数控机床编程
《数控机床编程》是2005年9月由机械工业出版社出版的图书,作者是杜国臣。本书主要讲述了数控机床概述、数控加工编程基础、数控机床的加工工艺与图形的数学处理、数控车床编程、数控铣床编程等内容。
数控机床编程基本信息
| 书 名 | 数控机床编程 | 作 者 | 杜国臣 |
|---|---|---|---|
| 出版社 | 机械工业出版社 | 出版时间 | 2005年9月1日 |
| 页 数 | 257 页 | 定 价 | 25 元 |
| 开 本 | 16 开 | 装 帧 | 平装 |
| ISBN | 7111168895、9787111168898 | ||
前言
第1章 数控机床概述
1.1 数控机床的基本概念
1.2 数控机床的分类
1.3 数控机床的产生与发展及技术水平
思考题与习题
第2章 数控加工编程基础
2.1 概述
2.2 字符与代码
2.3 数控机床的坐标系
2.4 程序段与程序格式
思考题与习题
第3章 数控机床的加工工艺与图形的数学处理
3.1 数控加工工艺分析
3.2 图形的数学处理
3.3 典型零件的数控加工工艺分析
第4章 数控车床编程
4.1 概述
4.2 数控车削加工程序的编制
4.3 数控车床的操作面板及操作简介
4.4 车削加工编程实例
思考题与习题
第5章 数控铣床编程
5.1 概述
5.2 数控铣床编程基础
5.3 数控铣床基本编程方法
5.4 数控铣床的操作面板及操作简介
5.5 铣削加工编程实例
思考题与习题
第6章 加工中心编程
6.1 概述
6.2 加工中心加工程序的编制
6.3 加工中心操作面板简介
6.4 加工中心编程实例
思考题与习题
第7章 自动编程
7.1 概述
7.2 Master CAM 自动编程
7.3 Master CAM 综合应用实例
思考题与习题
附录
参考文献
数控机床编程造价信息
在普通机床上加工零件时,一般是由工艺人员按照设计图样事先制订好零件的加工工艺规程。在工艺规程中制订出零件的加工工序、切削用量、机床的规格及刀具、夹具等内容。操作人员按工艺规程的各个步骤操作机床,加工出图样给定的零件。也就是说零件的加工过程是由人来完成。例如开车、停车、改变主轴转速、改变进给速度和方向、切削液开、关等都是由工人手工操纵的。
在由凸轮控制的自动机床或由仿形机床加工零件时,虽然不需要人对它进行操作,但必须根据零件的特点及工艺要求,设计出凸轮的运动曲线或靠模,由凸轮、靠模控制机床运动,最后加工出零件。在这个加工过程中,虽然避免了操作者直接操纵机床,但每一个凸轮机构或靠模,只能加工一种零件。当改变被加工零件时,就要更换凸轮、靠模。因此,它只能用于大批量、专业化生产中。
数控机床和以上两种机床是不一样的。它是按照事先编制好的加工程序,自动地对被加工零件进行加工。我们把零件的加工工艺路线、工艺参数、刀具的运动轨迹、位移量、切削参数(主轴转数、进给量、背吃刀量等)以及辅助功能(换刀、主轴正转、反转、切削液开、关等),按照数控机床规定的指令代码及程序格式编写成加工程序单,再把这程序单中的内容记录在控制介质上(如穿孔纸带、磁带、磁盘、磁泡存储器),然后输入到数控机床的数控装置中,从而指挥机床加工零件。
这种从零件图的分析到制成控制介质的全部过程叫数控程序的编制。从以上分析可以看出,数控机床与普通机床加工零件的区别在于控机床是按照程序自动加工零件,而普通机床要由人来操作,我们只要改变控制机床动作的程序就可以达到加工不同零件的目的。因此,数控机床特别适用于加工小批量且形状复杂要求精度高的零件。
从外观看,数控机床都有CRT屏幕,我们可以从屏幕上看到加工各种工艺参数等内容。从内部结构来看,数控机床没有变速箱,主运动和进给运动都是由直流或交流无级变速伺服电动机来完成另外,数控机床一般都有工件测量系统,在加工过程中,可以减工件进行人工测量的次数。所以数控机床在各行各业中的使用将来越普及。
由于数控机床要按照程序来加工零件,编程人员编制好程序以后,入到数控装置中来指挥机床工作。程序的输入是通过控制介质来的。具体的方法有多种,如穿孔纸带、数据磁带、软磁盘及手动输入即MDI。
1、穿孔纸带
我国数控机床上常用的控制介质,大都是穿孔纸带。它是把数控程序按一定的规则制成穿孔纸带,数控机床通过纸带阅读装置把纸带上的代码转换成数控装置可以识别的电信号,经过识别和译码以后分别输送到相应的寄存器,这些指令作为控制与运算的原始依据,控制器根据指令控制运算及输出装置,达到对机床控制的目的。目前常用的是八单位的穿孔纸带。
2.数据磁带
这种方法是将编制好的程序录制在数据磁带上,在加工零件时,再将程序从数据磁带上读出来,从而控制机床动作。
3.软磁盘
随着计算机行业的迅速发展,使用计算机软磁盘作为程序输入控制介质的越来越多。编程人员可以在计算机上使用自动编程软件进行编程,然后把计算机与数控机床上的RS—232标准串行接口连接起来,实现计算机与机床之间的通信(或使用数控机床上配备的软盘驱动器)。这样就不必把程序制成穿孔纸带,而是通过通信的方式,把加工指令直接送入数控系统,指挥机床进行加工,从而提高了系统的可靠性和信息的传递效率。
4.MDI
MDI即手动数据输入方式。它是利用数控机床操作面板上的键盘,将编好的程序直接输入到数控系统中,并可以通过显示器显示有关内容。MDI的特点是输入简单,检验与校核、修改方便,适用于形状简单、程序不长的零件。
《数控机床编程》是教育部高等职业教育机械制造及自动化示范专业规划教材。
《数控机床编程》是根据“高等职业教育机械类专业人才培养目标及基本规格”的要求编写的。本书内容全面、系统,重点突出,力求体现先进性、实用性。基础理论以“必需、够用、实用”为度,应用实例紧密结合生产实际。
《数控机床编程》可作为高职、高专、成人高校及本科院校举办的二级职业技术学院机床数控技术及应用、机电一体化等专业教材,也可作为本科院校学生的实践教学和有关工厂技术人员的参考书。
数控机床编程常见问题
数控机床编程文献

 数控机床论文
数控机床论文
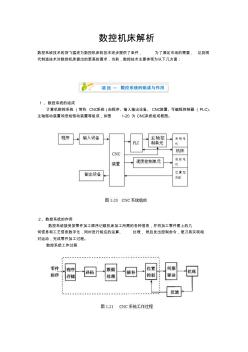
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件, 为了满足市场的需要, 达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1 、数控系统的组成 计算机数控系统 (简称 CNC系统)由程序、输入输出设备、 CNC装置、可编程控制器(PLC)、 主轴驱动装置和进给驱动装置等组成,如图 1-20 为 CNC系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、 处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图 1-21 所示(图中的虚线框为 CNC单元),一个零件程序的执行首先要输入 CNC中,经 过译码、数据处理、 插补、位置控制, 由伺服系统执行 CNC输出的指令以驱动机床完成加工。 CNC系
 数控机床及编程中常用术语
数控机床及编程中常用术语
数控机床及编程中常用术语 为了方便读者阅读相关数控资料和国外数控产品的相关手册,在此选择了常用的数控词汇及其英语对应 单词,所选用的数控术语主要参考国际标准 ISO 2806 和中华人民共和国国家标准 GB 8129—1987 以及近 年新出现的一些数控词汇。 1)计算机数值控制 (Computerized Numerical Control, CNC ) 用计算机控制加工功能,实现数值控制。 2)轴( Axis )机床的部件可以沿着其作直线移动或回转运动的基准方向。 3)机床坐标系( Machine Coordinate Systern )固定于机床上,以机床零点为基准的笛卡尔坐标系。 4)机床坐标原点( Machine Coordinate Origin )机床坐标系的原点。 5)工件坐标系( Workpiece Coordinate System )固定于工件上的笛卡尔坐标系。
《数控机床PLC编程》根据国家发展先进制造业,培养机电一体化专门人才的要求而编写的。《数控机床PLC编程》全书共7章,内容包括可编程控制器的一般结构及其基本工作原理,FANUC PMC系列和SIMATIC S7系列性能规格及构钱,编程软件,指令系统,编程,PMC顺序程序示例,PLC程序示例。
《数控机床PLC编程》可作为普通高等学校和高职高专院校相关专业教材,还可作为数控行业技术人员的参考用书。
《FANUC系统数控机床的编程》是《数控工人快速上岗丛书》之一。全书突出“零起点快速上岗”的特点,从基础写起,紧密联系生产应用实际,并列举了大量的生产实例。力求使读者通过对《FANUC系统数控机床的编程》的学习,尽快掌握数控技术的应用技能,从而达到快速上岗的目的。《FANUC系统数控机床的编程》主要内容有:数控编程的基础、FANUC系统数控车床的编程、FANUC系统数控铣床与加工中心的编程、FANUC系统数控磨床的编程、FANUC系统电加工机床的编程、数控冲床的编程简介。
丛书序言
前言
第1章 数控机床概述
第2章 数控车削加工编程
第3章 数控铣削加工编程
第4章 用户宏程序
第5章 数控电火花线切割加工编程
第6章 数控机床CAD/CAM
参考文献
数控机床编程相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 数控机床调试、使用与维护
- 数控机床选用指南
- 数控机械
- 数控机械胀管机
- 数控深孔钻
- 数控电火花线切割加工实用技术
- 数控电火花线切割加工工艺及应用
- 数控电火花线切割加工技术
- 数控电火花线切割技能快速入门
- 数控系统连接、调试与维修
- 数控线切割机床编程与加工技术
- 数控线切割自动编程与操作
- 数控组合夹具典型应用实例
- 数控编程与仿真实训(第4版)
- 数控编程与加工
- 数控编程培训教程
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 张拉施工记录(已编程10秒完成记录)含多个工作簿
- 在公路互通式立交设计中用解析法编程计算楔形端坐标
- 关于可编程序控制器(PLC)在电气控制环节中应用
- 基于S7-300可编程控制器变电站自动化系统设计
- 机械工程仪器学中可编程逻辑控制器介绍
- 可编程计算机控制器(PCC)在电梯远程监控中应用
- 可编程逻辑控制器在轨道交通隧道通风监控系统中应用
- 可编程序控制器(PLC)在水厂沉淀池排泥系统应用
- 可编程序控制器在T6216镗床电气系统改造中应用
- 可编程计算机控制器(PCC)在电梯远程监控中应用
- 可编程控制器(PLC)在起重机控制系统改造中应用
- 可编程控制器PLC在石塘电站泄洪门控制系统中应用
- 利用Excel编程计算路桥高精度坐标和方位角
- 可编程序控制器和可编程序终端在地温中央空调中应用
- 可编程序控制器及微机在空调器装配生产流水线中应用
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司