乌斯吐苏木七爷艾力嘎查饮水安全工程水源井设计
- 华烨煤业有限公司瓦斯治理示范矿井建设规划及工作方案
- 恒大海上威尼斯地块项目工程深基坑开挖监理细则
- 基于B/S和GIS瓦斯治理辅助分析系统设计与实现
- 巨厚火成岩下高突煤层工作面瓦斯综合治理技术应用
- 勘察阶段深埋长大隧中道煤层瓦斯涌同与突出预测
- 凯斯水平定向钻机和挖掘装载机服务于浦东供水改造工程
- 基于贝叶斯网络城市轨道交通CBTC系统SIL
- 25万吨轻量涂布纸纸机项目管理监理月报
- 阿达姆斯液控蝶阀
- 扬子石化巴斯夫有限责任公司二期扩建项目融资顺利签约
- 硬岩中隧洞快速施工尼塞特·斯特格杰水电工程的分析
- 凯斯工程机械面向销售人员开展
- 萨彦舒申斯克水电站导流泄水孔受损资料评估空蚀强度
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司