双端面磨平机英文名称
Double facegrinding machine
双端面磨平机造价信息

双端面磨平机使用方法及操作步骤
(1)夹持好样块,注意两边对称,紧贴夹具。
(2)将两磨头退出,使工作台运动时试样撞不着磨轮为止。
(3)装上防护罩,开启水源开关。
(4)启总电源开关。
(5)启动磨头按钮使磨头按箭头方向转动,绝不允许反转。
(6)按工作台按钮。
(7)手动进给磨头,使之磨削,需自动时将手柄推至自动位置即可,两磨头分别进行磨削。磨好将手柄拉至手动位置,再往复磨几次。确保标本光洁度。
(8)磨好后退出磨头。
由机座、磨削动力头、变速传动系统、电控装置等部分组成。整机操作方便,自动进给性能稳定。
双端面磨平机英文名称常见问题
-
Six core non-shielded cable 8
-
豹皮花:Leopard Skin Flower
-
The Mud Hydrometer

双端面磨平机适用范围
适用于大专院校水利水电、地质矿产、交通、建筑等部门。通过磨光值测定评价不石和人造骨料的抗磨光性能,为辅筑不同摩擦系数要求的路面提供依据。
1、首先接下来通电源(安全接地),然后点动一下双端面磨平机磨头是否正转(向箭头方向转).否则把电源线二根互调 。
2、将试件平整夹紧在工作台上,在未开机之前先将试件一断面与砂轮断面靠近并留几毫米距离.然后开机接通水源,用横进力慢慢将电机向试件方向推进,停到有声音时再进行枞进刀,进行慢慢磨削.每磨一次都要进行对横进刀微微进刀,千万不能进刀太多,太多容易损坏磨头(最佳进刀为1mm).一般切割平面较平时有两至三次即可完成。
3、 结束后请将双端面磨平机全部清洗干净,涂上润滑油,以防锈蚀。
4、注意:出厂前双端面磨平机已经调试好,如果出现两端磨平不平行,请调整主轴底座4根螺丝,磨头与工件调在以个水平线上,用卡尺量两边距离同等即可.换磨头时,卸下罩壳将磨头换上后再把罩壳盖好,上紧螺丝。
1、工作台电机功率0.55KW, 转速1500rpm
2、磨削动力1.1KW×2台,转速2750 rpm
3、磨轮直径:Φ200mm
4、可磨样本规格:(正常出厂配置磨50~100mm的夹具)
(1)方块50×50×50~150×150×150mm
(2)圆柱Φ50~Φ150mm
设备安装使用前,必须对说明书中有关安装、调整、操作等方面的事项详细理解。
1、本机最好安装在浇铸地基上,地面必须平整坚固,固定好机脚螺栓,避免本机工作振动。
2、安装完毕后,应清洗机床各部分防锈涂料,擦干净后再在各滑动表面及导轨上加注润滑油,然后用手轻轻移动手轮、磨盘,检查转动是否正常。
3、接通自来水。
4、检查电路及各个控制元件,熔断器接线头是否松动、掉线等。
5、设备须可靠接地,经检查无误后,方可接通电源。
6、按下磨头按钮,并立即按动停止按钮,各磨头应按标定箭头方向旋转。绝对不允许在箭头标定的反方向运转,这样磨头坚固螺母易松动,使磨盘松动掉下,撞坏设备。
7、按下总电源按钮,再按工作台按钮,工作台应往复运动,换向灵活,移动平稳。
8、拉动各磨削动力头下侧面的手动、自动手柄,是否灵活,否则要在滑动部位加注润滑油,再拉几下即可。工作台两侧面的撞击调节螺栓,是用来调节磨盘自动进给的进给量,动力头丝杆每转动一次刻度为0.04mm,根据标样的硬软程度调节进给量,调节最大不允许超过三格。出厂时,磨头自动进给调为每次一格(0.04mm)。
9、打开工作台夹具上水开关,应有冷却水喷出,流量应充足
1、每次装夹标本应将夹具及样本表面冲洗干净,否则残留物质会使标本磨削精度下降。
2、自动磨削中任何时候都不能随意手动进给,否则会损坏标本及设备。
3、自动磨削结束后,切勿先停磨头,反之可能造成标本表面划痕或断裂。
4、磨削中应注意观察冷却液流量是否充足,过少会加快金刚石磨轮的磨损。
5、金刚石磨轮切勿敲撞、碰击,否则会影响使用寿命。新磨轮在使用前,必须先用普通刚玉砂轮开口,磨削才锋利。
6、磨削过程中如有异常声响,应立即停机检查。
7、每次工作时,都要将往复工作台和磨头工作导轨部分加润滑油。
8、工作结束时,工作台尽量停在中间位置,若停在一边,会使压板长期压住行程开关,造成行程开关失灵。
1、使用结束后,应清洗工作台上的残留岩渣,并擦净水渍,磨头给进工作台也擦净并加注机油。往复工作台下导轨在两端加润滑油,长期不用时,动力头丝杆及离合器总成都要加上润滑油,以防生锈。
2、行程开关是电器易损件,长期使用会失灵,当其它机械正常时,工作台不往复,即检查更换行程开关或相关交流接触器。
双端面磨平机英文名称文献

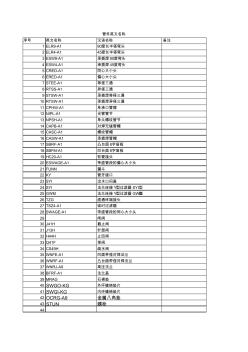 管件英文名称
管件英文名称
序号 英文名称 汉语名称 备注 1 ELR9-A1 90度长半径弯头 2 ELR4-A1 45度长半径弯头 3 ESW9-A1 承插焊 90度弯头 4 ESW4-A1 承插焊 45度弯头 5 CRED-A1 同心大小头 6 ERED-A1 偏心大小头 7 STEE-A1 等径三通 8 RTSS-A1 异径三通 9 STSW-A1 承插焊等径三通 10 RTSW-A1 承插焊异径三通 11 CPHW-A1 单承口管箍 12 NIPL-A1 光管管节 13 NPSH-A1 单头螺纹管节 14 CAPB-A1 对焊无缝管帽 15 CASC-A1 螺纹管帽 16 CASW-A1 承插焊管帽 17 SBRF-A1 凸台面 8字盲板 18 SBFM-A1 凹台面 8字盲板 19 HC20-A1 软管接头 20 ESWAGE-A1 带直管段的偏心大小头 21 FUNN 漏斗 22 KY 管牙接口 23
 钢材-英文名称
钢材-英文名称
冷轧钢板(卷) Cold Rolled Steel Sheel or Coil 镀锌钢板(卷) Galvanized Steel Coil 其他: Carbon Steel Plate 碳素钢板 ; 碳素钢板和型材 Carbon Tool Steel 碳工具钢 ; 碳素工具钢 Carbon-Containing Alloy Steel 含碳合金钢 Carbon-Free Stainless Steel 无碳不锈钢 Carbon-Free Steel 无碳钢 Carburizing Steel 碳钢 Case-Hardened Steel 表面渗碳硬化钢 ; 渗碳钢 Bolts & Nuts For Steel Slotted 角钢螺丝 Cast Alloy Steel Piston 合金铸钢活塞 Cast Iron Electrode With Steel Core 钢芯铸铁焊条 Ca
双端面磨平机相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 草坪灯
- SPARK液压拉马
- 焊接机
- 不锈钢制管机
- API Q1
- 拉刀刃磨床
- 闽楠种群76号
- 燃煤热水锅炉
- MQ6025A万能工具磨床
- 闽楠优株56号
- 接触灌浆
- 闽楠优株57号
- 机械车间
- 圆弧抛光机
- 穿心式千斤顶
- 龙门平面磨床
- 中厚钢板剪切端面黑线成因分析及其对质量的影响评估
- 新型转轮除湿与双级热泵耦合空调系统及系统设计
- 中国北方采暖的空气源热泵解决方案双效曾晗低温热泵
- 增安型2/4极双速高压箱式空-水冷三相异步电动机
- 工作文档对数螺旋线型双曲拱坝几何计算程序使用说明书
- 客运专线铁路隧道CRTSI型双块式无砟轨道施工工法
- 廊涿高速公路下穿京九铁路双孔框构地道桥安全技术措施
- 兰新铁路第二双线(二标)工程水泥卵砾石垫层施工总结
- 基于神经网络方法钢筋混凝土双筋植筋锚固性能
- 基于策略域名解析和硬件防火墙校园网双出口解决方案
- 基于承载能力检算某空腹式双曲拱桥工作性能评价分析
- 既有钢筋混凝土双曲拱桥动态可靠性评估与加固措施
- 基于现场监测及数值分析隧道双导洞超前施工优化
- 全相位双正交三次U变换的JPEG编码的新算法
- 220kv同杆双回输电线路雷击跳闸分析不含作者信息
- 六角形子午线轮胎钢丝圈双圈挤出缠卷生产线研制开发成功
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司