水平仪示值检定仪
水平仪示值检定仪是一种测量小角度的精密仪器,主要用于校验各种钳工水平仪、框式水平仪和结构水平器具的示值误差、分度误差、均匀性等技术指标。

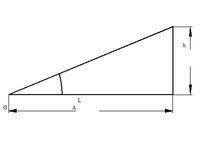
当转动检定仪的微动手轮时,仪器的载物工作台通过机械机构使工作台的台面倾斜,即台面OA的A端变化升高或降低了h,使工作面产生倾斜小角度α,该角度由传感器及相关电子线路记录和处理,以数字形式用角度量秒值显示在显示屏上。
以前广为使用的螺旋副式水平仪检定仪是用h/L的长度量mm/m来表示载物工作台的台面倾斜,分度值以刻线形式刻在鼓轮上,称为格,每格为0.005mm/m。而101S型检定仪是以α角度量(秒)表示载物工作台的台面倾斜,分度值以以数字形式显示在显示屏上,最小显示是0.1秒。角度量α(秒)与长度量h/L(mm/m)这两种表示方式的换算关系为
α=(h/L)×ρ″
其中常数ρ=206265。根据这一换算关系,在小角度范围内,101S型检定仪的1″相当于0.005mm/m。
水平仪示值检定仪造价信息
A.测量准备工作:
1.逆时针转动卸载手轮使其脱开与基座的接触。
2.对于长度≤250mm的被检水平仪,可将放在左右两个挡块之间,用挡块锁轮固定好被测水平仪。
对于长度>250mm的被检水平仪,则应卸掉左右挡块、挡块锁轮、卸载手轮,直接将被检水平仪放在工作台面上。
3.接通电源。
4.转动调零旋纽,使其处于转动范围的中间位置附近(调零旋纽的转动范围为10圈,中间位置为5圈),然后转动微动手轮使显示屏的指示为零或者零的附近(当为零的附近时,可微动调零旋纽使指示为零)。
5.调整调平脚螺旋分别使纵向及横向水准器的气泡居中。
B.测量被检水平仪的分度值
1.转动检定仪的微动手轮,使被检水平仪的气泡的一端对准水准管左边(或右边)的起始线,读取检定器的显示值Ai作为起始读数。如果希望起始读数为整数秒值,可微微转动调零旋钮进行调整。
2.转动检定仪的微动手轮,将被检水平仪的气泡移动一格,检定器的显示读数为Ai 1。
3.依次逐格移动被检水平仪的气泡并进行测量。
4.被检水平仪受检间隔的分度值为α= Ai 1-Ai
5.如果需要,可进行回程测量。
6.按有关公式计算被检水平仪的分度值误差。 2100433B

水平仪示值检定仪基本简介
水平仪示值检定仪是一种测量小角度的精密仪器,主要用于校验各种钳工水平仪、框式水平仪和结构水平器具的示值误差、分度误差、均匀性等技术指标。采用正弦工作原理(如图1)。
正弦原理图
水平仪示值检定仪常见问题
-
【水平仪-仪器检验】 水平仪的检验必须按照相应的标准进行。检验室内的温度应为20±2℃,检验应在坚固无振动影响、并远离热源的条件下进行。检验前,必须将水平仪的各部件擦洗干净,然后将水平仪置于检验室...
-
用水平管可以吗,找一节透明的塑料管装上水,静置在被测出,两头的水位是平的。~
测量范围:≥±300″[对应长度量:≥±1.5mm/m ]
分 辩 力:0.1″[对应长度量: 0.0005mm/m ]
允许误差:±(0.3 标称测量值的5%)″[对应长度量:±0.0015mm/m 标称测量植的5%]
纵、横向水准器分度值:20″
可测工件最大尺寸:300mm
水平仪示值检定仪文献

 电子水平仪的设计
电子水平仪的设计
在许多自动控制和工程设计中,常常需要借助水平仪测量出某一平面的倾斜角度,并显示出测量所得的结果。传统的水平仪很难做到,但采用电子水平仪就能满足这些要求。本设计运用AVR单片机和具有模拟输出的单轴加速度传感器ADXL105设计了一种便携式电子水平仪。加速度传感器ADXL105对信号进行采集和转换,并把转换好的信号传送给AVR单片机,AVR单片机是整个系统的控制核心,它将该信号进行处理后,传送给液晶显示模块。液晶显示模块将测量的角度显示出来。电子水平仪主要包括电源、AVR单片机、加速度传感器、液晶显示模块等。在此介绍了电子水平仪的设计原理,并介绍了关键芯片ADXL105的结构、原理及使用方法,还设计了详细的电路图和程序流程。
 2019-2020年整理用合象水平仪或框式水平仪测量直线度误差汇编
2019-2020年整理用合象水平仪或框式水平仪测量直线度误差汇编
实验四 用合象水平仪或框式水平仪 测量直线度误差 一、实验目的 1. 掌握用水平仪测量直线度误差的方法及数据处理。 2. 加深对直线度误差定义的理解。 二、实验内容 用合象水平仪或框式水平仪测量直线度误差。 三、测量原理及计量器具说明 机床、仪器导轨或其他窄而长的平面,为了控制其直线度误差,常在给定平面(垂直平 面、水平平面)内进行检测。常用的计量器具有框式水平仪、合象水平仪、电子水平仪和自 准直仪等。使用这类器具的共同特点是测定微小角度变化。 由于被测表面存在着直线度误差, 计量器具置于不同的被测部位上, 其倾斜角度就要发生相应的变化。 如果节距 (相邻两测点 的距离) 一经确定, 这个变化的微小倾角与被测相邻两点的高低差就有确切的对应关系。 通 过对逐个节距的测量,得出变化的角度,用作图或计算,即可求出被测表面的直线度误差。 由于合象水平仪的测量准确度高、测量范围大(± 10 mm/m
水平仪示值检定仪是一种测量小角度的精密仪器,主要用于校验各种钳工水平仪、框式水平仪和结构水平器具的示值误差、分度误差、均匀性等技术指标。
水平仪示值检定仪是一种测量小角度的精密仪器,主要用于校验各种钳工水平仪、框式水平仪和结构水平器具的示值误差、分度误差、均匀性等技术指标。一.仪器简介外形及部件名称见概述图:二.测量原理采用正弦工作原理(如图1):
当转动检定仪的微动手轮时,仪器的载物工作台通过机械机构使工作台的台面倾斜,即台面OA的A端变化升高或降低了h,使工作面产生倾斜小角度α,该角度由传感器及相关电子线路记录和处理,以数字形式用角度量秒值显示在显示屏上。以前广为使用的螺旋副式水平仪检定仪是用h/L的长度量mm/m来表示载物工作台的台面倾斜,分度值以刻线形式刻在鼓轮上,称为格,每格为0.005mm/m。而101S型检定仪是以α角度量(秒)表示载物工作台的台面倾斜,分度值以以数字形式显示在显示屏上,最小显示是0.1秒。角度量α(秒)与长度量h/L(mm/m)这两种表示方式的换算关系为α=(h/L)×ρ″其中常数ρ=206265。根据这一换算关系,在小角度范围内,101S型检定仪的1″相当于0.005mm/m。三.技术指标测量范围:≥±300″[对应长度量:≥±1.5mm/m ]分 辩 力:0.1″[对应长度量: 0.0005mm/m ]允许误差:±(0.3 标称测量值的5%)″[对应长度量:±0.0015mm/m 标称测量植的5%]纵、横向水准器分度值:20″可测工件最大尺寸:300mm四.如何使用A.测量准备工作:1.逆时针转动卸载手轮使其脱开与基座的接触。2.对于长度≤250mm的被检水平仪,可将放在左右两个挡块之间,用挡块锁轮固定好被测水平仪。对于长度>250mm的被检水平仪,则应卸掉左右挡块、挡块锁轮、卸载手轮,直接将被检水平仪放在工作台面上。3.接通电源。4.转动调零旋纽,使其处于转动范围的中间位置附近(调零旋纽的转动范围为10圈,中间位置为5圈),然后转动微动手轮使显示屏的指示为零或者零的附近(当为零的附近时,可微动调零旋纽使指示为零)。5.调整调平脚螺旋分别使纵向及横向水准器的气泡居中。B.测量被检水平仪的分度值1.转动检定仪的微动手轮,使被检水平仪的气泡的一端对准水准管左边(或右边)的起始线,读取检定器的显示值Ai作为起始读数。如果希望起始读数为整数秒值,可微微转动调零旋钮进行调整。2.转动检定仪的微动手轮,将被检水平仪的气泡移动一格,检定器的显示读数为Ai 1。3.依次逐格移动被检水平仪的气泡并进行测量。4.被检水平仪受检间隔的分度值为α= Ai 1-Ai5.如果需要,可进行回程测量。6.按有关公式计算被检水平仪的分度值误差。2100433B
水平仪检定器相关标准
一.仪器简介
外形及部件名称见下图。
101S数显型水平仪检定器
二.测量原理
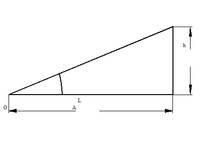
采用正弦工作原理(如下图)。
以前广为使用的螺旋副式水平仪检定仪是用h/L的长度量mm/m来表示载物工作台的台面倾斜,分度值以刻线形式刻在鼓轮上,称为格,每格为0.005mm/m。而101S型检定仪是以α角度量(秒)表示载物工作台的台面倾斜,分度值以以数字形式显示在显示屏上,最小显示是0.1秒。角度量α(秒)与长度量h/L(mm/m)这两种表示方式的换算关系为
α=(h/L)×ρ″
其中常数ρ=206265。根据这一换算关系,在小角度范围内,101S型检定仪的1″相当于0.005mm/m。
三.技术指标
测量范围:≥±300″[对应长度量:≥±1.5mm/m ]
分 辩 力:0.1″[对应长度量: 0.0005mm/m ]
允许误差:±(0.3+标称测量值的5%)″[对应长度量:±0.0015mm/m+标称测量植的5%]
纵、横向水准器分度值:20″
可测工件最大尺寸:300mm
四.如何使用
A.测量准备工作:
1.逆时针转动卸载手轮使其脱开与基座的接触。
2.对于长度≤250mm的被检水平仪,可将放在左右两个挡块之间,用挡块锁轮固定好被测水平仪。
对于长度>250mm的被检水平仪,则应卸掉左右挡块、挡块锁轮、卸载手轮,直接将被检水平仪放在工作台面上。
3.接通电源。
4.转动调零旋纽,使其处于转动范围的中间位置附近(调零旋纽的转动范围为10圈,中间位置为5圈),然后转动微动手轮使显示屏的指示为零或者零的附近(当为零的附近时,可微动调零旋纽使指示为零)。
5.调整调平脚螺旋分别使纵向及横向水准器的气泡居中。
B.测量被检水平仪的分度值
1.转动检定仪的微动手轮,使被检水平仪的气泡的一端对准水准管左边(或右边)的起始线,读取检定器的显示值Ai作为起始读数。如果希望起始读数为整数秒值,可微微转动调零旋钮进行调整。
2.转动检定仪的微动手轮,将被检水平仪的气泡移动一格,检定器的显示读数为Ai+1。
3.依次逐格移动被检水平仪的气泡并进行测量。
4.被检水平仪受检间隔的分度值为α= Ai+1-Ai
5.如果需要,可进行回程测量。
6.按有关公式计算被检水平仪的分度值误差。
水平仪检定装置概述
水平仪示值检定仪是一种测量小角度的精密仪器,主要用于校验各种钳工水平仪、框式水平仪和结构水平器具的示值误差、分度误差、均匀性等技术指标。一.仪器简介外形及部件名称见下图:二.测量原理采用正弦工作原理(如下图):
当转动检定仪的微动手轮时,仪器的载物工作台通过机械机构使工作台的台面倾斜,即台面OA的A端变化升高或降低了h,使工作面产生倾斜小角度α,该角度由传感器及相关电子线路记录和处理,以数字形式用角度量秒值显示在显示屏上。以前广为使用的螺旋副式水平仪检定仪是用h/L的长度量mm/m来表示载物工作台的台面倾斜,分度值以刻线形式刻在鼓轮上,称为格,每格为0.005mm/m。而101S型检定仪是以α角度量(秒)表示载物工作台的台面倾斜,分度值以以数字形式显示在显示屏上,最小显示是0.1秒。角度量α(秒)与长度量h/L(mm/m)这两种表示方式的换算关系为α=(h/L)×ρ″其中常数ρ=206265。根据这一换算关系,在小角度范围内,101S型检定仪的1″相当于0.005mm/m。三.技术指标测量范围:≥±300″[对应长度量:≥±1.5mm/m ]分 辩 力:0.1″[对应长度量: 0.0005mm/m ]允许误差:±(0.3+标称测量值的5%)″[对应长度量:±0.0015mm/m+标称测量植的5%]纵、横向水准器分度值:20″可测工件最大尺寸:300mm四.如何使用A.测量准备工作:1.逆时针转动卸载手轮使其脱开与基座的接触。2.对于长度≤250mm的被检水平仪,可将放在左右两个挡块之间,用挡块锁轮固定好被测水平仪。对于长度>250mm的被检水平仪,则应卸掉左右挡块、挡块锁轮、卸载手轮,直接将被检水平仪放在工作台面上。3.接通电源。4.转动调零旋纽,使其处于转动范围的中间位置附近(调零旋纽的转动范围为10圈,中间位置为5圈),然后转动微动手轮使显示屏的指示为零或者零的附近(当为零的附近时,可微动调零旋纽使指示为零)。5.调整调平脚螺旋分别使纵向及横向水准器的气泡居中。B.测量被检水平仪的分度值1.转动检定仪的微动手轮,使被检水平仪的气泡的一端对准水准管左边(或右边)的起始线,读取检定器的显示值Ai作为起始读数。如果希望起始读数为整数秒值,可微微转动调零旋钮进行调整。2.转动检定仪的微动手轮,将被检水平仪的气泡移动一格,检定器的显示读数为Ai+1。3.依次逐格移动被检水平仪的气泡并进行测量。4.被检水平仪受检间隔的分度值为α= Ai+1-Ai5.如果需要,可进行回程测量。6.按有关公式计算被检水平仪的分度值误差。
水平仪示值检定仪相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 精密水准仪
- 数字水准仪检定规程
- 数字水准仪
- 水平仪检定装置
- 水平仪零位检定器
- 水平仪的零位误差
- 手持水准仪
- 液体静力水准仪及其应用
- 数字水准仪的测量原理及其检定
- JJG960-2012水准仪检定装置
- 水泡水平仪
- 气泡式水准仪
- 方框水平仪
- 二维电子水平仪
- 尺子水平仪
- 水平仪指南针
- 智能磨音频谱分析仪(DF-6811A)使用说明书
- 中国红外热像仪市场深度调研及投资策略分析报告目录
- 制定毛纤维直径成分分析仪检测方法标准重要性
- 新型的土工织物试验仪器DJS多功能剪力仪
- 新的无线水污染超声波明渠水量检测仪的设计方法
- 应用地基承载力现场检测仪检测灰土垫层承载力的实践
- 中国科学院成都生物所科研仪器设备档案建档规范
- 仪表盘、箱、柜、操作台施工交底记录(安装)
- 在夜间或雨雪雾天进行断路作业应设置道路作业警示灯
- 公称压力PN表示螺栓连接阀盖楔式闸阀力矩参考表
- 公路养护装备国家工程实验室建设项目开工仪式
- 工程咨询设计企业增值业务流程导向知识流程模型
- 核子湿度密度仪在公路沥青路面密实度检测中应用
- 国内外城市轨道交通站点客运一体化经验及对广州启示
- 国外城市林业与国内园林建设对我国现代城镇绿化启示
- 基于Shapley值绿色建筑合同能源管理收益分配
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司