碳素结构钢及合金结构钢焊丝
碳素结构钢及合金结构钢焊丝是指碳素结构钢和合金结构钢用的实芯焊丝,也是制造电焊条的焊芯用钢丝。根据国家标准《熔化用钢丝》规定,按材质分为:碳素结构钢焊丝、合金结构钢焊丝、不锈钢焊丝、硬质合金钢焊丝和有色金属焊丝等儿大系列。
碳素结构钢及合金结构钢焊丝基本信息
| 中文名 | 碳素结构钢及合金结构钢焊丝 | 定 义 | 是指碳素结构钢和合金结构钢用的实芯焊丝 |
|---|
结构钢焊丝
一般低碳钢焊件采用的焊丝有H08A;重要的低碳钢焊件用H08Mn和H08MnA;中强度焊件用H15A;强度较高的焊件用H15Mn 。
焊接强度等级为300~350MPa的普通碳素钢时,采用H08A、H08Mn和H08MnA等焊丝。
焊接优质碳素钢和低合金结构钢时,可采用碳素结构钢焊丝或合金结构钢焊丝,如H08Mn、H08MnA、H10Mn2以及H10Mn2MoA等。
碳素结构钢及合金结构钢焊丝造价信息
结构钢焊丝
一般低碳钢焊件采用的焊丝有H08A;重要的低碳钢焊件用H08Mn和H08MnA;中强度焊件用H15A;强度较高的焊件用H15Mn 。
焊接强度等级为300~350MPa的普通碳素钢时,采用H08A、H08Mn和H08MnA等焊丝。
焊接优质碳素钢和低合金结构钢时,可采用碳素结构钢焊丝或合金结构钢焊丝,如H08Mn、H08MnA、H10Mn2以及H10Mn2MoA等。
碳素结构钢及合金结构钢焊丝常见问题
-
它的区别是:碳素钢钢中除了铁碳以外,还含有炉料带入的少量合金元素Mn、Si、AI,杂质元素P、S及气体N、H、O等,合金钢则是为了获得某种物理、化学或力学性能而有意添加了一定量的合金元素铬、镍、钼、钒...
-
合金结构钢由于添加了合金元素镍、硅、铬、锰、钼、硼等,对钢材的焊接性能、综合力学性能进行改善,碳素结构钢就是不添加合金元素对刚才性能进行改变的钢材,你可以理解碳就是一种合金元素,碳素结构钢就是含碳的钢...
-
优质碳素结构钢强度高!普通碳素结构钢强度低!其用途作用受力方面也不一样!
碳素结构钢及合金结构钢焊丝文献

 碳素结构钢和低合金结构钢热轧厚钢板
碳素结构钢和低合金结构钢热轧厚钢板
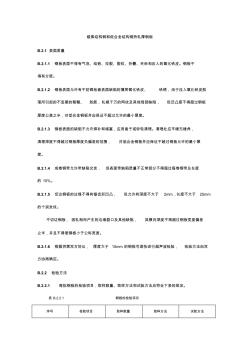
碳素结构钢和低合金结构钢热轧厚钢板 B.2.1 表面质量 B.2.1.1 钢板表面不得有气泡、结疤、拉裂、裂纹、折叠、夹杂和压入的氧化铁皮。钢板不 得有分层。 B.2.1.2 钢板表面允许有不妨碍检查表面缺陷的薄层氧化铁皮、 铁锈,由于压入氧化铁皮脱 落所引起的不显著的粗糙、 划痕,轧辊千万的网纹及其他局部缺陷, 但凹凸度不得超过钢板 厚度公差之半,对低合金钢板并应保证不超过允许的最小厚度。 B.2.1.3 钢板表面的缺陷不允许焊补和堵塞,应用凿子或砂轮清理。清理处应平缓无棱角, 清理深度不得超过钢板厚度负偏差的范围, 对低合金钢板并应保证不超过钢板允许的最小厚 度。 B.2.1.4 成卷钢带允许带缺陷交货, 但表面带缺陷质量不正常部分不得超过每卷钢带总长度 的 10%。 B.2.1.5 切边钢板的边缘不得有锯齿形凹凸, 但允许有深度不大于 2mm,长度不大于 25mm 的个别发纹。 不切
 45号碳素结构钢与Q345低合金结构钢的比较
45号碳素结构钢与Q345低合金结构钢的比较
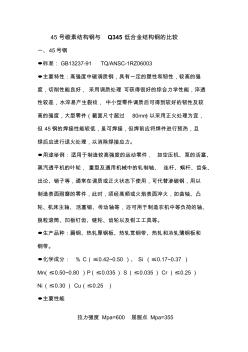
45号碳素结构钢与 Q345 低合金结构钢的比较 一、45号钢 ●标准: GB13237-91 TQ/ANSC-1RZ06003 ●主要特性:高强度中碳调质钢,具有一定的塑性和韧性,较高的强 度,切削性能良好, 采用调质处理 可获得很好的综合力学性能,淬透 性较差,水淬易产生裂纹, 中小型零件调质后可得到较好的韧性及较 高的强度,大型零件(截面尺寸超过 80mm)以采用正火处理为宜, 但 45钢的焊接性能较低,虽可焊接,但焊前应将焊件进行预热,且 焊后应进行退火处理,以消除焊接应力。 ●用途举例:适用于制造较高强度的运动零件, 如空压机、泵的活塞、 蒸汽透平机的叶轮, 重型及通用机械中的轧制轴、 连杆、蜗杆、齿条、 出论、销子等,通常在调质或正火状态下使用,可代替渗碳钢,用以 制造表面耐磨的零件,此时,须经高频或火焰表面淬火,如曲轴、凸 轮、机床主轴、活塞销、传动轴等,还可用于
2015年12月10日,《大型锻件用优质碳素结构钢和合金结构钢》发布。
2016年11月1日,《大型锻件用优质碳素结构钢和合金结构钢》实施。
基本信息
标准号 StandardNo:GB/T 3524-2005
中文标准名称StandardTitle in Chinese:碳素结构钢和低合金结构钢热轧钢带
英文标准名称:Hot-rolled carbon and low alloy structural steel strips
发布日期IssuanceDate :2005-07-21
实施日期ExecuteDate: 2006-01-01
首次发布日期FirstIssuance Date :1983-03-05
标准状态StandardState :现行
复审确认日期ReviewAffirmance Date :
计划编号Plan No:
代替国标号ReplacedStandard :GB/T 3524-1993
被代替国标号ReplacedStandard:
废止时间RevocatoryDate :
采用国际标准号AdoptedInternational Standard No: ISO 6316:2000
采标名称AdoptedInternational Standard Name:
采用程度ApplicationDegree : NEQ
采用国际标准AdoptedInternational Standard : ISO
国际标准分类号(ICS) :77.140.50
中国标准分类号(CCS) :H46
标准类别StandardSort:产品
标准页码Number ofPages:
标准价格(元)Price(¥) : 8
主管部门Governor :中国钢铁工业协会
归口单位TechnicalCommittees :全国钢标准化技术委员会
起草单位DraftingCommittee: 2100433B
焊丝轧制类
大多数焊丝属于此类,包括碳钢焊丝、低合金结构钢焊丝、合金结构钢焊丝、不锈钢焊丝和有色金属焊丝等 。
常见焊丝:
SKD11 > 0.5~3.2mm HRC 56~58 焊补冷作钢、五金冲压模、切模、刀具、成型模、工件硬面制作具高硬度、耐磨性及高韧性之氩焊条,焊补前先加温预热,否则易产生龟裂现象。
63度刀口刃口焊丝> 0.5~3.2mm HRC 63~55,主要应用于焊拉刀模,热作高硬度具模,热锻总模,热冲模,螺丝模,耐磨耗硬面,高速钢,刀口修复。
SKD61 > 0.5~3.2mm HRC 40~43 焊补锌、铝压铸模、具良好之耐热性与耐龟裂性、热气冲模、铝铜热锻模、铝铜压铸模、具良好耐热、耐磨、耐龟裂性。一般热压铸模常有龟甲裂纹状,大部分是由热应力所引起,亦有因表面氧化或压铸原料之腐蚀所引起,热处理调至适当硬度改善其寿命,硬度太低或太高均不适用。
70N > 0.1~4.0mm焊丝特性与用途:高硬度钢之接合,锌铝压铸模龟裂、焊合重建、生铁/铸铁焊补。可直接堆焊各种铸铁/生铁材料,也可做为模具龟裂之焊合,使用铸铁焊接时,尽量将电流放低,用短距离的电弧焊接,钢材进行部份之预热,焊接后之加热以及慢慢冷却。
60E> 0.5~4.0mm特性与用途:专用焊高拉力钢之接合,硬面制作之打底,龟裂之焊合。高强度焊丝,含镍铬合金成份高,专业用于防破裂底层焊接、填充打底用,拉力强,并可修补钢材焊后龟裂现象。抗拉强度: 760 N/mm² 廷伸率: 26%
8407-H13 > 0.5~3.2mm HRC 43~46 制锌、铝、锡等有色合金及铜合金之压铸模,可用作热锻或冲压模。具高韧性、耐磨性及防热熔蚀性佳,抗高温软化,防高温疲劳性良好,可焊补热作冲头、 铰刀、轧刀、切槽刀、剪刀...等做热处理时,需防止脱碳,热工具钢焊后所产生之硬度太高易发生破裂。
-防爆裂打底焊丝 > 0.5~2.4mm HB~300 高硬度钢之接合,硬面制作之打底,龟裂之焊合。高强度焊丝,含镍铬合金成份高,用于防破裂底层焊接、填充打底,拉力强,并可修补钢材之龟裂焊合重建。
718 > 0.5~3.2mm HRC 28~30 大型家电、玩具、通信、电子、运动器材等塑料产品模具钢。塑料射出模、耐热模、抗腐蚀模,切削性、蚀花性良好,研磨后表面光泽性优良,使用寿命长。预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产生融合不良及等缺陷。
738 > 0.5~3.2mm HRC 32~35 半透明及需有表面光泽之塑料产品模具钢,大型模具,产品形状复杂及精度高之塑料模用钢。塑料射出模、耐热模、抗腐蚀模、蚀花性良好,具备优良加工性 能,易切削抛光和电蚀,韧性及耐磨性佳。预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产生熔合不良及等缺陷。
P20Ni > 0.5~3.2mm HRC 30~34 塑料射出模、耐热模(铸铜模)。以焊接裂开敏感性低的合金成份设计,含镍约1%,适合PA、POM、 PS、PE、PP、ABS塑料,具良好之抛光性,焊后无气孔、 裂纹,打磨后有良好之光洁度,经真空脱气,锻造后,预硬至HRC 33度,断面硬度分布均一,模具寿命达300,000以上。预热温度250~300℃后热温度400~500℃,作多层焊补时,采用后退法焊补,较不易产 生融合不良及等缺陷。
NAK80 > 0.5~3.2mm HRC 38~42 塑料射出模、镜面钢。高硬度,镜面效果特佳,放电加工性良好,焊接性能极好,研磨后,光滑如镜,为世界最进步,最优秀塑模钢,加入易削元素,切削加工容易,具高强韧性及耐磨不变形特性,适合各种透明塑料产品之模具钢。预热温度300~400℃后热温度450~550℃,作多层焊补时,采用后退法焊补,较不易产生熔合不良及等缺陷。
S136 > 0.5~1.6mm HB~400 塑料射出模,抗腐蚀、渗透性良好。高纯度、高镜面度,抛光性良好,抗锈防酸能力极佳,热处理变形少,适合PVC、PP、EP、PC、PMMA塑料,耐腐蚀及容易加工的模件及夹具,超镜面耐蚀精密模具,如橡胶模具、照相机部件、透镜、表壳等。
皇牌钢> 0.5~2.4mm HB200 铁模、鞋模、软钢焊接、易雕刻蚀花,S45C 、S55C 钢材等修补。质地细密、软、易加工、不会有气孔产生,预热温度200~250℃ 后热温度350~450℃。
BeCu (铍铜) > 0.5~2.4mm HB300 高导热的铜合金模具材料,主加元素为铍,其适用于塑料注塑成型模具的内镶件、模芯、压铸冲头、热流道冷却系统、导热嘴、吹塑模具的整体型腔、磨耗板等。钨铜材料则应用在电阻焊、电火花、电子封装以及精密机械设备等。
CU(氩焊铜) > 0.5~2.4mm HB200 此焊支用途广泛,可焊补电解片、铜合金、钢、青铜、生铁、一般铜件之焊补。机械性能良好,可用于铜合金之焊接修补,也可用于焊接钢和生铁、铁的接合。
油钢焊丝 > 0.5~3.2mm HRC 52~57 冲裁模、量规、拉模、穿孔冲头、可广泛使用在五金冷冲压,手饰压花模等,通用特殊工具钢、耐磨、油冷。
Cr钢焊丝 > 0.5~3.2mm HRC 55~57 冲裁模、冷作成型模、冷拉模、冲头、高硬度、高韧性、线切割性良好。焊补前先加温预热,焊补后请做后热动作。
MA-1G > 1.6~2.4mm,超镜面焊丝,主要应用于军工产品或要求极高的产品。硬度HRC 48~50 马氏体时效钢系,铝压铸模,低压铸造模,锻造模,冲裁模,注塑模的堆焊。特殊硬化高韧度合金,非常适用于铝重力压铸模、浇 口、延长使用寿命的2~3倍,可制作非常精密之模具、超镜面(浇口补焊,使用不易热疲劳裂痕)。
高速钢焊丝(SKH9) > 1.2~1.6mm HRC 61~63 高速钢,耐用性为普通高速钢的1.5~3倍,适用于制造加工高温合金、不锈钢、钛合金、高强度钢等难加工材料的刀具、焊补拉刀、热作高硬度工具、模具、 热锻总模、热冲模、螺丝模、耐磨耗硬面、高速度钢、冲具、刀具、电子零件、螺纹滚模、牙板、钻滚轮、滚字模、压缩机叶片及各种模具机械零件等 ...。经过欧洲工业水准严格品质管制,高含碳量,成份优良材料内部组织均匀,硬度稳定,而且耐磨性、韧性、耐高温等 ...。特性皆比一般同等级之材料为佳。
氮化零件焊补焊丝> 0.8~2.4mm HB~300 适用于氮化后模具,零件表面修补。
焊丝铸造类
有些合金,如钴铬钨合金,不能锻、轧和拔丝,而用铸造方法制成。它主要用于工件表面的手工堆焊,以满足如抗氧化、耐磨损和高温下耐腐蚀等特殊性能要求。采用连续浇注和液态挤压可制造出长达数米的钴铬钨焊丝,用于自动填丝钨极气体保护电弧焊,以提高焊接效率和堆焊层质量,同时还能改善劳动条件。铸铁补焊有时也采用铸造焊丝。
焊丝药芯类
用薄钢带卷成圆形或异形钢管,内填一定成分的药粉,经拉制成的有缝药芯焊丝,或用钢管填满药粉拉制成的无缝药芯焊丝(见图)。用这种焊丝焊接熔敷效率高,对钢材适应性好,试制周期短,因而它的使用量和使用范围不断扩大。这种焊丝主要用于二氧化碳气体保护焊、埋弧焊和电渣焊。药芯焊丝中的药粉成分一般与焊条药皮相似。含有造渣、造气和稳弧成分的药芯焊丝焊接时不需要保护气体,称自保护药芯焊丝,适用于大型焊接结构工程的施工。
早在1950年代初气保护药芯焊丝便已开始开发问市,但至1957年才开始广为 商业上使用。此种方法可说是取自埋弧焊与CO2焊接(指实心)的优点组合而成,焊剂包在焊丝内并藉外围CO2气体的保护可使焊接时产生较柔和且稳定的电弧以及低飞溅为其特点。开发之初只有大丝径焊丝(2.0—4.0mm),用于重大工件的平焊与横焊。直至1972年小丝径焊丝开始发展才大大的扩展了药芯焊丝使用的领域。
自保护药芯焊丝,是在气保护药芯焊丝问市不久,便被发展出来,而且也很快的被工业界广为认同于特定的用途上。
两者最大的不同点在第二单元便已有所述明,本单元将做整体的探讨。
焊丝介绍
药芯焊丝的制造过程控制非常严谨,由于熔填金属来自钢片皮材及焊剂所含的成份,制造前尺寸与化学成份均需详细核对以确保品质。
由于焊材内部空间受到限制,焊剂颗粒的大小愈显得重要,颗粒间形成类似鸟巢般结合在一起,焊剂成份元素不均匀。
绝大部分的药芯焊丝均由一扁平金属薄片长条逐段经过滚卷成U型断面,粒状焊剂填充于U型金属槽中然后再经最后的密封滚卷步骤,将焊剂紧紧的滚压在管形焊丝内
卷成管形的焊丝再经过一连串抽拉动作成为最后需要的丝径,此抽拉的动作也可以使填充的焊剂均匀的固定在焊丝皮材内。
制造/生产过程中如何不使焊丝内因管制不良而造成部分线材形成中空(没有焊剂)是药芯焊丝生产品质的关键。另外线材表面亦需光滑平顺且清洁否则将影响送丝的顺畅及焊接电流的传迅。焊丝包装成卷或成桶以避免线材相互纠缠或折损,通常成卷丝材均以塑胶套包封后并放置干燥剂使避免材料受潮,包封后的材料再放入硬纸盒内送出。
在母材较厚时断面多为对接(BUTT)方式且焊剂量较少,绝大多数的碳钢及低合金钢,丝径在2.8mm及以下均为此种形状断面,类如不锈钢等高合金且丝径较大时,丝材内需较大的空间包容焊剂与合金元素断面形状则多成叠接或心形(LAP及HEART SHAPED)接头。
焊丝特点
前已述及药芯焊丝突显了许多焊接方法的有利特性,例如焊剂部分扮演了与被覆焊条能改善熔填金属化学成分与机械性之功能。生产效率上又有气体保护金属电弧焊及埋弧焊的特点。
药芯焊丝可用于碳钢,低合金高张力钢,高强度淬火回火钢,不锈钢以及硬面耐磨钢材等的焊接。
药芯焊丝是很有发展前途的新型焊接材料,国产药芯焊丝的品种和用量与日俱增。与实心焊丝相比药芯焊丝有如下优缺点。
⑴优点:
1)对各种钢材的焊接,适应性强 调整焊剂的成分和比例极为方便和容易,可以提供所要求的焊缝化学成分。
2)工艺性能好,焊缝成形美观 采用气渣联合保护,获得良好成形。加入稳弧剂使电弧稳定,熔滴过渡均匀。
3)熔敷速度快,生产效率高 在相同焊接电流下药芯焊丝的电流密度大,熔化速度快,其熔敷率约为85%-90%,生产率比焊条电弧焊高约3-5倍。
4)可用较大焊接电流进行全位置焊接。
⑵缺点
1)焊丝制造过程复杂
2)焊接时,送丝较实心焊丝困难
3)焊丝外表容易锈蚀,粉剂易吸潮,因此对药芯焊丝保存一管理的要求更为严格
碳素结构钢及合金结构钢焊丝相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 激光补模焊丝
- 模具氩焊丝
- 玻璃器:璆琳琅玕
- 堆焊药芯焊丝
- 电动工具使用与维修960问
- NAK80模具焊丝
- 德维尔整体衣柜
- CMC氮化焊丝
- MRA-8407焊丝
- 装修施工队
- 杰森橱柜
- CMC-DC53补模焊丝
- 好嘢超劲免钉胶
- MRA-718焊丝
- 玻璃分析检验员
- 气体焊丝
- 中国被动式太阳房及太阳能建筑市场监测及发展策略研
- 新型基于热力学法的水泵效率数学模型及应用
- 全热回收地源热泵空调机组的系统及工程方案设计
- 正荣润璟诸楼及A区地下室抗浮锚杆工程竣工验收报告
- 支持群体设计的工程数据库管理系统的结构及实现
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 中国民宿消费市场格局分析及十三五发展环境分析报告
- 中国焊接学会堆焊及表面工程专委会
- 政府投资工程类项目材料设备采购风险浅析及应对策略
- 影响水利工程质量监督职能发挥的主要因素及对策分析
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 医用洁净空调系统设计调试中易忽视的问题及设计优化
- 园林景观工程在推进城乡宜居环境建设中的问题及思考
- 张峰水库供水发电洞洞内埋管及电站厂房明管制安施工
- 智能社区路灯及景观灯监控系统方案V2-BAIDU
- 中国钢铁厂烧结机的烟气特点及部分钢铁厂烧结机信息
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司