陶瓷坯体管自动切割线技术指标
测速范围:0.1m/min-3m/min 设备尺寸:长5m。
陶瓷坯体管自动切割线造价信息
陶瓷素坯管材的在线同步切割与自动接驳转移。
陶瓷坯体管自动切割线技术指标常见问题
-
就是切割刀体为一条细线,由于刀体是线,则可以在切割的任意时刻360度任意转向.结果是可以切割出任意形状的加工工件.目前线切割多是依靠类似电弧放电现象溶解金属,从而达到切割效果,所以,线切割只能应用与金...
-
图形切割,在左侧工具栏绘图工具那一项里面【图形切割T96_TCutDrawing】
-
推荐昆山稳不落配线器材有限公司,位于中国.昆山,是一家以研发、生产、经销为一体的企业,公司生产及经销范围:线槽、扎带、温控器、端子排、导轨、缠绕管、号码管、热收缩管、绝缘子、风扇、过滤网组、微动开关、...
陶瓷坯体管自动切割线技术指标文献

 陶瓷砖试验技术指标统计
陶瓷砖试验技术指标统计
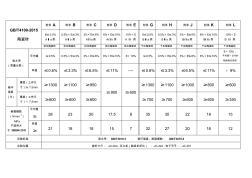
GB/T4100-2015 陶瓷砖 附录 A 附录 B 附录 C 附录 D 附录 E 附录 G 附录 H 附录 J 附录 K 附录 L E≤ 0.5% AⅠa类 0.5%<E≤3% AⅠb 类 3%<E≤6% AⅡa类 6%<E≤10% AⅡb 类 10%<E A Ⅲ 类 E≤0.5% BⅠa类 0.5%<E≤3% BⅠb 类 3%<E≤6% BⅡa类 6%<E≤10% BⅡb 类 10%<E B Ⅲ 类 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 挤压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 干压陶瓷砖 吸水率 (质量分数) 平均值 ≤0.5% 0.5%<E≤3% 3%<E≤6% 6%<E≤10% E>10% ≤0.5% 0.5%<E≤3% 3%<E≤6% 6%<E≤10% E>10%, 平均值> 20%时 制造商应说明 单值 ≤0.6% ≤3.

一种精陶质卫生陶瓷坯体及其制造方法专利目的
《一种精陶质卫生陶瓷坯体及其制造方法》用于克服2010年3月前已有技术的缺陷而提供一种釉面质量好、使用寿命长、生产成本低、产品合格率高的精陶质卫生陶瓷坯体及其制造方法。
一种精陶质卫生陶瓷坯体及其制造方法技术方案
一种精陶质卫生陶瓷坯体,其特别之处是,所述坯体原料包括如下质量份的物质:球土10-30,高岭土20-35,瓷土5-15,石英5-15,煅烧高岭上10-25,硅灰石5-15。
上述精陶质卫生陶瓷坯体,所述坯体原料加入如下质量份的物质:高岭石5-15,长石2-5。
上述精陶质卫生陶瓷坯体,所述坯体原料由如下质量份的物质组成:球土20,高岭土20,瓷土15,石英10,煅烧高岭土17,硅灰石10,高岭石5,长石3。
上述精陶质卫生陶瓷坯体制造方法,它包括原料称取、泥浆制备、注浆成型、脱模干燥等步骤,所述泥浆制备步骤的主要工艺参数如下:泥浆浓度(克/200毫升)360-380,细度(350目筛余%)6-10,吸浆速度(毫米/45分钟)5-6.5,流动性V0(秒)50-70。
一种精陶质卫生陶瓷坯体及其制造方法改善效果
《一种精陶质卫生陶瓷坯体及其制造方法》通过优选精陶质坯体原料及合理控制各原料的添加比例,控制莫来石、石英等晶相含量,减少玻璃相含量,降低其高温塑性形变,达到降低精陶质卫生陶瓷变形的目的;在降低坯体吸湿膨胀的同时,提高坯体在200℃的热膨胀系数,使釉面承受较高的压应力,因而提高了精陶质卫生陶瓷成品的抗龟裂性能,保证其具有足够长的使用寿命。以该发明坯体制造的卫生陶瓷产品,总收缩率低于7%以下,标准变形度在7毫米以下,可以减少卫生陶瓷制品在干燥及烧成过程中的开裂缺陷和变形缺陷,釉面针孔缺陷少,无需使用化妆土来减少针孔,简化了生产工艺,提高了生产效率和产品合格率。该发明方法可从根本上解决瓷质卫生陶瓷坯体收缩大、变形大的问题,适合用于制造瓷质卫生陶瓷坯体无法满足设计要求的大尺寸、结构复杂的产品。
1、加入泥浆后,陶瓷泥浆不会增稠,不会影响泥浆的流动性,易于泥浆的输送,从根本上解决了目前普遍使用的木质素类和羧甲基纤维素钠(CMC)坯体增强剂的缺陷:即严重影响泥浆流动性,不易输送及对干燥温度敏感等。产品粘度有600-1000视需而定。
2、当泥浆喷雾干燥后,其分子链互相交链,形成网络结构,坯体粉料进入网状结构而被粘结在一起,起骨架作用,显著提高了坯体的强度。
3、泥浆悬浮及流动性好,增强效果显著,尤其能够显著提高干燥前的生坯强度,减少坯体破损且不会在瓷砖中形成任何黑心。
4、本产品能在坯体泥料仍含5%水份的条件下就能显著提高坯体强度,解决在压机刚压出砖转坯时易缺边等的缺陷。
图1是瓷质卫生陶瓷坯体XRD图谱;
图2是《一种精陶质卫生陶瓷坯体及其制造方法》精陶质卫生陶瓷坯体XRD图谱。
陶瓷坯体管自动切割线相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 陶瓷坯胎
- 陶瓷填料
- 陶瓷工业节能减排与污染综合治理
- 陶瓷板材
- 陶瓷板自动液压机
- 陶瓷棉
- 陶瓷洗面器
- 陶瓷生产废水
- 陶瓷电火花加工
- 陶瓷电热锅
- 陶瓷砖自动液压机
- 陶瓷粉体机械制备方法
- 陶瓷绝缘子脉冲高压闪络击穿机理研究
- 陶瓷颗粒增强钢基表层复合材料的界面连续性控制
- 陶瓷-金属复合材料
- 陶瓷CBN砂轮
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 云计算技术在城市轨道交通运营指挥管理系统中的应用
- 圆管涵工程数量表(20201022195115)
- 园林绿化养护精细化管理对河源市园林景观的影响分析
- 云南省昆明市建设局建筑工程深基坑施工安全管理规定
- 原来这就是辨别冷热水管正确方法商家终于肯说实话了
- 中国施工企业管理协会科学技术奖技术创新成果申报书
- 支持群体设计的工程数据库管理系统的结构及实现
- 水利管理单位信访工作
- 圆CFRP-钢管混凝土偏压构件荷载-变形关系分析
- 中国石化北京设计院标准工艺装置管道垫片选用规定
- 以建筑工程资料管理的规范化促进工程质量的管理监督
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 有关建筑工程造价管理面临的问题与其处理手段
- 永春县农田水利设施产权制度改革和运行管护机制试点
- 定征复合板材粘接层性质的非线性超声兰姆波方法
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司