数控机床PLC编程内容简介
《数控机床PLC编程》根据国家发展先进制造业,培养机电一体化专门人才的要求而编写的。《数控机床PLC编程》全书共7章,内容包括可编程控制器的一般结构及其基本工作原理,FANUC PMC系列和SIMATIC S7系列性能规格及构钱,编程软件,指令系统,编程,PMC顺序程序示例,PLC程序示例。
《数控机床PLC编程》可作为普通高等学校和高职高专院校相关专业教材,还可作为数控行业技术人员的参考用书。
数控机床PLC编程造价信息
第1章 可编程控制器的一般结构及基本工作原理……………………1
1.1 可编程控制器的产生、特点、应用及其发展……………………1
1.1.1 可编程控制器的产生……………………1
1.1.2 可编程控制器的特点……………………2
1.1.3 可编程控制器的应用领域……………………4
1.1.4 可编程控制器国内外现状及发展趋势……………………5
1.2 可编程控制器的一般结构及基本工作原理……………………7
1.2.1 可编程序控制器的一般结构……………………7
1.2.2 可编程控制器的基本工作原理……………………9
1.3 可编程控制器的基本技术性能指标……………………11
1.4 可编程控制器在数控机床上的应用……………………12
1.5 可编程控制器的应用设计……………………13
1.5.1 程序设计方法……………………13
1.5.2 程序设计步骤……………………14
1.5.3 程序设计技巧……………………15
1.5.4 程序设计注意事项……………………15
思考题与习题……………………16
第2章 FANUC PMC 和SIMATIC S7 系列性能规格及构成……………………17
2.1 概述……………………17
2.1.1 数控系统……………………17
2.1.2 伺服系统……………………18
2.1.3 可编程控制器……………………18
2.2 PMC 系列的性能规格和构成……………………19
2.2.1 PMC 顺序程序处理……………………20
2.2.2 PMC 指令分类……………………22
2.3 S7 系列的性能规格和构成……………………23
2.3.1 可编程控制器组成……………………26
2.3.2 内置PLC 组成……………………26
2.3.3 内置PLC 程序处理……………………27
2.3.4 PLC 指令分类……………………28
思考题与习题……………………34
第3章 编程软件……………………35
3.1 FAPT LADDER-Ⅲ编程软件……………………35
3.1.1 安装/卸载FAPT LADDER-Ⅲ ……………………36
3.1.2 FAPT LADDER-Ⅲ应用……………………38
3.2 STEP 7 编程软件……………………46
3.2.1 安装/卸载STEP 7 ……………………48
3.2.2 STEP 7 应用……………………53
思考题与习题……………………59
第4章 指令系统……………………60
4.1 PMC 指令……………………60
4.1.1 功能指令的功能分类……………………60
4.1.2 功能指令的功能描述……………………63
4.2 PLC 指令……………………91
4.2.1 指令的功能分类……………………91
4.2.2 指令的功能描述……………………99
思考题与习题……………………206
第五章 编程……………………207
5.1 PMC 编程……………………207
5.1.1 编程方式……………………208
5.1.2 编程语言……………………209
5.1.3 地址……………………210
5.1.4 数据类型……………………221
5.1.5 指令应用……………………222
5.2 PLC 编程……………………236
5.2.1 编程方式……………………237
5.2.2 编程语言……………………239
5.2.3 地址……………………241
5.2.4 数据类型……………………248
5.2.5 PLC 指令应用……………………250
思考题与习题……………………260
第6章 PMC 顺序程序示例……………………261
6.1 基本顺序程序……………………262
6.1.1 急停处理……………………262
6.1.2 调用子程序……………………264
6.2 子程序……………………264
6.2.1 操作方式(SUB1) ……………………264
6.2.2 系统功能(SUB2) ……………………268
6.2.3 进给速度/主轴转速修调(SUB3)……………………276
6.2.4 进给轴控制(SUB4) ……………………281
6.2.5 手轮控制(SUB5) ……………………285
6.2.6 主轴控制(SUB6) ……………………286
6.2.7 辅助电机控制(SUB7) ……………………293
6.2.8 寻找刀具(SUB10)……………………294
6.2.9 刀具交换(SUB11)……………………305
6.2.10 M/ T 命令完成(SUB12) ……………………309
6.2.11 用户报警信息(SUB20) ……………………310
6.2.12 M 代码的译码(SUB30) ……………………312
思考题与习题……………………313
第7章 PLC 程序示例……………………314
7.1 主程序(OB1) ……………………316
7.2 子程序……………………319
7.2.1 机床启动/停止(FC100) ……………………319
7.2.2 返回参考点(FC101) ……………………324
7.2.3 主轴转速换挡(FC111) ……………………326
7.2.4 转台控制(FC113) ……………………332
7.2.5 用户报警信息(FC120) ……………………334
思考题与习题……………………335
附录A 接口信号表(FANUC 0i 系列) ……………………336
附录B 接口信号表(SINUMERIK 810D/ 840D) ……………………354
附录C PLC 基本程序块分配(SINUMERIK 810D/ 840D) ……………………381
参考文献……………………383 2100433B
数控机床PLC编程内容简介常见问题
-
1.plc在机床上主要是取代了传统的继电器时序控制(可以选plc在机床的时序控制)2.plc的伺服控制(传统机床的精度要靠技术工人的操作和熟练程度,认为因素很大,但plc伺服完全克服了上述缺点)
-
数控系统有两大部分,一是NC、二是PLC,这两者在数控机床所起的作用范围是不相同的。1、 实现相对于工件各坐标轴几何运动规律的数字控制。这个任务是由NC来完成;2、 机床辅助设备的控制是由PLC来完成...
-
数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。 数控机床的特点 [编辑本段] 数...
数控机床PLC编程内容简介文献

 数控机床论文
数控机床论文
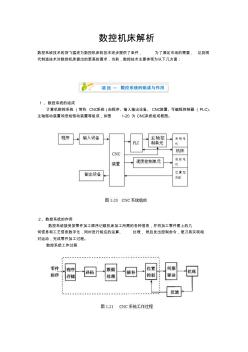
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件, 为了满足市场的需要, 达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1 、数控系统的组成 计算机数控系统 (简称 CNC系统)由程序、输入输出设备、 CNC装置、可编程控制器(PLC)、 主轴驱动装置和进给驱动装置等组成,如图 1-20 为 CNC系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、 处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图 1-21 所示(图中的虚线框为 CNC单元),一个零件程序的执行首先要输入 CNC中,经 过译码、数据处理、 插补、位置控制, 由伺服系统执行 CNC输出的指令以驱动机床完成加工。 CNC系
 浅谈PLC机械加工数控机床改造技术
浅谈PLC机械加工数控机床改造技术
数控机床的强大功能离不开PLC技术的采用,文本通过对PLC技术的简单介绍来阐述PLC机械加工数控机床改造技术,实现企业利润的最大化。
PLC编程的应用面广、功能强大、使用方便,已经成为当代工业自动化的主要装置之一,在工业生产的所有领域得到了广泛的使用,在其他领域(例如民用和家庭自动化)的应用也得到了迅速的发展。
国际电工委员会(IEC)在1985年的PLC标准草案第3稿中,对PLC作了如下定义:"是一种数字运算操作的电子系统,专为在工业环境下应用而设计。它采用可编程序的存储器,用来在其内部存储执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字式、模拟式的输入和输出,控制各种类型的机械或生产过程。可编程序控制器及其有关设备,都应按易于使工业控制系统形成一个整体,易于扩充其功能的原则设计。"从上述定义可以看出,PLC是一种用程序来改变控制功能的工业控制计算机,除了能完成各种各样的控制功能外,还有与其他计算机通信联网的功能。
PLC编程的推广应用在我国得到了迅猛的发展,它已经大量地应用在各种机械设备和生产过程的电气控制装置中,各行各业也涌现出了大批应用PLC改造设备的成果。了解PLC的工作原理,具备设计、调试和维护PLC控制系统的能力,已经成为现代工业对电气技术人员和工科学生的基本要求。
《PLC编程与调试》是作者蔡亚洲结合多年的实训教学经验,根据国家最新职业鉴定标准编写而成。《PLC编程与调试》核心知识主要包括三部分内容:PLC基本操作,FX系列PLC基本指令的应用,PLC设计、安装综合训练。
《PLC编程与调试》内容通俗易懂,技术训练可操作性强,可作为职业院校相关专业的教材。
海为(Haiwell) PLC编程软件名称为HaiwellHappy编程软件,是一款符合IEC 61131-3规范的PLC编程软件, 用于Haiwell 系列PLC的编程,它支持LD(梯形图)、FBD(功能块图)和IL(指令表)三种编程语言。HaiwellHappy编程软件可运行于Windows98/200x/XP操作系统环境下。
HaiwellHappy编程软件特点
1.内置PLC仿真器
2.创新的便利指令集
3.模块化程序项目结构
4.指令使用表格
5.强大的在线联机功能
6.在线监控调试功能
7.独有的实时曲线功能
8.详尽的提示信息和在线帮助、型号、规格说明
Haiwell(海为)PLC发布带100%仿真功能的编程软件
海为PLC编程软件具有以下特点
1.1、国内第一个带仿真器的编程软件。
1.2、第一个支持100%全仿真功能的仿真器。
1.3、所有指令都可以仿真执行。
1.4、可以仿真系统中断、并自动执行绑定的中断程序。
1.5、可以仿真系统上电、断电的过程。
1.6、带通讯仿真器,仿真运行时可以用计算机串口与从机进行实际通讯
1.7、可以仿真脉冲输入、高速计数器及自学习能力,可以仿真脉冲输出。
1.8、带插补仿真器、可以仿真运动控制功能。
1.9、增加“生成PLC执行文件”功能介绍
海为(Haiwell)PLC的产品系列
数控机床PLC编程相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 南京华述电气成套设备有限公司
- 青岛华创电气自动化有限公司
- 伊莱克斯EAS32HP7DA
- 宁波市鄞州区大友广告有限公司
- 建筑工程设计招标投标管理办法
- 泰安市规划局2008年政府信息公开年度报告
- 泰安市规划局2012年政府信息公开工作年度报告
- 泰安市规划局2013年度政府信息公开工作报告
- 泰安市规划局2014年政府信息公开工作年度报告
- 园林景观CAD绘图技巧快速提高
- 轻松学AutoCAD 2015园林景观工程制图
- AutoCAD园林设计与施工图绘制课堂实录
- 详解AutoCAD2014园林设计(含DVD光盘1张)
- AutoCAD2014实用教程第4版
- 调节风窗
- 建筑装饰施工技术与组织(第2版)
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 基于S7-300PLC金属冶炼厂废水处理系统设计
- 基于PLC矿用智能低压馈电开关选择性漏电保护系统
- 基于PLC控制星三角启动存在问题及解决办法
- 基于S7-300可编程控制器变电站自动化系统设计
- 基于PLC火电企业分布式节能管理系统与设计
- 基于PLC水源热泵空调系统在大型商业建筑中应用
- 基于PLC与变频器水泵自动稳压供水控制系统开发
- 机械工程仪器学中可编程逻辑控制器介绍
- 基于PLC控制变频调速技术在中央空调系统中应用
- 基于PLC袋装水泥自动称重包装控制本科生毕业论文
- 可编程序控制器在T6216镗床电气系统改造中应用
- 基于PLC船舶阀门遥控与液位遥测教学实训系统设计
- 基于PLC施工升降机控制系统优秀毕业论文开题报告
- 可编程序控制器及微机在空调器装配生产流水线中应用
- 利用可编程序控制器改造CE7112仿形车床电气线路
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司