双向拉伸聚丙烯薄膜
双向拉伸聚丙烯薄膜(BOPP)一般为多层共济薄膜,是由聚丙烯颗粒经共挤形成片材后,再经纵横两个方向的拉伸而制得。
双向拉伸聚丙烯薄膜基本信息
| 中文名称 | 双向拉伸聚丙烯薄膜 | 外文名称 | Biaxially oriented polypropylene film |
|---|---|---|---|
| 特点 | 质轻、无毒、无臭、防潮 | 简写 | BOPP |
| 缺点 | 延伸率较PP低,热封性能差 | 熔点 | 170 |
性能参数如下:
密度g/cm3 | 0.91 | 浊度% | 0.5 ~ 1.2 |
熔点℃ | 170 | 热收缩率% (120℃,15min) | 2 ~ 3 |
拉伸强度MPa | 纵:>120 横:>200 | 透湿度g/(cm2·24h) (38℃,90%RH) | 5 ~ 8 |
断裂伸长度% | 纵:150 ~ 190 横:50 ~ 70 | 透氧度 cm3·100um/(m2·24h) (23℃,0%RH) | 350 ~ 400 |
冲击强度J/cm | 750 | ||
撕裂强度N/mm | 4 ~ 5 | 使用温度范围℃ | -20 ~ 120 |
双向拉伸聚丙烯薄膜造价信息
根据双向拉伸聚丙烯薄膜的用途分为以下几类:
1.普通型BOPP薄膜
2.BOPP热封膜
3.BOPP香烟包装膜
4.BOPP珠光膜
5.BOPP金属化膜
6.BOPP消光膜
7.BOPP防雾膜
8.BOPP复书膜
9.BOPP防伪膜
10.BOPP纸球膜
由于拉伸分子定向,所以这种薄膜的物理稳定性、机械强度、气密性较好,透明度和光泽度较高,坚韧耐磨,是目前应用最广泛的印刷薄膜,一般使用厚度为20~40 μ m ,应用最广泛的为20 μ m 。双向拉伸聚丙烯薄膜主要缺点是热封性差,所以一般用做复合薄膜的外层薄膜,如与聚乙烯薄膜复合后防潮性、透明性、强度、挺度和印刷性均较理想,适用于盛装干燥食品。由于双向拉伸聚丙烯薄膜的表面为非极性,结晶度高,表面自由能低,因此,其印刷性能较差,对油墨和胶黏剂的附着力差,在印刷和复合前需要进行表面处理。
双向拉伸聚丙烯薄膜常见问题
-
机械加工中,通常把0.01毫米称为“丝”或者“道”。 正确的 1毫米=100丝=1000微米。大家不要被误导了!
-
一般的30元左右一平方米,也有更贵的,规格也有不同的,不知道你想要买什么样子的。
-
可分为通用CPP(General CPP,简称GCPP)薄膜、镀铝级CPP(Metalize CPP,简称MCPP)薄膜和蒸煮级流延聚丙烯薄膜CPP(R...

双向拉伸聚丙烯薄膜特点
双向拉伸聚丙烯薄膜 具有质轻、无毒、无臭、防潮、机械强度高,尺寸稳定性好、印刷性能良好、透明性好等优点。具有高透明度、光泽好、阻隔性好、抗冲强度高、耐低温等优点。其缺点是热合时易发生薄膜收缩(热收缩烟膜利用其热收缩性能除外)。它的综合性能优于防潮
玻璃纸、聚乙烯( PE )薄膜、PET薄膜。BOPP薄膜还具有极佳的印刷效果。代表的物性数据为:浊度<1.5%;光泽度>85%;拉伸强度( 纵向/横向 )>120/200MPa;断裂伸长率( 纵向/横向 )<180%/65%;弹性模量为1700~2500Mpa;脆化温度为-50℃。
缺点:延伸率较PP低,热封性能差,独立使用时不易封口,使用时一般与PE等具有良好热封性的薄膜复合。
优点:抗拉强度高,阻隔性能好,透明度高。
广泛应用于食品、糖果、香烟、茶叶、果汁、牛奶、纺织品等的包装,有"包装皇后"的美称。BOPP薄膜应用之广、污染之低以及对森林自然资源的保护,使其成为比纸张和聚氯乙烯( PVC )更受人欢迎的包装材料;制造工艺简易可靠、价格合理又使它成为比双向拉伸聚酯( BOPET )薄膜和双向拉伸尼龙( BOPA )薄膜更为普遍使用的包装材料。BOPP膜可与其它物殊性能的材料复合以进一步提高或改善性能,常用的材料有PE膜,流涎聚丙烯( CPP )膜,聚偏氯乙烯( PVDC )、铝膜等。
双向拉伸聚丙烯薄膜文献

 PVC压延双向拉伸薄膜问题及解决
PVC压延双向拉伸薄膜问题及解决
再生资源网 http://www.bianbao.net/ 本文摘自再生资源回收 -变宝网( www.bianbao.net ) PVC 压延双向拉伸薄膜问题及解决 在 PVC压延双向拉伸薄膜生产中, 经常会遇到诸如收缩性过 大、薄膜薄厚不均、 穿孔多等缺陷, 严重时会造成薄膜大量浪费、 客户无法使用甚至无法正常生产。 如何克服上述缺陷是保证产品 质量、降低生产成本、提高企业竞争力的关键。今天就向大家介 绍压延双向拉伸薄膜生产中应注意的几个问题及相应对策。 PVC压延工艺仍然是薄膜生产中最佳及最经济的工艺,该领 域的最新发展已大幅度扩展了其应用领域。 各种 PVC薄膜仍是最 流行的产品, 如土工膜、 大棚膜、灯箱膜、水床膜、粮食熏蒸膜。 而双向拉伸薄膜虽然是以进口生产线为主进行大规模生产的, 但 其生产技术,即双向拉伸薄膜技术, 中国是拥有自主知识产权的。 也就是说,中国人是在用自己的技
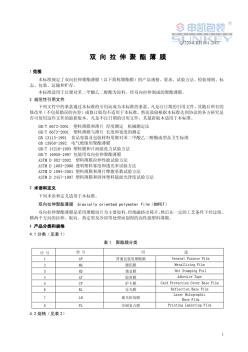
本标准规定了热封型双向拉伸聚丙烯薄膜(以下简称“薄膜”)的产品分类、技术要求、试验方法、检验规则、标志、包装、运输、贮存。
本标准适用于以聚丙烯树脂为主要原料,用共挤平膜法经双向拉伸而制得的热封型双向拉伸聚丙烯薄膜,不适用于消光型、珠光型、不透明型、电容器用薄膜。
标志
膜卷和包装箱外应有合格证及注册商标,注上产品名称、规格、长度、重量、处理面、批号、生产日期、班次、等级、检验章、广名、厂址、执行标准号以及"防潮、防热、防冲击"等标志。
包装
每卷薄膜两端用衬垫保护,用薄膜包装好,两端用塑料堵头塞紧,膜宽大于500mm产品要用夹板支撑装入箱内,捆扎紧。特殊包装由供需双方商定。
运输
运输时应小心轻放,防止机械碰撞和日晒雨淋。
贮存
薄膜应保存在整洁、干燥的库房内,距热源应大于2m,不能受强光直射,贮存期跟从生产日期起不宜起过一年。
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1037-1988 塑料薄膜和片材透水蒸气性试验方法 杯式法
GB/T 2410-1980 透明塑料透光率和雾度试验方法
GB/T 2918-1998 塑料试样状态调节和试验的标准环境
GB/T 5009.60-1996 食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法
GB/T 6672-1986 塑料薄膜和薄片厚度的测定 机械测量法
GB/T 6673-1986 塑料 薄膜与片材长度和宽度的测定
GB/T 8807-1988 塑料镜面光泽试验方法
GB 9688-1988 食品包装用聚丙烯成型品卫生标准
GB/T 10006 -1988 塑料薄膜和薄片摩擦系数测定方法
GB/T 13022-1991 塑料 薄膜拉伸性能试验方法
GB/T 14216-1993 塑料 膜和片润湿张力试验方法
双向拉伸聚丙烯薄膜相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 大功率LED灯泡
- 有机碱
- 马蒂莲
- 百年灯泡
- 真空灯泡
- 十齿花
- 小型封口机
- 反射型灯泡
- 格拉斯曼定律
- 台球基本技巧解读
- 钢铁风车
- 气体透过率测试仪
- W.D.库利奇
- 空气净化灯泡
- 静电球离子球
- 乙烯丙烯酸
- 改性聚丙烯纤维对混凝土裂缝抑制作用与应用进展
- 国家标准建筑给水聚丙烯管道工程技术规范通过审查
- 关于聚丙烯低压回收系统加热流程改造若干思考
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 建筑给水纤维增强无规共聚聚丙烯复合管道工程技术规程
- 建筑给水三型聚丙烯管道(PPR)施工工法讲解学习
- 养护龄期、制度对聚合物水泥防水涂料涂膜拉伸性能的影响
- GBT37828-2019城镇供热用双向金属硬密封蝶阀
- 拉伸载荷下准脆性材料微裂纹损伤宏细观损伤变量关系
- 敏化态304不锈钢慢速率拉伸腐蚀过程的电化学噪声检测
- 柔性薄膜太阳能电池用精密不锈钢基板冷轧成形的数值模拟
- GBT6673-2001塑料薄膜和薄片长度和宽度的测定
- PEG-ZnO-PP复合抗静电剂及其对聚丙烯纤维的改性
- 不锈钢丝网上薄膜TiO2光催化剂的Raman光谱研究
- 方形截面钢管混凝土双向压弯构件承载力理论分析和简化计算
- 中国薄膜太阳能电池行业研究分析及发展趋势预测报告目录
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司