手工焊用焊接螺柱
《手工焊用焊接螺柱》,标准号为GB/T 902.1-2008,发布日期为 2008年8月25日,标准状态现行。


手工焊用焊接螺柱基本信息
| 中文名 | 手工焊用焊接螺柱 | 外文名 | Weld studs for manual welding |
|---|
TechnicalCommittees: 全国紧固件标准化技术委员会
手工焊用焊接螺柱造价信息
DraftingCommittee: 中机生产力促进中心
2100433B
实施日期 ExecuteDate: 2009-2-1
首次发布日期 FirstIssuance Date: 1967-3-6
标准状态 StandardState: 现行
复审确认日期 ReviewAffirmance Date:
计划编号 Plan No: 20065405-T-604
代替国标号 ReplacedStandard: GB/T 902.1-1989
被代替国标号 ReplacedStandard:
废止时间 RevocatoryDate:
采用国际标准号 AdoptedInternational Standard No:
采标名称 AdoptedInternational Standard Name:
采用程度 ApplicationDegree:
采用国际标准 AdoptedInternational Standard:
国际标准分类号(ICS): 21.060.30
中国标准分类号(CCS): J13
标准类别 StandardSort: 产品
标准页码 Number ofPages:
标准价格(元) Price(¥):
主管部门 Governor: 中国机械工业联合会
手工焊用焊接螺柱常见问题
-
储能焊用焊接螺柱 手工焊用焊接螺柱 机动弧焊用焊接螺柱 区别
储能焊用焊接螺柱 这深圳鸿鸿柏种有,后面两种是不是叫拉弧焊,一种是手工焊接,一种是自动送钉。详情可与 0755 26013288沟通
-
如果需要焊接后的螺柱位置精确,可以先在板上打孔攻丝,然后把螺栓拧上,焊死填平就可以了,如果不需要精确则直接把螺栓点焊稳了,然后角焊填实就可以了。两块板要焊在一起可以在其中一块上打孔然后塞焊,如果板材较...
-
焊接螺栓的焊接有三大方法: 第一种是稳定的电弧法螺柱焊。螺柱端部与工件之间,产生稳定的电弧过程,电弧作为热源在工件上形成熔池,同时在螺柱端部形成熔化层及塑性区,螺柱被夹持在焊枪中,靠焊枪中的...
手工焊用焊接螺柱文献

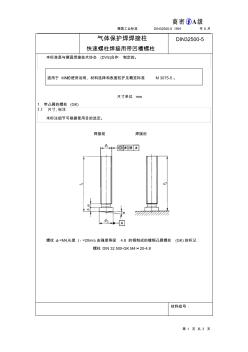 DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
德国工业标准 DIN32500-5 1991 年 6月 第 1 页 共 3 页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 DIN32500-5 本标准是与德国焊接技术协会 (DVS)合作 制定的。 适用于 MN的使用说明、材料选择和表面防护见概览标准 M 3075-5 。 尺寸单位 mm 1 带凸肩的螺柱 (GK) 1.1 尺寸 ,标注 未标注细节可根据使用目的选定。 焊接前 焊接后 螺纹 d1=M4,长度 l 1 =20mm,由强度等级 4.8 的钢制成的镀铜凸肩螺柱 (GK)的标记: 螺柱 DIN 32 500-GK M4×20-4.8 材料组号: 德国工业标准 DIN32500-5 1991 年
 电弧螺柱焊用圆柱头焊钉的焊接
电弧螺柱焊用圆柱头焊钉的焊接
电弧螺柱焊用圆柱头焊钉(以下简称焊钉),俗称栓钉、剪力钉,主要用于钢结构工程中各类结构的抗剪(如楼层板)、埋设与锚固(如柱脚)。产品标准为GB/T10433—2002。
手工焊用焊接螺柱相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 美多制热地板
- 砌块墙体
- 科菲地板
- 紧固件公差螺栓,螺钉,螺柱和螺母
- 三夏地板
- 螺柱焊焊接技术及其应用
- 快易收口网
- 菠萝格地板
- 压铆螺柱
- 大叶南洋衫
- 圣典地板
- 全螺纹螺柱
- 机械收口机
- 江口竹器
- 螺柱及螺母尺寸代号和标注
- 横林国际地板城
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 宜宾金沙江公铁两用桥混凝土系杆拱现浇支架施工设计
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国手工地毯行业市场前景分析预测年度报告
- 中国美术学院手工陶瓷实验器物创作课程的建构与实践
- 中国家用空调行业市场竞争与合作趋势的策略集团分析
- 中国工程建设焊接协会全国优秀焊接工程
- 用交流电压进行高压XLPE绝缘电缆线路的现场试验
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- GIS配套用三相共箱电压互感器小型化设计改进
- 征用集体土地涉及的土地及房屋拆迁补偿价格评估实践
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 改进型BAF水处理及回用装置节能工艺与投资效益分析
- 公路工程管理用表范本索夹制作与防护质量检验报告单
- 工程施工安全检查用表监理单位专用与施工单位内业专用
- 公路工程管理用表范本预制桩质量检验报告单
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
拆边机
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
电梯平层准确度
建设部关于开展城市规划动态监测工作的通知
广州利好来电气有限公司
四川中泽盛世招标代理有限公司