锁紧螺母
锁紧螺母,是一种广泛应用于机械等行业的螺母,其工作原理是采用螺母和螺栓之间的摩擦力进行自锁的。但是在动载荷中这种自锁的可靠性就会降低。在一些重要的场合我们就会采取一些防松措施,保证螺母锁紧的可靠性。

锁紧螺母基本信息
| 中文名称 | 锁紧螺母 | 其他名称 | 根母、防松螺帽、纳子 |
|---|---|---|---|
| 应用于 | 机械等行业 | 用途 | 锁紧通丝外接头或其他管件 |
锁紧螺母种类
第一种是用两个一样的螺母拧在同一支螺栓上,在两个螺母之间附加一个拧紧力矩,使得螺栓连接可靠。
第二种是专用的防松螺母,需要和一种可以防松垫片一起使用。专用的防松螺母不是六角螺母,而是一中圆螺母,在螺母的圆周上开有3个、4个、6个或者8个缺口(视螺母大小和生产厂家产品系列不同而异),这几个缺口既是拧紧工具的着力点,又是防松垫片卡口的卡入处。
第三种是在螺母的外圆表面至内圆螺纹面钻有贯穿的螺纹孔(一般是2个,在外圆面呈90分布),用来拧入小直径的沉头螺钉,目的是给螺纹施加一个向心方向的力,防止锁紧螺母松开。市场上销售的质量比较好的锁紧螺母在螺母的内圆面镶有与该锁紧螺母螺纹一致的铜制小块,用于避免径向顶紧螺钉直接与被锁螺纹接触而损坏后者。这种锁紧螺母在旋转运动类零件的轴端锁紧场合逐步开始应用,比如滚珠丝杠安装端轴承的防松。
第四种锁紧螺母是由两部分组成,每个部分都有交错的凸轮,由于内部楔式设计坡斜角度大于螺栓的螺母角度,这个组合便紧紧的咬合成一个整体,当有振动发生时,DISC-LOCK防松螺母凸起部分相互错动,产生抬升张力,从而达到完美的防松效果。
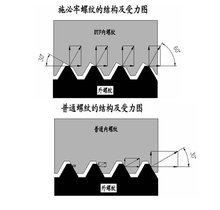
第五种为结构防松,通过在螺纹结构上进行设计改良,不借助其他外界 因素而获得一种自有的锁紧功能,因此其适用性比上述几种方法广泛,对环境的要求也比较低,比如施必牢锁紧螺母。防松螺母包括很多种类,比如说尼龙螺母就是,还有就是法兰螺母也是,总之就这种防松螺母就是起防松作用的。把螺母扭到螺丝,螺杆,螺栓等上,能到不会松落下来。使它们能够主动的联接在一起,使之牢固,稳定性能达到很高的程度。
锁紧螺母造价信息
1 范围本标准规定了锁紧螺母(简称螺母)、锁紧装置的尺寸、技术要求、验收规则和测量方法等。本标准适用于锥形衬套用螺母和锁紧装置的设计、生产、检验和用户验收。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。GB/T 192-1981 普通螺纹基本牙型GB/T 196-1981 普通螺纹基本尺寸(直径1~600 mm)GB/T 272-1993 滚动轴承代号方法GB/T 699-1988 优质碳素结构钢技术条件GB/T 1804-1992 一般公差线性尺寸的未注公差GB/T 2516-1981 普通螺纹偏差表(直径1~355 mm)GB/T 5796.1-1986 梯形螺纹牙型GB/T 5796.3-1986 梯形螺纹基本尺寸GB/T 5796.4-1986 梯形螺纹公差GB/T 6930-1986 滚动轴承词汇GB/T 8597-1988 滚动轴承包装JB/T 3574-1997 滚动轴承产品标志JB/T 8921-1999 滚动轴承及其商品零件检验规则.
3 术语本标准采用的术语符合GB/T 6930 的规定。
本标准规定了有效力矩型钢六角锁紧螺母机械和工作性能的标记制度、指标、试验方法及标志。本标准适用于由碳钢或合金钢制造的、对边宽度符合GB 3104规定的、公称高度≥0.8D、需要规定保证载荷及有效力矩的、螺纹直径为3~39mm的粗牙6H级螺母。除有效力矩部分外,其螺纹尺寸及按公差按GB 193、GB 196和GB 197规定。螺母的工作温度范围应符合:不经电镀处理的全金属螺母:-50℃~+300℃.经电镀处理的全金属螺母::-50℃~+230℃ 嵌入非金属元件的螺母:-50℃~+120℃ 本标准不适用于有特殊性能要求的螺母(如焊接性能和耐腐蚀性能)。对不锈钢、有色金属以碳钢或合金钢制造的细牙锁紧螺母或薄螺母,经双方协议可采用本标准规定的有效力矩的性能指标及试验方法。
1、其他名称:根母、防松螺帽、纳子。
2、用途:锁紧通丝外接头或其他管件。
螺母的工作原理是采用螺母和螺栓之间的摩擦力进行自锁的。但是在动载荷中这种自锁的可靠性就会降低。在一些重要的场合我们就会采取一些防松措施,保证螺母锁紧的可靠性。锁紧螺母就是其中的一种防松措施。
锁紧螺母的防松效果优劣主要取决于螺母与螺栓啮合螺纹之间相互作用力。提高啮合螺纹之间相互作用力的方式有很多种,比如施必牢螺母的螺纹结构改良,尼龙螺母的尼龙增糙,螺纹的表面处理等。
锁紧螺母常见问题
-
SKF、盈锡、KAKA高精锁紧螺母。标准型是圆形,外围开了四到三个槽,并均匀分布了铜粒销,用月牙板手拧紧后,再用内六角拧紧机米螺丝,防松效果就非常好,不需要垫片,键槽,方便又实用。
-
一般的检测和普通的螺母检测方法一样,用的也是通止规,通规检测的时候,可以完全从一侧进入带另外一侧,止规检测,一般只能通过尼龙的三分之一,就卡住了,假如仍然能够通过,说明螺母有问题,
-
螺母的工作原理是采用螺母和螺栓之间的摩擦力进行自锁的。但是在动载荷中这种自锁的可靠性就会降低。在一些重要的场合我们就会采取一些防松措施,保证螺母锁紧的可靠性。
GB/T 6182-2000 2型非金属嵌件六角锁紧螺母
GB/T 6183.1-2000 非金属嵌件六角法兰面锁紧螺母
GB/T 6183.2-2000 非金属嵌件六角法兰面锁紧螺母-细牙
GB/T 6184-2000 1 型全金属六角锁紧螺母
GB/T 6185.1-2000 2型全金属六角锁紧螺母
GB/T 6185.2-2000 2型全金属六角锁紧螺母 细牙
GB/T 6186-2000 2型全金属六角锁紧螺母 9级
GB/T 6187.1-2000 全金属六角法兰面锁紧螺母
GB/T 6187.2-2000 全金属六角法兰面锁机螺母 细牙
GB/T 889.1-2000 1型非金属嵌件六角锁紧螺母
GB/T 889.2-2000 1型非金属嵌件六角锁紧螺母 细牙
锁紧螺母文献

 锁紧螺母
锁紧螺母
锁紧螺母 其他名称 :根母、防松螺帽、纳子。 用途:锁 紧通丝 外接头 或其他管件。 螺母的工 作原理是采用螺母和螺栓之间的 摩擦力进行自锁的。但是在 动载荷中这种 自锁的可靠性就会降低。在一些 重要的场合我们就会采取一 些防松措施, 保证螺母锁紧的可靠性。其中用 锁紧螺母就是其中的一种防 松措施。 锁紧螺母 也有四种: 第一种是 用两个一样的螺母拧在同一支螺 栓上,在两个螺母之间附加 一个拧紧力矩 ,使得螺栓连接可靠。 第二种是 专用的防松螺母,需要和一种可 以防松垫片一起使用。专用 的防松螺母不 是六角螺母 ,而是一中圆螺母,在螺母的圆周上开 有 3个、 4 个、 6个或者 8个缺口(视螺母大小和生 产厂家产品系列不同而异),这几 个缺口既是拧 紧工具的着力点,又是防松垫片 卡口的卡入处。 第三种是 在螺母的外圆表面至内圆螺纹面 钻有贯穿的螺纹孔 (一般是 2 个,在外圆面 呈 90
其他名称:根母、防松螺帽、纳子。
用途:锁紧通丝外接头或其他管件。
螺母的工作原理是采用螺母和螺栓之间的摩擦力进行自锁的。但是在动载荷中这种自锁的可靠性就会降低。在一些重要的场合我们就会采取一些防松措施,保证螺母锁紧的可靠性。其中用锁紧螺母就是其中的一种防松措施。
锁紧螺母也有三种:
第一种是用两个一样的螺母拧在同一支螺栓上,在两个螺母之间附加一个拧紧力矩,使得螺栓连接可靠。
第二种是专用的防松螺母,需要和一种可以防松垫片一起使用。专用的防松螺母不是六角螺母,而是一中圆螺母,在螺母的圆周上开有3个、4个、6个或者8个缺口(视螺母大小和生产厂家产品系列不同而异),这几个缺口既是拧紧工具的着力点,又是防松垫片卡口的卡入处。
第三种是在螺母的外圆表面至内圆螺纹面钻有贯穿的螺纹孔(一般是2个,在外圆面呈90分布),用来拧入小直径的沉头螺钉,目的是给螺纹施加一个向心方向的力,防止锁紧螺母松开。市场上销售的质量比较好的锁紧螺母在螺母的内圆面镶有与该锁紧螺母螺纹一致的铜制小块,用于避免径向顶紧螺钉直接与被锁螺纹接触而损坏后者。这种锁紧螺母在旋转运动类零件的轴端锁紧场合逐步开始应用,比如滚珠丝杠安装端轴承的防松。
第二种防松方式比第一种更可靠,但是结构相对复杂。第三钟比较前两种而言,具有防松效果更好和结构更简单美观并且轴向尺寸更小的特点。
StandardTitle in Chinese: 全金属六角法兰面锁紧螺母
英文标准名称: Prevailing torque type all-metal hexagon nuts with flange
发布日期 IssuanceDate: 2000-9-26
首次发布日期 FirstIssuance Date: 1986-1-17
复审确认日期 ReviewAffirmance Date: 2010-7-28
计划编号 Plan No:
代替国标号 ReplacedStandard: GB/T 6187-1986
被代替国标号 ReplacedStandard:
废止时间 RevocatoryDate:
采用国际标准号 AdoptedInternational Standard No: ISO 7044:1997
采标名称 AdoptedInternational Standard Name:
采用程度 ApplicationDegree: EQV
采用国际标准 AdoptedInternational Standard: ISO
国际标准分类号(ICS): 21.060.20
中国标准分类号(CCS): J13
标准类别 StandardSort: 产品
标准页码 Number ofPages:
标准价格(元) Price(¥):
主管部门 Governor: 中国机械工业联合会
归口单位 TechnicalCommittees: 全国紧固件标准化技术委员会
起草单位 DraftingCommittee: 机械科学研究院
标准号 StandardNo: GB/T 6186-2000
锁紧螺母相关推荐
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
上海地铁维护保障有限公司通号分公司
拆边机
甘肃中维国际招标有限公司
大山槟榔
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司