SPEC压簧主要参数
SPEC压簧的材质中占有较大比例的有乐器金属弦线和不锈钢线,美国联合弹簧拥有专利的耐高温、抗金属疲劳特殊合金。
公差:乐器金属弦线和不锈钢常备压缩弹簧的公差范围 负载, P at L1 ± 10% 弹性系数, R ± 10%
*Lx = 在一定负载下,所需的长度。
| O.D. (英制) |
O.D. (公制) |
| 0.057 - 0.119 英寸 ± 0.003 英寸 |
1.45 - 3.02 毫米 ± 0.08 毫米 |
| 0.120 - 0.240 英寸 ± 0.005 英寸 |
3.05 - 6.10 毫米 ± 0.13 毫米 |
| 0.241 - 0.500 英寸 ± 0.008 英寸 |
6.12 - 12.70 毫米 ± 0.20 毫米 |
| 0.501 - 1.000 英寸 ± 0.015 英寸 |
12.73 - 25.40 毫米 ± 0.38 毫米 |
| 1.001 - 1.225 英寸 ± 0.020 英寸 |
25.43 - 31.12 毫米 ± 0.51 毫米 |
| 1.226 - 1.460 英寸 ± 0.030 英寸 |
31.14 - 37.08 毫米 ± 0.76 毫米 |
| 1.461 - 2.000 英寸 ± 0.040 英寸 |
37.11 - 50.80 毫米 ± 1.02 毫米 |
SPEC压簧造价信息
压簧又名螺旋状压缩弹簧,一般为等节距,
压簧市场上占有重要地位,广泛地应用于国防、海洋、计算机、电子、汽车、模具、医学、生物化学、航天、铁路、核电、风电、火电、工程机械、矿山机械、建筑机械、电梯等领域。在中国已成功配套或更换钢厂和国内电厂等设备上的压簧,质量以性能稳定而著名。
大量应用于国防、海洋、计算机、电子、汽车、模具、医学、生物化学、航天、铁路、核电、风电、火电、工程机械、矿山机械、建筑机械、电梯等领域。在中国已成功配套或更换钢厂和国内电厂等设备上的压簧。质量超越客户的要求,大大降低了客户因使用劣质压簧所带来的生产风险,提高了生产效率,节约了运转成本。
SPEC压簧主要参数常见问题
-
电梯技术参数 电梯名称或用途小机房乘客电梯 主要参数驱动方式永磁同步技术(必须采用永磁同步无齿轮曳引机) 额定载重(Kg)1150 额定速度(m/s)1.5 层/站/门8/8/8 控制系统32位微机一...
-
白光LED的主要参数有:1、电参数:正向压降、反向耐压、正向电流、反向电流、最大允许耗散功率;2、光参数:发光强度、色温、视角、显色指数、光衰;选择时一般要关注正向压降、正向电流、最大允许耗散功率、发...
-
我们是做照明的,白光LED一般就问它的光通量LM值,色温,衰减,显色指数这几点
SPEC压簧主要参数文献

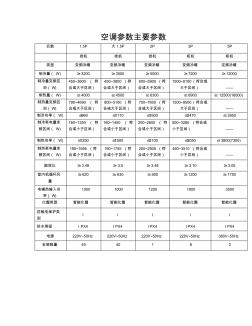 空调参数主要参数
空调参数主要参数
空调参数主要参数 匹数 1.5P 大 1.5P 2P 3P 5P 挂机 挂机 挂机 柜机 柜机 类型 变频冷暖 变频冷暖 变频冷暖 变频冷暖 定频冷暖 制冷量( W) ≥3200 ≥3500 ≥5000 ≥7200 ≥12000 制冷量变频区 间(W) 450~3600 ( 符 合或大于区间) 450~3800 (符 合或大于区间) 600~5900 (符 合或大于区间) 1500~8100(符合或 大于区间) —— 制热量( W) ≥4000 ≥4500 ≥6300 ≥8900 ≥ 12500(16000) 制热量变频区 间(W) 790~4690 ( 符 合或大于区间) 800~5100 (符 合或大于区间) 750~7600 (符 合或大于区间) 1500~9500(符合或 大于区间) —— 制冷功率( W) ≤960 ≤1110 ≤1600 ≤2470 ≤3950 制冷耗电
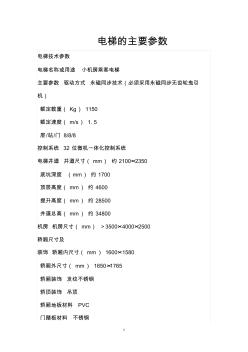 电梯的主要参数
电梯的主要参数
1 电梯的主要参数 电梯技术参数 电梯名称或用途 小机房乘客电梯 主要参数 驱动方式 永磁同步技术(必须采用永磁同步无齿轮曳引 机) 额定载重( Kg) 1150 额定速度( m/s) 1. 5 层 /站 /门 8/8/8 控制系统 32 位微机一体化控制系统 电梯井道 井道尺寸( mm) 约 2100×2350 底坑深度 (mm) 约 1700 顶层高度( mm) 约 4600 提升高度( mm) 约 28500 井道总高( mm) 约 34800 机房 机房尺寸( mm) >3500×4000×2500 轿厢尺寸及 装饰 轿厢内尺寸( mm) 1600×1580 轿厢外尺寸( mm) 1650×1765 轿厢装饰 发纹不锈钢 轿顶装饰 吊顶 轿厢地板材料 PVC 门踏板材料 不锈钢 2 轿厢其余装饰要求 / 开门及 装饰 开门型式 单开门 开门方式 中分式
压簧是承受轴向压力的螺旋弹簧,因能承受压力,两端可为开式或闭式或绕平或磨平,它所用的材料截面多为圆形,也 有用矩形和多股钢萦卷制的,弹簧有等节距和变节距的,压缩弹簧的形状有:圆柱形、圆锥形、中凸形和中凹形以及少量的非圆形乃至各种尾端之变体,均可产品需要依设计成型等,压簧的圈与圈之间有一定的间隙,当受到外载荷时弹簧收缩变形,储存变形能。

压簧设计生产

1.看实际产品需求来按标准选择弹簧材料.
2.根据产品力值和压缩行程,疲劳度等要求,确定压簧的内外径,有效圈数,及线径的取值范围.
3.将相关参数代入设计参数公式..
4.提出要求由弹簧厂家设计生产也是较为合理可行的。
强化工艺
压簧,是一种由线成型螺旋几何形状的五金配件,所以对他的加硬强化作业要比平面的五金配件(如冲压件)要困 难一些,另外还要严格控制压簧横切面的加硬效果,从而充分了解压簧使用后抗疲劳断裂的抗力大小.
压力弹簧加应一般采用:喷丸加硬,热处理加硬两种方式,
一:喷丸加硬压簧处理:要处理一批压力弹簧,可以通过将压簧一个个单独输送带输送到抛丸室,抛丸市内装有一组平行棍道,强化的同时辊到滚动,带动压簧边旋转前行,这样的旋转通过方式能让高速丸流通过压簧各个线圈中间,打到里圈的金属表面上,那正好是压簧应力最集中的部位,喷丸是悬架弹簧最好的强化手段,高应力弹簧经过适当的喷丸之后疲劳寿命能提高4倍以上.
二:热处理加硬
一、 工作条件以及材料与热处理要求
1.条件: 形状简单,断面较小,受力不大的弹簧
要求: 65 785-815℃油淬,300℃400℃、500℃。600℃回火,相应的硬度HB512、HB430、HB369,75,780-800℃油或水淬,400-420℃回火,HRC42-48.
2.条件: 中等负荷的大型弹簧
要求: 60Si2MnA65Mn 870℃油淬,460℃回火,HRC40-45(农机座位弹簧65Mn 淬火 回火HB280-370)
3.条件: 重负荷、高弹簧、高疲劳极限的大形板簧和螺旋弹簧
要求: 50CrVA、60SiMnA 860℃油淬,475℃回火,HRC40-45
4.条件: 在多次交变负荷下工作的直径8-10mm的卷簧
要求: 50CrMnA840-870℃油淬,450-480℃回火,HB387-418
5.条件: 机车、车辆、煤水车或板弹簧
要求: 55SiMn、60Si2Mn HRC39-45(hb363-432)(解放牌汽车板簧:55Si2Mn HB363-441)
6.条件: 车辆及缓冲器螺旋弹簧、汽车张紧弹簧
要求: 55Si2Mn、60Si2Mn、60Si2CrA 淬火,回火,HRC40-47 或HB370-441
7.条件: 柴油泵柱塞弹簧、喷油嘴弹簧、农用柴油机气阀弹簧及中型、重型汽车的气门弹簧和板弹簧
要求: 50CrVA 淬火,回火,HRC40-47
8.条件: 在高温蒸汽下工作的卷簧和扁簧,自来水管道弹簧和耐海水浸蚀的弹簧,Φ10-25mm
要求: 3Cr13HRC39-46 4Cr13 HRC48-50 HRC48-49 HRC47-49 HRC37-40 HRC31-35 HRC33-47
9.条件: 在酸碱介质下工作的弹簧
要求: 2Cr18Ni91100-1150℃水淬,绕卷后消除应力,400℃回火60min,HB160-200
10.条件: 弹性挡圈δ4,Φ85
要求: 60Si2 400℃预热,860℃油淬,430℃回火空冷,HRC40-45.
二、备注
1.弹簧热处理一般要求淬透,晶粒细,残余奥氏体少.脱碳层深度每边应符合:<Φ6mm的钢丝或钢板,应Φ6mm的钢丝钢板,应<1.0%直径或厚度.
2.大型弹簧在热状态加工成型随即淬火-回火,中型弹簧在冷态加工成型(原材料要求球化组织或大部分球化),再淬火-回火.小型弹簧用冷轧钢带、冷拉钢丝等冷态加工成型后,低温回火
3.处理后可经喷丸处理:
40-50N/cm^2的压缩空气或离心机70m/s的线速度,将Φ0.3-0.5mm(对于小零件、汽门弹簧、齿轮等)、Φ0.6-0.8mm(对板簧、曲轴、半轴等)铸铁丸或淬硬钢丸喷射到弹簧表面,强化表层,疲劳循环次数可提高
8-13倍,寿命可提高2-2.5倍以上。
规格代号
压簧是一款比较通用的五金配件,
A名称-B尺寸精度及旋向-C标准编号-D材料编号-E表面处理
A名称:压簧
B尺寸精度及旋向:d×D2×H0-精度 旋向
C标准编号:GB2089-80
注:弹簧旋向为左旋要注明,右旋不用注明
当要求检查弹簧内径时,在D2的数值后加"D1"符号。
标记示例:材料直径1.2mm,弹簧中径8mm,自由高度40mm,负荷、外径、自由高度及轴心线与两端圈垂直度精度为2级,材料为碳素弹簧钢丝Ⅱa组,表面镀锌处理的左旋弹簧
压簧 1.2×8×40-2 左 GB2089-80·Ⅱa-D·Zn
材料直径3mm,弹簧中径20mm,自由高度80mm,负荷、内径、自由高度及轴心线与两端圈垂直度精度为3级,材料为碳素弹簧钢丝Ⅱ组,表面氧化处理的右旋弹簧
压簧 3×20D1×80 GB2089-80
压簧(Compression Spring)为所有弹簧种类中最被广泛运用的一种,产品运用范围广及电子、电机、计算机、信息、汽机车、自行车、五金工具、礼品、玩具、乃至国防工业,因其设计与原理易于掌握,制造控制也最为简单。
SPEC压簧相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 一种底模升降、单边锁定联动机构
- NSK 7200 B/DF角接触球轴承
- 一种阀片模具
- 光栅板
- 常州市瑞智机电有限公司
- 苏州鑫益佳机电设备有限公司
- 西安世嘉电机有限公司
- chhbu型轮辐式称重传感器
- 能量回馈式电源模块试验装置
- 机车车辆25kV高压电缆总成
- 南京江陵电线电缆有限公司
- 安徽万融线缆科技有限公司
- 苏州万融线缆科技有限公司
- 成都维顺柔性电路板有限公司
- 轴承和功率传输组件
- 高速平行传输对称电缆及组件
- 明纬导轨式开关电源NDR240SPEC资料手册
- CD1、MD1型系列电动葫芦技术性能和外形尺寸主要参数
- SPECTROLAB M8光电直读光谱仪光源参数的优化
- 数据统计下的混流式水泵水轮机主要参数计算方法
- 岩滩水电站机组主要参数的选择及水轮机模型验收试验
- 台湾明纬防水电源规格书hlg-320h-spec
- 广西柳江红花水电站灯泡贯流式水轮机主要参数选择
- 大埔水电站灯泡贯流式机组用回归函数优化的主要参数
- 700MW水电机组自并励励磁系统主要参数设计计算
- 充电式小功率LED灯具电路结构及主要参数计算
- 电梯主要参数及轿厢、井道、机房的型式与尺寸
- CD1MD1系列电动葫芦技术性能和主要参数
- DBNL3系列低噪声型逆流冷却塔主要参数表
- 明纬LED电源参数HLG-240H-spec
- 数据统计下的混流式水泵水轮机主要参数计算方法
- SPECT质量控制检测系统的设计与实现
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司