数控车床培训教程
《数控车床培训教程》是由李家杰 编写的,由机械工业出版社出版的一本高级数控技工职业技能培训教程。本书是国家职业教育技能培训系列教材之一,是根据教育部数控技能型紧缺人才的培养培训方案的指导思想和数控车工国家职业技能鉴定标准编写的。


数控车床培训教程基本信息
| 中文名 | 数控车床培训教程 | 出版社 | 机械工业出版社 |
|---|---|---|---|
| 图书类别 | 数控技术 | 作 者 | 李家杰 |
全书以数控车工国家职业技能鉴定中高级考工的应知应用内容为主线、为重点。主要内容包括数控车安全操作规程与职业技能鉴定标准、数控车床刀具的选择与装夹、数控车典型表面的车削工艺、华中、SIE-MENS、FANUC三大主流系统数车实训操作、数控车床自动编程、数控车床中高级工题库等。书中所有实例均有详细的工艺分析、刀具选择、节点基点数值计算和完整的程序及说明。
本书特别适用中等和高等职业技术学校数控、模具、机电类专业学生参加国家职业技能鉴定等级考工培训使用,也可作为数控车床技术工人的培训教材。
数控车床培训教程造价信息
前言
第一章 数控车床安全操作规程与职业技能鉴定标准
第一节 数控车床安全操作规程
第二节 数控车床的日常维护和保养
第三节 数控车床常见的操作故障
第四节 车工(数控车工)国家职业技能鉴定标准
思考题
第二章 数控车床基础知识
第一节 数控车床概述
第二节 数控车床刀具的选择与装夹
第三节 数控车床典型表面的车削工艺
第四节 数控车床坐标系统
第五节 数控车床对刀
思考题
第三章 华中(HNC—21/22T)系统数控车床实训操作
第一节 华中(HNC—21/22T)系统数控华床系统功能
第二节 华中(HNC—21/22T)系统基本编程指令
第三节 典型零件编程与加工实例
第四节 华中(HNC—21/22T)系统车床操作台及软件操作界面
第五节 华中(HNC—21/22T)系统车床的操作
思考题
第四章 SIEMENS—802S系统数控车床实训操作
第一节SIEMENS—802S系统数控车床系统功能
第二节 SIEMENS—802S系统基本编程指令
第三节 典型零件编程与加工实例
第四节 SIEMENS—802S系统数控车床操作面板
第五节 SIEMENS—802S系统数控车床的基本操作
思考题
第五章 FANUC系统数控车床实训操作
第六章 数控车床自动编程软件实训操作
第七章 数控车床中级工试题库
第八章 数控车床高级工试题库
第九章 全国各省数控技能大赛试题精选
参考文献 2100433B
出版社:机械工业出版社
图书类别:数控技术
书名:数控车床培训教程
丛书名:高级数控技工职业技能培训教程
书号:978-7-111-35879-4
作者:李家杰 编著
出版日期:2012年1月
开本:16
页数:348页
字数:563千字
定价:39.00元
数控车床培训教程常见问题
-
大约两千出头,C9518
-
这得看生产厂家和系统配置了,不管是数控车还是仪表数控车,系统配置要是用步进电机的肯定不如伺服的精度好,还有,有的机床厂生产母机好,做的机床的精度就高。容不容易坏也是看材质处理的好不好,机床装配的好不好...
-
主要看你自己能接什么活。如果只是一台床子的话,那基本上只能是单件小批量。说实话竞争力很弱。除非你有稳定的客户。十万以内的话,基本上只能选择国产的刀塔式车床。系统也只能是国产的数控系统。除非你有做小零件...
本书是《高级数控技工职业技能培训教程》系列教材之一,是根据教育部数控技能型紧缺人才的培养培训方案的指导思想以及劳动和社会保障部制定的《数控车工国家职业标准》,并结合考工培训的教学特点编写而成。
数控技术集传统的机械制造技术、计算机技术、信息处理技术、网络通信技术、成组技术、现代控制技术、传感检测技术、微电子技术、液压气动技术、光机电技术于一体,是现代制造技术的基础。数控技术具有强大优势,是提高产品质量、提高劳动生产率、改善劳动条件必不可少的物质手段。实现加工机床及生产过程数控化,是当今制造业的发展方向。事实上,当今任何自动化生产设备都与数控技术密切相关。随着数控技术的发展,数控机床作为自动化加工设备正被越来越普遍地采用。
数控机床是制造业实现自动化、柔性化、集成化生产的基础,是关系到国家战略地位和体现国家综合国力的重要基础性产业,其技术水平和拥有量是衡量一个国家工业现代化的重要标志。随着数控车床的广泛应用,为适应数控车床工作人员培训和学习的需要,并供大中专、高职、技校学生教学及数控车考工培训之用,特编写了本书。
全书共分3篇10章,主要内容包括数控车床概述、数控车削加工工艺、数控车床编程基础知识、FANUCOi Mate-TC系统数控车床编程与操作、SINUMERIK 802S/C系统数控车床编程、数控车床自动编程、数控车床操作、零件加工模块化项目实训、数控车工考级强化训练、创新综合训练以及数控车床操作工考模拟试卷等。另外,本书单独列出一章创新综合训练,精选典型工艺品零件进行零件设计、编程与加工过程的详细讲解,以提高学习兴趣。
本书具有系统性、通用性、实用性和先进性的突出特色。所选数控系统均为当今主流典型系统,实际应用广泛,编程讲解详细,操作步骤具体,而且都列有典型实例。尤其是零件加工模块化项目实训和考级强化训练,更是对典型零件的编程与加工做了详细而具体的讲解,对社会学员考工培训与学校学生实习考级具有极强的针对性和实用性。
数控车床培训教程文献

 数控车床实习报告
数控车床实习报告
数控车床实习报告 前 言 机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志。 普通机床经经历了近两百年的历史。 随着电子技术、 计算机技术及自动化, 精密 机械与测量等技术的发展与综合应用, 生产了机电一体化的新型机床一一数控机 床。数控机床一经使用就显示出了它独特的优越性和强大生命力, 使原来不能解 决的许多问题,找到了科学解决的途径。 数控车床是数字程序控制车床的简称, 它集通用性好的万能型车床、 加工精度高 的精密型车床和加工效率高的专用型车床的特点于一身, 是国内使用量最大, 覆 盖面最广的一种数控机床, 也是是一种通过数字信息, 控制机床按给定的运动轨 迹,进行自动加工的机电一体化的加工装备, 经过半个世纪的发展, 数控机床已 是现代制造业的重要标志之一, 在我国制造业中,数控机床的应用也越来越广泛, 是一个企业综合实力的体现。 实 习 报 告 正 文 自从走进
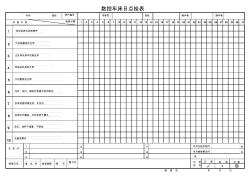 数控车床日点检表
数控车床日点检表
维 修 员: 年 月 日 数控车床日点检表 1 传动系统无异常响声 2 气动装置是否正常 3 正反转及刹车性能良好 4 切削油位是否正常 5 刀位置是否正常 6 光杆、丝杆、操纵杆表面无拉伤研伤 7 各导轨面润滑良好、无位伤 8 各部位无漏油、冷却系统不漏水 9 油孔、油杯不堵塞,不缺油 10 无缺损零件 车间 班组 点 检 内 容 检查日期 资产编号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 设备型 班组 操作者 操作者 交 班 问 1 2 3 检查方法 4 5 6 看、试、听 检查周期 每 天 重大问 7 8 9 本月点检发现问 处 本月维修解决问 处 其 记 录 符 号 正 常 异 常 已 修 31 处 处
《SIEMENS系统数控车床培训教程》依据职业技能鉴定标准、数控工艺员以及全国数控技能大赛的要求等编写。首先详细介绍了SIEMENS数控车床工艺、程序编制、机床操作方法,使读者熟悉并掌握SIEMENS系统数控车床的工艺基础和编程操作;然后介绍了手动编程和自动编程实例,实例典型丰富,可操作性强。
本书是国家职业教育技能培训系列教材之一,是根据教育部数控技能型紧缺人才的培养培训方案的指导思想和数控车工国家职业技能鉴定标准编写的。 全书以数控车工国家职业技能鉴定中高级考工的应知应会内容为主线、为重点。主要内容包括数控车床安全操作规程与职业技能鉴定标准、数控车床刀具的选择与装夹、数控车床典型表面的车削工艺、华中、SIEMENS、FANUC三大主流系统数控车床实训操作、数控车床自动编程、数控车床中高级工题库等。书中所有实例均有详细的工艺分析、刀具选择、节点基点数值计算和完整的程序及说明。
本书特别适用中等和高等职业技术学校数控、模具、机电类专业学生参加国家职业技能鉴定等级考工培训使用,也可作为数控车床技术工人的培训教材。
第1章 数控车床介绍 1
1.1 数控车床的分类与组成 1
1.1.1 数控车床的类型及基本组成 1
1.1.2 数控车床的传动及速度控制 2
1.1.3 数控车床的控制面板及其功能 4
1.2 数控车床控制系统的功能 6
1.3 数控车床的主要结构特点 7
1.4 数控车床的技术参数 8
第2章 数控车削加工工艺 9
2.1 数控车削加工原理与特点 9
2.1.1 数控车削加工原理 9
2.1.2 数控车床的编程特点 9
2.2 数控车削的主要应用 10
2.2.1 数控加工的基本特点 10
2.2.2 数控车削的主要加工对象 11
2.3 数控车削加工工艺的制定 12
2.3.1 数控加工工艺的基本特点 12
2.3.2 数控加工工艺分析的主要内容 12
2.3.3 数控加工工艺分析的一般步骤与方法 12
第3章 SIEMENS系统数控车床编程 17
3.1 数控程序编制的内容与方法 17
3.2 字与程序格式 19
3.2.1 字与字的功能 19
3.2.2 程序格式 22
3.3 数控加工坐标系 22
3.3.1 机床坐标系 23
3.3.2 编程坐标系 26
3.3.3 加工坐标系 26
3.4 SIEMENS数控系统的常用编程指令 26
3.4.1 SIEMENS数控系统的基本G指令 27
3.4.2 SIEMENS数控系统的基本M指令 34
3.4.3 SIEMENS数控系统的基本T指令 35
3.4.4 SIEMENS数控系统的基本参数指令 37
3.5 SIEMENS数控系统的跳转指令集 38
3.6 SIEMENS数控系统的子程序指令 39
3.7 SIEMENS数控系统的循环指令集 40
3.7.1 车削循环 40
3.7.2 钻削循环(CYCLE81~CYCLE88) 54
3.8 计算参数 68
3.8.1 计算参数R 68
3.8.2 参数运算 69
第4章 SIEMENS系统数控车床操作 70
4.1 SIEMENS系统数控车床面板 70
4.1.1 SIEMENS系统数控车床系统操作面板 70
4.1.2 SIEMENS系统数控车床机床操作面板 71
4.2 SIEMENS系统车床显示屏幕 72
4.2.1 屏幕划分 72
4.2.2 操作区域 74
4.3 开机和回参考点 74
4.3.1 开机 74
4.3.2 回参考点 75
4.4 机床的手动操作 75
4.4.1 JOG运行方式 75
4.4.2 手轮的选通 77
4.4.3 MDA手动输入方式 78
4.5 自动运行程序操作 79
4.5.1 进入自动运行方式 79
4.5.2 选择和启动零件程序——“加工”操作区 81
4.5.3 程序段搜索——“加工”操作区 82
4.5.4 “停止”/“中断”零件程序——“加工”操作区 82
4.5.5 中断后重新返回 83
4.5.6 “中断”之后的再定位——“加工”操作区 83
4.6 程序的编辑 83
4.6.1 进入程序管理器 83
4.6.2 输入新程序——“程序”操作区 84
4.6.3 零件程序的编辑——“程序”运行方式 85
4.6.4 模拟 86
4.7 参数设定 86
4.7.1 输入刀具参数及刀具补偿参数——“参数”操作区 86
4.7.2 输入和修改零点偏置值——“参数”操作区 89
4.7.3 编程设定数据——“参数”操作区 91
4.7.4 R参数——“参数”操作区 93
4.8 数控车床的对刀与找正 94
4.8.1 对刀的基本概念 94
4.8.2 对刀的原理 95
4.8.3 对刀方法 95
第5章 SIEMENS系统数控车床加工实例 98
5.1 轴类件的典型表面数控车削加工实例 98
5.1.1 入门实例——阶梯轴数控车削加工 98
5.1.2 提高实例——凹槽轴数控车削加工 101
5.2 盘类零件的数控车削加工实例 104
5.2.1 入门实例——圆盘数控车削加工 104
5.2.2 提高实例——弧形盘数控车削加工 107
5.3 套类零件的数控车削加工实例 110
5.3.1 入门实例——短套数控车削加工 110
5.3.2 提高实例——锥套数控车削加工 112
5.4 螺纹类零件的数控车削加工实例 116
5.4.1 入门实例——外螺纹零件数控车削加工 116
5.4.2 提高实例——内螺纹零件数控车削加工 119
5.5 子程序数控车削加工实例 121
5.5.1 入门实例——不等距槽车削加工 121
5.5.2 提高实例——轴类零件子程序车削加工 124
5.6 异形轴类综合数控车削加工实例 127
5.6.1 入门实例——椭圆零件车削加工 127
5.6.2 提高实例——异形长轴零件综合车削加工 130
5.7 综合数控车削加工实例 133
第6章 数控车自动编程 139
6.1 自动编程软件的优点及操作步骤 139
6.1.1 自动编程软件的优点 139
6.1.2 自动编程的操作步骤 139
6.1.3 常用的自动编程软件 140
6.2 CAXA数控车自动编程软件概述 141
6.2.1 CAXA制造工程师自动编程软件简介 141
6.2.2 CAXA数控车2008用户操作界面 141
6.3 CAXA数控车的CAD功能 143
6.3.1 绘制曲线 143
6.3.2 编辑曲线 145
6.3.3 曲线几何变换 146
6.4 CAXA数控车的CAM功能 148
6.4.1 轮廓粗车 148
6.4.2 轮廓精车 151
6.4.3 切槽 154
6.4.4 钻中心孔 156
6.4.5 车螺纹 157
6.4.6 代码生成 159
6.4.7 参数修改 160
6.4.8 轨迹仿真 160
6.4.9 后置设置 161
6.4.10 机床设置 163
6.5 CAXA数控车自动编程实例 166
6.5.1 轴类零件车削加工 166
6.5.2 螺纹类零件车削加工 174
6.5.3 盘套类零件车削加工 183
附录 195
附录1 数控车削工艺员试题库及答案 195
附录2 全国职业技能鉴定数控车削中高级试题库及答案 202
附录3 全国数控车削大赛试题库及答案 208
参考文献 216 2100433B
数控车床培训教程相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 冰箱温度计
- 流化床干燥器
- 耐震远传双金属温度计
- 声学温度计
- 电池温度计
- 使君子属
- 激光镭雕机
- 小花使君子
- 临沂铝型材市场
- 云端万能温度计
- 防腐双金属温度计
- 一体化双金属温度计
- 车展温度计
- 超薄岩板
- 宽温型温度计
- 电接点玻璃温度计
- 中国电科院电力安全工作规程专项培训
- 中国铁道建筑总公司地下空间安全管理知识培训
- 招标师培训-招标采购投诉处理程序及其案例分析答案
- 在职培训——提升员工素质的捷径兼析造价工程师培训
- 中国水利经济会在山西举办水利经济和财务培训
- 公路工程监理计划书培训资料
- 关于开展企业班组长安全培训工作活动方案
- 供方检验员培训资料系列之质量知识
- 排桩支护技术培训讲义
- 哈尔滨市松北区档案局对利民建设工程档案进行培训指导
- 国家标准建筑地基基础设计规范与基坑工程技术培训
- 广州市建筑施工企业三类人员继续教育培训学习心得
- 工作总结及工作思路(输电运维班)培训课件
- 锚喷支护技术培训讲义
- 国家标准安全防范工程技术规范宣贯培训
- 关于举办注册土木工程师(岩土)继续教育培训班通知
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司