深孔枪钻,深孔钻,深孔钻头钻咀
枪钻:
1、属于外排屑专用深孔加工刀具。v型角为120°。
2、枪钻专用机床使用。
3、冷却及排屑方式为高压油冷系统。
4、有普通硬质合金及涂层刀头两类。
深孔钻:1、属于外排屑专用深孔加工刀具。v型角为160°。
2、深孔钻系统专用。
3、冷却及排屑方式为脉冲式高压雾装冷却。
4、有普通硬质合金及涂层刀头两类。
枪钻是一种有效的深孔加工刀具,其加工范围很广,从模具钢材,玻璃纤维、特氟龙(Teflon)等塑料到高强度合金(如P20和铬镍铁合金)的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。
要想使枪钻加工深孔时能够达到满意的效果,必须熟练掌握枪钻系统的性能(包括刀具、机床、夹具、附件、工件、控制单元、冷却液和操作程序)。操作者的技术水平也很重要。根据工件的结构及工件材料的硬度以及深孔加工机床的工作情况和质量要求,选择适当的切削速度、进给量、刀具几何参数、硬质合金牌号和冷却液参数,才能获得优异的加工性能。
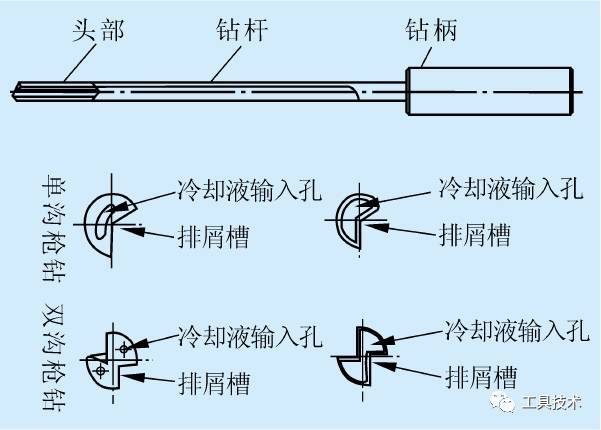
在生产中,直槽枪钻使用得最多。根据枪钻的直径并通过传动部分、柄部和刀头的内冷却孔的情况,枪钻可制成整体式和焊接式两种类型。其冷却液从后刀面上的小孔处喷出。枪钻可有一个或两个圆形的冷却孔,或单独一个腰形孔。
标准枪钻可加工孔径为1.5mm到76.2mm的孔,钻削深度可达直径的100倍。特殊订制的枪钻可加工孔径为152.4mm,深度为5080mm的深孔。
尽管枪钻的每转进给量较低,但其每分钟进给量却比麻花钻大(每分钟进给量等于每转进给量乘以刀具或工件转速)。
由于刀头是用硬质合金制造,所以枪钻的切削速度比高速钢钻头要高得多。这可增加枪钻每分钟的进给量。另外,当使用高压冷却液时,其切屑能从被加工孔中有效排出,无需在钻削过程中定期退刀来排出切屑。
威亚迪不仅仅停留在深孔加工机床制造上,深孔钻的生产和深孔代加工业务也是德国最大的专业厂家。
专用机器使用的的枪钻,全部产品订货之后生产最少1支也可以,数量不限,交货时间只需1个月即可。
深孔枪钻造价信息
深孔枪钻,深孔钻,深孔钻头钻咀
枪钻:
1、属于外排屑专用深孔加工刀具。v型角为120°。
2、枪钻专用机床使用。
3、冷却及排屑方式为高压油冷系统。
4、有普通硬质合金及涂层刀头两类。
深孔钻:1、属于外排屑专用深孔加工刀具。v型角为160°。
2、深孔钻系统专用。
3、冷却及排屑方式为脉冲式高压雾装冷却。
4、有普通硬质合金及涂层刀头两类。
枪钻是一种有效的深孔加工刀具,其加工范围很广,从模具钢材,玻璃纤维、特氟龙(Teflon)等塑料到高强度合金(如P20和铬镍铁合金)的深孔加工。在公差和表面粗糙度要求较严的深孔加工中,枪钻可保证孔的尺寸精度、位置精度和直线度。
要想使枪钻加工深孔时能够达到满意的效果,必须熟练掌握枪钻系统的性能(包括刀具、机床、夹具、附件、工件、控制单元、冷却液和操作程序)。操作者的技术水平也很重要。根据工件的结构及工件材料的硬度以及深孔加工机床的工作情况和质量要求,选择适当的切削速度、进给量、刀具几何参数、硬质合金牌号和冷却液参数,才能获得优异的加工性能。
在生产中,直槽枪钻使用得最多。根据枪钻的直径并通过传动部分、柄部和刀头的内冷却孔的情况,枪钻可制成整体式和焊接式两种类型。其冷却液从后刀面上的小孔处喷出。枪钻可有一个或两个圆形的冷却孔,或单独一个腰形孔。
标准枪钻可加工孔径为1.5mm到76.2mm的孔,钻削深度可达直径的100倍。特殊订制的枪钻可加工孔径为152.4mm,深度为5080mm的深孔。
尽管枪钻的每转进给量较低,但其每分钟进给量却比麻花钻大(每分钟进给量等于每转进给量乘以刀具或工件转速)。
由于刀头是用硬质合金制造,所以枪钻的切削速度比高速钢钻头要高得多。这可增加枪钻每分钟的进给量。另外,当使用高压冷却液时,其切屑能从被加工孔中有效排出,无需在钻削过程中定期退刀来排出切屑。
威亚迪不仅仅停留在深孔加工机床制造上,深孔钻的生产和深孔代加工业务也是德国最大的专业厂家。
专用机器使用的的枪钻,全部产品订货之后生产最少1支也可以,数量不限,交货时间只需1个月即可。
深孔枪钻概述常见问题
-
你好,博世钻不错很好用,是比较出名的牌子,其重量手感非常好用起来工作效率高,作时火花呈绿色均匀,而且细小,声音均匀,没的杂音,工作时噪音不大。值得购买
-
合金钻头合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。现在市场上的...
-
一个有冲击作用,一个没有冲击作用。钻头不一样。冲击钻可以打混凝土,钻不行
深孔枪钻概述文献

 枪钻加工渗碳钢20Cr深孔时断屑性能的改进
枪钻加工渗碳钢20Cr深孔时断屑性能的改进
在渗碳20Cr上加工细长孔时存在的主要问题是:散热困难和排屑不通畅。在分析了实际加工条件和被加工材料的特点后,优化了原有几何参数。经过在该材料上大量加工细长孔后,设计出一种新型枪钻。经试验验证:能够改善散热并使得切屑顺利排出,刀具寿命也因此延长了两倍。本文介绍了试验过程以及加工过程中对渗碳20Cr钻削断屑机理的进一步分析。
焊接硬质合金枪钻钻削45钢的力学模型研究
研究了硬质合金枪钻钻削45钢的力学模型。通过对硬质合金枪钻主切削刃、导向支撑面、间隙面上的受力进行积分,借鉴特殊的能量模型并考虑了枪钻的几何结构参数、切削参数及工件的材料性能,建立了枪钻的力学模型。切削实验数据显示,枪钻所受力和力矩会随着切削进给的增加以及切削速度的降低而增加。
TBT深孔枪钻,材质是硬质合金,类别是深孔钻,扩孔钻,阶梯钻,焊接式,整体式,涂成和非涂成。
随着现代机械加工多工位加工的方向发展,深孔钻所具有的精度高,钻削能力强等在机械加工上越来越被得到青睐,在很大程度上增加了深孔钻在通用机床上的应用。所以它也广泛应用于浅孔,中等深度孔以及阶梯孔的加工。
深孔钻应用范围包括:
1,汽车工业
2,航天工业
3,结构建筑工业
4,医疗器材工业
5,模具/治具工业
6,油压,空压工业等精密领域
Tbt深孔钻详细参数:
品牌:TBT深孔钻
型号:标准件
加工定制:是(订做请提供图纸)
是否标准件:标准件(提供图纸可以订做非标件)
是否进口:德国原装进口
是否库存:库存
直径:直径范围0.6-50mm(公称直径可以精确到0.001mm)
全长:总长可以达到6000mm
钻柄:标准规格(12.7*38.1,19.05*69.8,25*70亦可根据客户要求订做)
随着现代机械加工多工位加工的方向发展,深孔钻所具有的精度高,钻削能力强等在机械加工上越来越被得到青睐,在很大程度上增加了深孔钻在通用机床上的应用。所以它也广泛应用于浅孔,中等深度孔以及阶梯孔的加工。
深孔钻应用范围包括:
1,汽车工业
2,航天工业
3,结构建筑工业
4,医疗器材工业
5,模具/治具工业
6,油压,空压工业等精密领域
Tbt深孔钻详细参数:
品牌:TBT深孔钻
型号:标准件
加工定制:是(订做请提供图纸)
是否标准件:标准件(提供图纸可以订做非标件)
是否进口:德国原装进口
是否库存:库存
直径:直径范围0.6-50mm(公称直径可以精确到0.001mm)
全长:总长可以达到6000mm
钻柄:标准规格(12.7*38.1,19.05*69.8,25*70亦可根据客户要求订做)
机械零件越来越复杂,零件对深孔加工的需求日益增多,这在模具制造业中尤为突出(如模具顶出孔和冷却水道孔的加工)。有关资料显示,孔加工约占整个机械加工的30%,而深孔加工又占到孔加工的40%以上,其中有22%是实心料的加工。在刀具生产行业,世界各国每年生产的用于孔加工的钻头占整个刀具行业的60%。在29个制造行业中,至少有50%对深孔加工及其设备有直接需求,1/3以上有迫切需求。但是,我国深孔加工技术的发展和普及比欧洲等发达国家至少落后近30年,90%的深孔加工装备都依赖进口,拥有自主知识产权和核心技术的高端产品不足10%。发展和推广深孔加工技术直接关系到我国机械产品的生产效率和质量。
1 深孔加工常用方法
在机械制造业,孔加工一般按孔的长径比分为浅孔加工和深孔加工。由于传统的孔加工普遍采用标准麻花钻,因此根据麻花钻的直径d0、螺旋角β和螺旋槽导程P之间的关系,将长径比>5的孔称为深孔。在近现代,随着科技发展以及孔加工方式的增加,浅孔与深孔之间已经没有明确的界限。人为地将孔加工按孔的长径比进行划分,主要是为了便于选择刀具和选用工艺。对于浅孔加工,可以用麻花钻钻削、激光加工、电火花加工、线切割加工等多种方式来实现。由于浅孔的长径比小,加工比较容易,因此可选择的加工方法也较多。但对于深孔或超长深孔(一般定义为长径比>10的孔)的加工,可选择的加工方法明显减少。深孔加工刀具可按排屑方式分为内排屑和外排屑两大类,外排屑刀具包括枪钻、深孔扁钻、深孔麻花钻等;内排屑刀具因所用加工系统不同,分为BTA深孔钻系统、喷吸钻系统和DF深孔钻系统。
深孔麻花钻是目前最常用的深孔加工刀具,由于其应用的广泛性,大量国内学者对其进行了研究,大致包含以下四个研究方向:①麻花钻钻尖结构的研究。例如:A.S.Salama和A.H.Elsawy研究了双平面钻尖的动态几何结构,分析了进给速度对双平面钻尖切削刃关键角度参数的影响。李信能研究了平面钻尖的加工方法,建立了刃磨单平面和双平面钻尖的数学模型。②麻花钻螺旋槽结构的研究。例如:Kaldor S.等研究了加工螺旋槽时的刀具截面轮廓和砂轮截面轮廓设计问题,给出了“正问题”和“反问题”的明确定义,即“正问题”是给定砂轮轴截面形状,求解螺旋槽横截面形状;“反问题”则是给定螺旋槽截面形状,求解砂轮轴截面形状。刘彬从切屑的卷曲、流出两个方面对麻花钻螺旋槽的优化设计方法进行了探讨性研究,提出一种排屑顺畅的麻花钻刃型设计方案。③麻花钻横刃修磨的研究。横刃修磨能显著减小轴向钻削力,提高进给量,其主要修磨型式有R型修磨、X型修磨、N型修磨、S型修磨、杯型修磨和无横刃型修磨等几种方式。④深孔麻花钻的结构研究。原江西量具刃具厂曾开发了一种深孔加工抛物线麻花钻,该钻头的螺旋槽型由抛物线和圆弧旋转而成,无刃背,容屑槽宽,采用大螺旋角和无锥度的厚钻芯。虽然深孔麻花钻的发展已经达到成熟阶段,但由于加工深度受到制约,深孔麻花钻还无法完成小直径超长深孔的加工。
另一种常用的深孔加工方式是内排屑加工系统,但由于切屑要通过刀具内部空腔排出,因此刀具直径偏大,一般用于加工Φ18mm以上的孔。因此,对于长径比>10,直径小于20mm的小直径深孔,枪钻几乎是唯一最有效的加工刀具,而且长径比越大,枪钻的优势越明显。如图1所示,枪钻可分为单沟枪钻和双沟枪钻两种类型。枪钻由头部、钻杆、钻柄三部分组成,一般采用整体硬质合金结构,或钻头采用硬质合金,钻杆用钢管轧制而成,然后将钻头和钻杆无缝焊接到一起。枪钻的钻尖形状复杂,几何参数也较多,枪钻内部有冷却液输入孔,外部有一条贯穿前后的V形槽。随着机械制造业的发展,对小直径深孔的加工需求急剧增加,而枪钻在小直径深孔加工中有着其它刀具无法替代的优势,所以枪钻在机械制造业日益受到重视。
2 钛合金切削加工性能研究
钛合金是以钛为基础,加入其它合金元素构成的一种金属间化合物结构材料。该材料的特点是:比强度高,热强性高,抗蚀性好,化学活性大,导热性能差,弹性模量小;切削加工时弹性变形大,切削温度高,单位面积切削力大,高温时表面易硬化,粘刀现象严重。
早在上世纪中叶,欧美发达国家就围绕钛合金加工开展了大量研究,包括刀具磨损、切削机理、切削力、切屑形态等。Lockheed公司最早尝试在6-220m/min速度范围内进行钛合金铣削试验。Michigan大学对三种钛合金进行了铣削试验,以提高钛合金的材料去除率,并通过试验研究了高速铣削的加工振动问题。Jawaid等通过试验研究了钛合金Ti-6246的刀具磨损。结果表明,细晶粒刀具或经过研磨的刀具耐磨性能较好。Nouari和Iordanoff用离散元法分析了切削钛合金的刀具磨损。研究表明,运用离散元法可有效帮助控制刀屑接触。Komanduri最早对钛合金的切削机理进行研究,通过研究正交切削钛合金时的切屑变形,提出了著名的锯齿状切屑突变剪切失稳理论。Huriung对钛合金加工中的刀具磨损机理进行了深入研究,指出WC-Co 基硬质合金刀具和PCD刀具中的碳会与钛合金切屑在界面处发生反应,生成TiC 界面层,当扩散速率受到TiC界面反应层的阻隔后,将减缓刀具的磨损。他还指出,稳定的 TiC 界面层将有助于减缓这两种刀具的磨损。
(a)
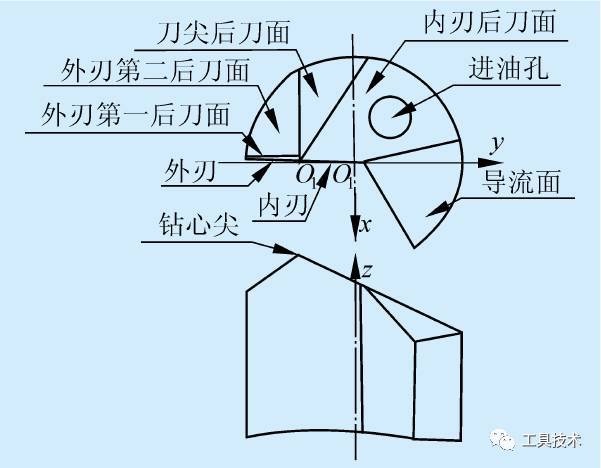
(b)
图1 枪钻结构
我国对钛合金切削性能的研究要晚于西方发达国家,但经过国内高校和科研院所的努力,已经取得了很多研究成果。南京航空航天大学王珉首先对铣削加工钛合金的刀具磨损机理进行了深入研究,指出低速铣削时以粘结撕裂磨损为主,高速铣削时主要为扩散磨损。何宁等基于绿色切削理念,用硬质合金刀具进行了高速铣削钛合金的单因素试验,得出了径向切深、轴向切深、每齿进给量和铣削速度对铣削力的影响规律,并比较分析了干铣削、氮气油雾和空气油雾介质下铣削力的变化特点。西北工业大学的史兴宽和上海交通大学的陈明等研究了在高速铣削和普通铣削条件下,钛合金TC4材料的加工表面完整性,指出高速铣削对提高加工效率、改善加工表面完整性十分有益。山东大学石磊从化学、物理和力学性能三个方面对刀具材料与钛合金的性能匹配进行了研究,并通过Ti-6Al-4V钛合金的铣削试验加以验证,建立了钛合金切削刀具选择系统模型。
虽然我国对钛合金切削性能的研究有了很大进展,但大部分集中在对钛合金铣削性能的研究,而对钛合金深孔枪钻加工性能研究甚少。钛合金深孔枪钻加工的刀具磨损机理、加工质量状况、加工效率等都有待进一步深入研究。
3 枪钻研究现状
枪钻加工技术最早出现在军工行业,直到20世纪中叶,出于国家建设和经济发展的需求,日、欧、美率先将一批军用技术转移到民用企业,用于民品生产,枪钻也从此被人们广泛知晓和应用。此后,国内外很多高校和科研院所都围绕枪钻加工展开了一系列研究,包括枪钻结构研究、枪钻加工工艺研究、枪钻振动钻削研究以及枪钻加工稳定性研究,并取得了丰硕的研究成果。
(1)枪钻结构的研究
枪钻刀具角度复杂,主要包括内刃锋角(也称为内刃余偏角或内角)、外刃锋角(也称为外刃余偏角或外角)、外刃第一后角、外刃第二后角、内刃后角、刀尖角、导流面后角等。每一个角度的变化都会对切削力产生影响,进而影响刀具的寿命和加工质量。所以,从枪钻的结构出发,研究枪钻的刀具寿命和加工质量具有重要意义。
Osman和Chahil通过开放的液压回路系统研究了枪钻钻尖与V型槽接触面处的截面形式对加工质量的影响,提出了单孔、双孔、腰型孔三种截面形式。并指出,与其他两种截面形式相比,双孔截面形式的液压损失最小。随后,Astakhov等开发了一种可以测出孔底部切削液压力的封闭液压回路装置,并通过试验,阐释了孔底几何形状对钻尖附近的冷却液压力有极大影响,而孔底几何形状取决于钻头的几何形状。K.S.Woon等研究了薄壁深孔加工中枪钻刀刃圆角半径对孔的直线度的影响,提出了集切削力、钻孔偏差、薄壁变形以及过程运动学于一体的机械模型,建立了研究薄壁深孔枪钻加工的理论基础。Dirk Biermann等以枪钻刃形为研究对象,通过对比试验,揭示了单刃深孔钻切削刃的形状对深孔钻削过程的影响,包括对刀具磨损、刀具负载以及孔的质量的影响。大连工业大学的李元坤通过枪钻的磨损试验和扭矩试验,研究得出了最优的导流面名义后角参数,并引入了冲击压力损失的概念,建立了底面净隙区内的冷却液流动模型。首次提出了“压力不平衡度”的概念,并将其作为枪钻设计中必须考虑的影响因素之一。大连工业大学的张伟等以钛合金为加工对象,改进了深孔钻削工艺,调整了刀具的几何参数。为了提高枪钻的强度,将枪钻的后角由15°减小到12°,并在刀具其它参数不变的情况下,通过实验对比了改进前后的刀具寿命,实验结果显示,改进后的刀具寿命显著增加。湖南大学的张秋丽分析了枪钻的受力状态,并结合枪钻的结构特点,基于切削原理和“微刀具”理论,建立了平面型后刀面枪钻的钻削力数学模型,为预测枪钻的钻削力提供了理论参考,同时也为枪钻的优化设计提供了新的设计方法。
从国内外目前的研究情况来看,对枪钻结构的研究并不完善,且大部分研究都是对试验结果的分析,缺乏相应的理论支撑。在对刀具结构进行调整时,很大一部分是在特定的加工环境下,依据加工经验进行判断,导致研究结果不够精确。
(2)枪钻加工工艺的研究
目前对枪钻加工工艺的研究主要集中在切削速度、进给速度等切削用量以及油压对加工质量的影响上,其中对油压的研究相对较少,对切削参数的研究占绝大多数。
Astakhov等研究了在刀具运动、工件静止的情况下,枪钻入钻喇叭口的形成原理。并从枪钻钻入的稳定性入手,分析了从钻尖接触工件到钻头完全钻入工件的过程,剖析了各方面因素(如支撑面位置、导向套、刀具角度等)对钻入稳定性的影响,并对提高枪钻钻入的稳定性提出了合理化建议。Astakhov和Galitsky等还研究了枪钻工艺参数(切削速度、进给量)和几何参数对刀具寿命的影响,通过对实验数据的分析,得出了最佳的工艺参数和刀具几何参数,并指出刀具寿命并非只受单个因素的影响,而是所有工艺参数和几何参数综合作用的结果。大连工业大学的潘宇豪等以不锈钢的枪钻加工为研究对象,通过实验得出了最优切削参数,并对比了标准型枪钻、双外刃枪钻、带断屑槽的单外刃枪钻三种枪钻在最优切削参数下的加工性能。天津大学的杜云芝通过有限元分析,建立了枪钻和麻花钻的三维模型,用有限元法动态模拟了钻削加工过程,验证了钻削过程动态有限元模拟的可行性,并对比了不同钻速下两种钻头加工过程中的应力、应变场、温度分布、材料流动以及切屑成形,进而间接分析了其垂直度的差别。华南理工大学的梁浩文通过实验,研究了枪钻加工工艺以及转速对工件质量的影响,包括工件的出入口直径差、孔径偏差、圆度、轴线偏差等,指出在进给速度、冷却液压力一定的情况下,随着枪钻钻速的增加,刀具的振动变大,出入口的直径差增大,而出入口的轴线偏差和圆度随钻速的增加波动较小。上海工具厂的胡江林和大连工业大学的张伟针对切削银铜合金时不易断屑的问题,对加工参数进行了优化,分别采用两种钻速、四种进给量进行了试验,通过研究切屑的形状和变形系数,得出了合理的切削速度和进给量范围。张文强等根据枪钻在加工过程中“避硬趋软”的特点,研究了薄壁深孔的加工工艺,通过对加工过程中切削力的分析,提出了四种改善薄壁深孔加工中孔轴线偏斜问题的加工方法。孙庆等对枪钻的冷却系统进行了分析,根据计算公式和经验数据,重新优化设计了枪钻加工冷却系统,为在普通车床上进行枪钻深孔加工提供了更合理的冷却加工系统。
分析已有的对枪钻加工工艺的研究发现,绝大部分研究成果都建立在实验基础之上,对内在机理的研究与分析相对较少,且研究的加工工艺大多是针对特定的工件材料,不能适用于所有材料的加工,更缺少具有参考价值的、与材料相匹配的工艺参数。
(3)枪钻振动切削的研究
振动钻削是振动切削的一个分支,它与普通钻削的区别在于:振动钻削在钻头(或工件)正常进给的同时,对钻头(或工件)施加某种有规律的振动,使钻头在振动中切削,形成脉冲式的切削力波形,使切削用量按某种规律变化,以达到改善切削效能的目的。
振动钻削理论首先由日本宇都宫大学的隈部淳一郎提出,他率先对超声振动钻削的加工机理进行了研究,他在其著作《精密加工振动切削(基础与应用)》中提出了钻头的静止化和刚性化理论。此后,美国学者W.Hansen对低频振动钻削进行了研究,提出了低频振动钻削的概念与方法,并研制了安装在自动车床上,用凸轮控制的机械式轴向振动钻削装置,实验研究发现,低频振动钻削可以减少钻头烧伤,提高钻头寿命,加快排屑过程以及提高孔的位置精度。西安理工大学的薛万夫等通过理论分析和试验验证,给出了断屑区域图和钻头动态后角计算图,利用该图可以方便地选择振动钻孔的工艺参数和合理的刀具角度,并指出,只要恰当地选择振动参数及其与切削用量的匹配关系,在适用范围内无论加工何种材抖,采用何种刀具角度,都能根据需要随意控制切屑的大小和形状,从而实现切屑的自主控制。西安石油大学的刘战锋等在DF振动钻削系统上采用枪钻对35CrMo材料进行了超细长深孔低频振动钻削与普通钻削的对比实验,比较了两种不同加工方式获得的工件质量,包括工件的扩孔量、粗糙度、直线度和圆度,验证了只要匹配的工艺参数合理,采用低频振动钻削得到的各项工艺参数均优于普通钻削。华中理工大学的李伟用偏心机械扭转振动枪钻对铝合金进行了钻削实验,证明振动枪钻可以减小刀具钻削力,提高工件表面质量。青岛大学的苟琪和西安理工大学的李云芳通过对振动断屑的理论分析,根据振动波形干涉得出了理论断屑条件和理论断屑区域图,并指出,振动钻孔断屑是由间断切削过程造成的。他们还定量分析了间断切削过程中的空切角度、空切时间对断屑的影响,并通过试验验证了用空切理论分析断屑的正确性。北京航空航天大学李振东等由理论公式推导绘制出理论上的振动断屑区域图,并通过实验,对振动断屑区域图进行了验证。中北大学的房嘉赓以深孔振动钻削技术中的轴向振动钻削为研究对象,对其加工时产生的轴向力和扭矩预测进行了研究。运用计算机数值模拟分析软件Deform-3D,根据轴向振动钻削的关键技术,建立了枪钻轴向振动钻削硬铝合金的有限元模型,实现了对该技术的有限元动态模拟,为振动钻削技术的研究提供了有限元仿真方法。
虽然振动钻削理论在上世纪50年代就已提出,并且迄今已取得了大量研究成果,但有关振动钻削在枪钻深孔钻削中的研究与应用却比较少。在振动钻削加工中,对不同的工件材料和尺寸应采用何种振动方式(自由振动、自激振动或受迫振动)和什么样的振动频率(低频振动或高频振动),目前尚无明确的定义。
(4)枪钻加工稳定性的研究
枪钻加工的稳定性直接影响工件的加工质量及刀具的使用寿命。虽然影响加工稳定性的因素很多,但追根究底是由切削力的变化造成的。迄今为止,对加工稳定性的研究大多集中在对加工过程中产生的颤振进行分析,以及研究辅助加工工具(如导向条、导向套、钻杆支撑架等)对加工稳定性的影响。
Alexander M.Gouskov等研究了枪钻加工过程中的非线性弯曲振动与扭转振动,将枪钻简化为受横向振动和轴向振动的连续梁模型来进行分析,并结合连续切削与断续切削理论,提出了新的弯曲扭转耦合振动钻削模型,为研究枪钻的振动钻削提供了理论依据。Tarng和Li基于ART2神经网络方法开发了一种颤振识别系统,并通过试验证实该系统可有效检测出加工颤振,该系统是根据轴向力随时间的变化来判别是否产生颤振。西安工业大学白万民以枪钻为研究对象,根据机床的回转精度和进给精度、工件材料、机床的三点一线、钻杆的刚度等,分析了刀具在加工时的受力状况,并用有限元法推导出中心线偏移量的计算公式。中北大学郑志群等基于转子系统动力学、机床颤振的非线性理论、深孔加工系统的非线性动力学等,建立并分析了枪钻加工小直径深孔的动力学模型,从而得到枪钻加工系统的动力学方程,并用MATLAB软件求解方程,为小直径深孔钻削的稳定性分析建立了理论基础。中北大学的段晓奎和魏旭民针对深孔钻削加工中出现的颤振问题,分析了金属切削加工中颤振产生的机理,研究了磁流变液材料的原理、磁流变效应的机理和磁流变液减振器的设计原理,提出利用磁流变液来抑制颤振的发生,并给出了基于BP神经网络PID控制的深孔加工磁流变液减振器控制算法。
目前加工稳定性的研究主要集中在车削和铣削领域,对钻削稳定性的研究相对较少。在研究钻削加工稳定性时,几乎都是采用麻花钻或BTA深孔钻作为研究对象,并且忽略了过程阻尼对切削加工稳定性的影响。因此,结合过程阻尼的形成机理及其对加工稳定性的影响,以枪钻为对象进行钻削稳定性的研究,对提高枪钻一次加工成形质量具有重要意义。
小结
尽管随着制造业的发展,在各国研究人员的共同努力下,枪钻加工技术有了质的飞跃,但要使枪钻加工技术在民用制造业得到普及应用,还有许多工作要做。此外,对枪钻加工的研究还存在以下一些问题:
(1)与车削和铣削加工相比,目前对钻削加工的研究总体上还比较少。车削和铣削的研究从切削理论到实际应用都已达到成熟阶段,而钻削的研究还不够成熟,且钻削理论和工艺试验90%都是以麻花钻为研究对象。而对深孔加工的研究,绝大部分都是采用内排屑深孔钻,对枪钻的研究只占其中很少一部分。因此,加强对深孔枪钻加工的研究,对其发展与应用具有重要意义。
(2)对枪钻加工的研究,无论是研究刀具寿命,还是研究切削用量或刀具参数等,大多是从切削试验出发,根据实际加工状况、切屑形态、刀具磨损等进行直观判断,缺乏一套完整的理论作为支撑。因此,揭示枪钻加工的内在机理和规律显得尤为重要。
(3)对枪钻加工切削用量的研究较少,且目前对切削用量的研究大多是针对特定的加工材料,对于常用工件材料,尚未给出具体的、定量的最优化切削参数,或直接建立可供加工人员选用的匹配参数表,这就导致深孔枪钻加工推广困难,在加工新的材料时,需要花费大量时间来确定最优切削用量。
(4)在断屑台或断屑槽是否可应用于枪钻断屑的问题,国内外基本上很少研究。枪钻加工中的可靠断屑一直是一个加工难题,它对刀具寿命和孔的表面质量有直接的影响。对这一问题的深入研究,将大幅提高枪钻一次加工的精度,从而减少后续加工工序。
(5)由于枪钻自身的结构特点,在加工大长径比深孔时,钻杆的振动不可避免。但是,目前对钻杆稳定性的研究并不多见,如何最大限度地减小加工过程中的钻杆振动是枪钻研究的又一重点。
(6)枪钻的刀头结构参数是影响其加工性能最直接的要素。目前的研究表明,改变刀头结构参数或多或少会对加工质量产生影响,但影响的程度和规律还需要加以研究和分析。对于特定材料的加工,目前只能给出刀具几何参数的大概范围,具体数值仍需用户根据实际加工情况来决定,因此,对刀头结构参数进行深入研究,实现工件材料与切削参数的合理匹配对于枪钻加工技术的发展至关重要。
原载《工具技术》 作者:李亮

深孔枪钻相关推荐
- 相关百科
- 相关知识
- 相关专栏
- GD-33钻头研磨机
- 底盘抵抗线
- 数控卡盘
- 楼层控制型电梯管理系统
- 三通调节球阀
- 三通全铜旋塞阀
- OT隔离开关
- 机床:卡盘
- 堵头布
- 斯普莱以太网线的防水堵头
- 卡套式管接头用锥密封堵头
- 机械CAD·CAE应用技术基础第2版
- 护栏管堵头灌封胶HN-611
- 江苏淮安文通塔
- 纸堵头压块机
- 鲁尔接头
- 招投标书—转轮除湿机方案概述技术标商务标标书模板
- 招标师继续教育-WTO政府采购协议(GPA)概述
- 在大荷载作用下人工挖孔灌注桩桩基承台的设计与施工
- 旋喷搅拌喷射钻具及土体支护施工工法专利申请书
- 应用螺杆钻定向钻探技术在复杂地层施工空间型定向孔
- 在铁路复杂咽喉区顶进大孔径框架桥设计施工关键技术
- 有埋深无体积质量的黏性土地基极限承载力的直接求解
- 应用通气孔梅花式塑料编织苫布保管暖甜菜效果的分析
- 引黄济宁工程拉脊山越岭隧洞超深钻孔地应力梯段测试
- 园林工程施工技术要求及效果验收标准概述
- 供水及水处理系统土建工程概述
- 概述建筑机电安装工程施工中相关技术资料
- 关于桥梁钻孔灌注桩断桩产生原因及防治处理措施
- 概述高层建筑主体结构施工及质量控制
- 光固化改性环氧玻璃钢防护层在定向钻穿越管道上应用
- 工程地质知识人工挖孔桩安全技术要求及施工安全措施
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司