碳化钨粉性质
碳化钨粉性质
碳化钨粉呈深灰色粉末,能溶于多种碳化物中,尤其是在碳化钛中的溶解度很大,形成TiC-WC固熔体。钨与碳的另一个化合物为碳化二钨,化学式为W2C,熔点为2860℃,沸点6000℃,相对密度17.15。其性质、制法、用途同碳化钨粉。
碳化钨粉造价信息

碳化钨粉用途
碳化钨粉主要用于生产硬质合金。在碳化钨粉中,碳原子嵌入钨金属晶格的间隙,并不破坏原有金属的晶格,形成间隙固溶体,因此也称填隙(或插入)化合物。
标准号:GB/T 4295-2008
发布日期2008-03-31 实施日期2008-09-01
中国标准分类号(CCS)H71 国际标准分类号(ICS)77.160
主管部门 :中国有色金属工业协会
归口单位:全国有色金属标准化技术委员会
发布单位:中华人民共和国国家质量监督检验检疫总局、中国国家标准化管理委员会
碳化钨粉性质常见问题
-
钨粉是氧化钨在氢气的氛围中,加热后脱氧生成钨粉,碳化钨粉是钨粉与碳黑在加热的条件下进行相互渗透扩散,生成碳化钨粉。
-
钨粉完完全是钨元素钨元素含量一般在98%以上,有极少量的杂志,但是碳化物是纯钨粉经过碳化的,也就是说是钨粉和碳元素的发生反映之后的结果,钨元素含量一般在80%左右。
-
碳化钨是一种由钨和碳组成的化合物。为黑色六方晶体,有金属光泽,硬度与金刚石相近,为电、热的良好导体。碳化钨不溶于水、盐酸和,易溶于硝酸-的混合酸中。纯的碳化钨易碎,若掺入少量钛、钴等金属,就能减少脆性...
每年生产的碳化钨粉主要供国内使用,部分出口到日本、美国、德国、意大利、法国、瑞典等国家。
范围
本标准规定了碳化钨粉的要求、实验方法、检验规则。
本标准适用于生产硬质合金等用的碳化钨粉
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本使用本标准
GB/T 3249 难容金属及化合物粉末粒度的测定方法、费氏法
GB/T 4324(所有部分)钨化学分析方法
GB/T 5124(所有部分)硬质合金分析方法
GB/T 5314 粉末冶金用粉末的取样方法
GB/T 13390 金属粉末比表面积的测定,氮吸附法
Ct | Cf | Fe | Mo | K | Na | Si | Al | Ca | Mg | S |
杂质含量Max. (%) | ||||||||||
6.13 ± 0.05 | 0.06 | 0.02 | 0.01 | 0.0015 | 0.0015 | 0.004 | 0.002 | 0.002 | 0.001 | 0.001 |
碳化钨粉生产
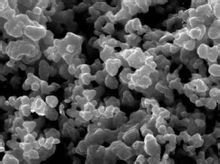
用金属钨粉和炭黑为原料,按一定比例配成混合料,将混合料装入石墨舟皿中,置于炭管炉内或高中频感电炉中,在一定温度下进行炭化,再经球磨、筛分即得碳化钨粉。
等级 | WC (%,Min.) | C % | 杂质(%,Max. ) | |||||||||
Total c (%) | Free c(%) | Al | As | Bi | Ca | Mg | Cd | Cr | Cu | Fe | ||
FWC-1 | 99.8 | 6.08~6.18 | 0.08 | 0.001 | 0.001 | 0.0002 | 0.0045 | 0.001 | 0.0002 | 0.006 | 0.0008 | 0.03 |
FWC-2 | 99.7 | 6.08~6.18 | 0.08 | 0.001 | 0.0015 | 0.0003 | 0.005 | 0.0015 | 0.0003 | 0.007 | 0.001 | 0.05 |
K | Na | Mn | Mo | Ni | P | Pb | S | Sb | Si | Sn | V | - |
0.0015 | 0.001 | 0.001 | 0.004 | 0.006 | 0.001 | 0.0002 | 0.001 | 0.0005 | 0.0035 | 0.0002 | 0.0008 | - |
0.002 | 0.0015 | 0.0015 | 0.01 | 0.007 | 0.0015 | 0.0003 | 0.0015 | .0.0005 | 0.005 | 0.0003 | 0.001 | - |
碳化钨粉按其平均粒度范围分为16个牌号,其表示方法如下:
示例: FWC 100-140
FWC表示碳化钨粉 100-140表示1.0μm-14.0μm平均粒度范围
化学成分
| 主含量 WC |
杂质含量,不大于 |
||||||||
| Al |
Ca |
Fe |
K |
Mg |
Mo |
Na |
S |
Si |
|
| ≥99.8 |
0.002 |
0.002 |
0.02 |
0.0015 |
0.002 |
0.01 |
0.0015 |
0.002 |
0.003 |
| *对于平均粒度不小于14μm的粗颗粒碳化钨粉,要求Fe≤0.05% |
|||||||||
碳化钨粉的费氏平均粒度、比表面积、总碳、游离碳、化合碳、氧含量应符合规定
过筛
碳化钨粉应过筛。费氏平均粒度10μm,筛网孔径不得大于180μm
| 牌号 |
比表面积 (m2/g) |
平均粒度范围/μm |
氧含量% 不大于 |
总碳 % |
游离碳% 不大于 |
化合碳% 不小于 |
| FWC02-04 |
>2.5 |
--- |
0.35 |
6.20~6.30 |
0.20 |
6.07 |
| FWC04-06 |
1.5~2.5 |
--- |
0.30 |
6.15~6.25 |
0.15 |
6.07 |
| FWC06-08 |
--- |
≥0.60~0.80 |
0.20 |
6.13~6.23 |
0.12 |
6.07 |
| FWC08-10 |
--- |
>0.80~1.00 |
0.18 |
6.08~6.18 |
0.08 |
6.07 |
| FWC10-14 |
--- |
>1.00~1.40 |
0.15 |
6.08~6.18 |
0.06 |
6.07 |
| FWC14-18 |
--- |
>1.40~1.80 |
0.15 |
6.08~6.18 |
0.06 |
6.07 |
| FWC18-24 |
--- |
>1.80~2.40 |
0.12 |
6.08~6.18 |
0.06 |
6.07 |
| FWC24-30 |
--- |
>2.40~3.00 |
0.10 |
6.08~6.18 |
0.06 |
6.07 |
| FWC30-40 |
--- |
>3.00~4.00 |
0.08 |
6.08~6.18 |
0.06 |
6.07 |
| FWC40-50 |
--- |
>4.00~5.00 |
0.08 |
6.08~6.18 |
0.06 |
6.07 |
| FWC50-70 |
--- |
>5.00~7.00 |
0.08 |
6.08~6.18 |
0.06 |
6.07 |
| FWC70-100 |
--- |
>7.00~10.00 |
0.05 |
6.08~6.18 |
0.06 |
6.07 |
| FWC100-140 |
--- |
>10.00~14.00 |
0.05 |
6.08~6.18 |
0.06 |
6.07 |
| FWC140-200 |
--- |
>14.00~20.00 |
0.05 |
6.08~6.18 |
0.06 |
6.07 |
| FWC200-260 |
--- |
>20.00~26.00 |
0.05 |
6.08~6.18 |
0.06 |
6.07 |
| FWC260-350 |
--- |
>26.00~35.00 |
0.08 |
6.08~6.18 |
0.06 |
6.07 |
外观质量
碳化钨粉的外观呈灰色,随产品粒度增加,颜色由深到浅。颜色应均匀一致,无目视可见夹杂物。
根据费氏粒度,碳化钨粉可分为十二个等级:
等级 | Fsss.(µ) | O2 (%,Max.) |
WC-2 | 1.00~1.49 | 0.18 |
WC-3 | 1.50~1.99 | 0.15 |
WC-4 | 2.00~2.49 | 0.12 |
WC-5 | 2.50~2.99 | 0.10 |
WC-6 | 3.00~3.49 | 0.08 |
WC-7 | 3.50~3.99 | 0.08 |
WC-8 | 4.00~4.49 | 0.08 |
WC-9 | 4.50~4.99 | 0.08 |
WC-10 | 5.00~6.99 | 0.08 |
WC-11 | 7.00~8.99 | 0.08 |
WC-12 | 9.00~14.99 | 0.08 |
WC-13 | 15.00~25.00 | 0.08 |
1、主含量按杂质减量法计算。杂质含量分析按GB/T 4324的规定进行
2、总碳、游离碳按GB/T5124的规定进行。化合碳按总碳减去游离碳之差计算。氧含量按GB/T4324的规定进行。碳化钨粉的平均粒度按GB/T3249的规定进行。碳化钨粉的比表面积按GB/T13390的规定进行
3、产品的外观质量用目视检查。
碳化钨粉外包装用铁桶,内包装用聚乙烯塑料袋,严密封口。
碳化钨粉运输时,应防止潮湿,不得距离碰撞。
碳化钨粉储存时,应存放于干燥、通风、无酸碱气氛之处,严防氧化。存放期不宜超过半年。
碳化钨粉性质文献

 管内约束碳化钨粉末电爆喷涂涂层的特性
管内约束碳化钨粉末电爆喷涂涂层的特性
为实现用碳化钨粉末作为喷涂材料制备电爆喷涂涂层,开发了一种连续送粉的管内约束电爆喷涂方法,试验研究了初始电压及喷涂距离对涂层特性的影响。结果表明:在一定的喷涂距离范围内,这种方法可以使碳化钨颗粒全部以熔融状态形成液相涂层,这类涂层致密度较高,与基体有较高的结合强度,当喷涂距离很小时,如1mm,涂层表面呈现气相沉积的特征。随着喷涂距离的增大,爆炸产物中部分熔融粒子开始凝固成固相颗粒,形成含有固相颗粒的涂层,这种涂层的致密度下降,与基体结合强度较低。随着初始电压的升高,获得液相涂层和含有固相颗粒的涂层的喷涂范围增大。
 镍_碳化钨复合电沉积过程的研究
镍_碳化钨复合电沉积过程的研究
镍_碳化钨复合电沉积过程的研究
本标准所包含的规定条文,通过在本标准中引用而成为本标准的规定条文。严格履行本标准规定条文。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
氧化钨产品:如钨酸、钨酸钠、钨酸铵、仲钨酸铵、偏钨酸铵、三氧化钨、蓝色氧化物、黄色氧化钨、紫色氧化钨、磷钨酸钠、钨硼酸镉聚钨酸钠磷钨酸 磷钨酸水合物、无水氧化钡钇钨、钨酸铯、钨酸汞、氧化钨铵等。
钨粉和碳化钨粉:掺杂钨粉,各种牌号的钨合金粉,如纳米钨粉和纳米钨碳化钨粉、细颗粒钨粉和细颗粒碳化钨粉、粗颗粒钨粉和粗颗粒碳化钨粉。
纯钨金属制品:如钨金属颗粒、钨金属磨料、钨球、钨粒、钨棒、钨条、炼钢钨条、钨电极、稀土钨电极、钨杆、改拉钨丝、绞直钨杆、绞直钨丝、钨丝、白钨丝、黑钨丝、粗钨丝、细钨丝、钨螺旋、钨灯丝、绞合钨丝、钨针、钨加热子、钨加热元件、钨舟、钨蒸发舟、钨坩埚、钨圆片、钨盖板等。
钨铁:如用于钨钢冶炼的钨含量大于65%的各类钨铁。
高比重合金制品:飞镖桶、飞镖杆、高尔夫球头、球拍的配重和钨螺丝、钨合金鱼坠子、钨合金镇纸、赛车和摩托车钨合金曲轴配重、放射性医疗设备钨合金屏蔽材料、放射性核材料用钨合金屏蔽件、手机、钟表的钨合金振子、船艇业钨合金配种,军用预制破碎片、替代铅的绿色子弹和散弹、穿甲弹弹芯、钨合金防护装甲、高爆弹末敏弹填充合金、各类火箭弹、火箭炮弹喷射口、喷嘴、航空航天器陀螺仪转子、民航飞机配重填充物、飞机刹车片、直升飞机起落架部件等各类民用和军事领域。
钨银制品:多用于导电、放电和接触材料,包括银钨棒、钨银条、银钨电极、银钨触点、银钨触片、银钨针、银钨板、银钨片、银钨薄板、钨银箔、银钨方棒、银钨圆棒等。
钨铜制品:多用于导电、放电、热沉和接触材料,主要用于电子、计算机、手机等通讯材料的真空开关、和封装等,包括钨铜板、钨铜圆柱、钨铜线、钨铜块、钨铜棒、钨铜条、钨铜管、钨铜圆盘、钨铜电子封装片、钨铜热沉产品、钨铜热沉基座,钨铜热沉基材和钨铜军工用产品如火箭等需要耐高温且可以高速吸热和散热的材。
硬质合金:切削工具被称为现代工业的牙齿,是现代工业切、割、磨、削、铣、钻、刨等工艺中不可或缺的重要工具。常规的硬质合金工具主要有:硬质合金机械切削工具、硬质合金刀片、硬质合金可转位刀片、硬质合金旋转挫、硬质合金锯片、硬质合金铣刀、硬质合金地质矿山工具、硬质合金钻头(硬质合金球齿、硬质合金镶齿钻头、硬质合金钻孔机钻头、硬质合金砖石钻)、硬质合金耐磨零件、硬质合金棒材、硬质合金板材、硬质合金片、硬质合金喷嘴、硬质合金球、硬质合金刀头、硬质合金防滑钉、硬质合金模具、硬质合金结构零件、硬质合金密封件、硬质合金轴承、硬质合金环、硬质合金耐高压高温腔体、硬质合金顶锤、硬质合金压紧模、硬质合金顶砧等各类对于高硬度、高强度、耐强酸碱等工作环境有要求的材料。
钼制品:氧化钼、钼粉、钼铁、钼棒、钼条、钼板、钼圆盘、钼箔、钼坩锅、钼舟、钛锆钼合金、TZM、TZC、二硅化钼加热元件、钼片、钼丝、线切割钼丝、钼杆、钼铜、钼环、钼锭、钼带、钼垫片、钼镧合金产品、钼顶头、钼针、钼管、钼溅射靶材、钼钨合金、钼灯碗、钼铬合金、钼销、钼螺杆、钼笼屉、钼格栅、钼丝网、钼料盘、钼隔热罩、钼料提升架、钼螺丝、钼重锤、钼锻件、钼隔热屏、钼加热带、钼加热子、钼绞丝、钼流口、钼烧结件、钼夹头、蓝宝石单晶炉、真空烧结炉、氢气烧结炉部件等。
碳化硅、立方氮化硼、金属陶瓷等制品以及稀土产品。
稀土产品:氧化稀土、氯化稀土、稀土金属、稀土合金、甩带片、永磁材料等稀土制品。
《铸造碳化钨粉》是2018年5月1日实施的一项中国国家标准。
- 中文名
- 铸造碳化钨粉
- 国际标准书号ISBN
- GB/T 2967-2017
- 出版社
- 中华人民共和国国家质量监督检验检疫总局、中国国家标准化管理委员会
国家标准《铸造碳化钨粉》由TC243(全国有色金属标准化技术委员会)归口上报,TC243SC4(全国有色金属标准化技术委员会粉末冶金分会)执行,主管部门为中国有色金属工业协会。
主要起草单位 自贡长城硬面材料有限公司 、厦门金鹭特种合金有限公司 、广州有色金属研究院 、有色金属技术经济研究院 。
主要起草人 李伟 、余伟 、李玉玺 、张守全 、谭立新 、刘辛 、吴艳华 。
碳化钨粉相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 蓄能供热机
- LQRY导热油泵
- 红牌H-YL-YJ402
- 亚油酸
- 厨房完全手册
- 氟污染
- 己二醇
- 红牌H-YL-YJ403
- 异己二醇
- 东风GS润滑油
- 星狮润滑油
- 酸式氟化铵
- 加拿大森科尔润滑油
- 红牌K180L
- 索尔孚润滑油
- 红牌H-YL-YJ404
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 云母含量对风化花岗岩路基土工程性质影响的试验
- 伊拉克美索不达米亚平原软土分布特征及工程性质分析
- 工程基础知识土工程判定和评估岩土工程性质分类
- 工程项目施工准备工作按其性质及内容通常包括技术准备
- 模块式加筋土挡墙墙面板与土工格栅之间摩擦性质
- 建筑材料物理性质
- 基于统计分析粉土区域变化规律及其物理力学性质
- 引进树种印度黄檀木材解剖构造及物理力学性质的初步研究
- 二级建造师考试施工管理建设工程监理的工作性质
- 三峡船闸边坡卸荷扰动区范围及岩体力学性质弱化程度研究
- 前驱体碳化粉末反应火焰喷涂制备TiC增强金属复合涂层
- CaOH_2改善弱酸性软土水泥土工程性质的试验研究
- 材料的基本性质习题与解答
- 土力学粘性土的物理化学性质内容丰富
- 土木工程地质学讲义岩体的工程地质性质
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司