热轧带钢相关分类
热轧钢板分为结构钢、低碳钢、焊瓶钢,接着再根据各种钢材查找你所需要的钢材,再查特定的钢材的密度和成分 。热轧钢板硬度低,加工容易,延展性能好。热轧带钢产品包括钢带(卷)及有其剪切而成的钢板。钢带(卷)可以分为直发卷及精整卷(分卷、平整卷及纵切卷)。
热轧钢板强度相对较低,表面质量差点(有氧化\光洁度低),但塑性好,一般为中厚板、冷轧板、强度高、硬度高、表面光洁度高、一般为薄板,可以作为冲压用板。
热轧带钢造价信息
热轧带钢一般是指厚度为1~20mm的成卷带钢,宽度一般为600~2000mm。热轧带钢可以作为热轧钢板直接使用,也可以供给冷轧带钢作为坯料。广泛用于汽车、电机、化工、造船等工业部门,同时也作为冷轧、焊管、冷弯型钢生产的坯料。带钢热连轧机是生产热轧带钢的主要设备,具有生产效率高、产量高、质量好等优点。
热轧带钢按产品宽度和生产工艺有四种方式:宽带钢热连轧、宽带钢可逆式热轧、窄带钢热连轧以及用行星轧机热轧带钢。带钢用材有普碳钢、低合金钢、不锈钢和硅钢等。主要用于冷轧带钢、焊管、冷弯和焊接型钢的原料或制作各种构件。
对热轧带钢的技术要求主要包含4个方面,即尺寸精度、板形、表面质量和性能。
(1)尺寸精度要求高。尺寸精度主要是厚度精度,因为它不仅影响到使用性能及连续自动冲压后步工序,而且在生产中的控制难度最大。此外,厚度偏差对节约金属影响也很大。
(2)板形要好。板形要平坦,无浪形瓢曲才好使用。但是由于板、带钢既宽且薄,对不均匀变形的敏感性又特别大,所以要保持良好的板形就很不容易。板、带越薄,其不均匀变形的敏感性越大,保持良好板形的难度也就越大。显然,板形的不良来源于变形的不均匀,而变形的不均又往往导致厚度的不均。因此,板形的好坏往往与厚度精确度也有着直接的关系。
(3)表面质量要好。板、带钢是单位体积的表面积最大的一种钢材,又多用作外围构件,必须保证表面的质量。表面缺陷不仅损害板制件的外观,而且往往败坏性能或成为产生破裂和锈蚀的策源地,成为应力集中的薄弱环节。
(4)性能要好。板、带钢的性能要求主要包括力学性能、工艺性能和某些钢板的特殊物理或化学性能。一般结构钢板只要求具备较好的工艺性能,例如冷弯和焊接性能等,而对力学性能的要求不很严格。
热轧带钢相关分类常见问题
-
热连轧按其材质、性能的不同可分为:普通碳素结构钢、低合金钢、合金钢。按其用途的不同可分为:冷成型用钢、结构钢、汽车结构钢、耐腐蚀结构用钢、机械结构用钢、焊接气瓶及压力容器用钢、管线用钢等。编辑本段热轧...
-
热轧带钢生产过程的各种基本知识和热轧带钢生产工艺
-
规格:热轧普碳带钢采用普通碳素结构钢作材质,经热轧制成厚度2.00-6.00mm,宽度50-300mm的带钢。 带钢厚度2.0-6.0mm,钢板厚度7.0、8.0mm。 带钢(板)宽度:沸腾钢≤130...
冷轧钢板由于有一定程度的加工硬化,韧性低,但能达到较好的屈强比,用来冷弯弹簧片等零件,同时由于屈服点较靠近抗拉强度,所以使用过程中对危险没有预见性,在载荷超过许用载荷时容易发生事故。
1)冷板采用冷扎加工表面无氧化皮,质量好。热轧钢板采用热扎加工表面有氧化皮,板厚有下差。
2)热轧钢板韧性和表面平整性差,价格较低,而冷轧板的伸展性好,有韧性,但是价格较贵。
3)轧制分为冷轧和热轧钢板,以再结晶温度为区分点。
4)冷轧:冷轧一般用于生产带材,其轧速较高。 热轧钢板:热轧的温度与锻造的温度相近。
5)不电镀的热扎钢板表面成黑褐色,不电镀的冷扎板表面是灰色,电镀后可从表面的光滑程度来区分,冷扎板的光滑度高于热扎钢板。
板、带产品外形扁平、宽厚比大,单位体积的表面积也很大,这种外形特点带来其使用上的特点如下:
(1)表面积大,故包容覆盖能力强,在化工、容器、建筑、金属制品、金属结构等方面都得到广泛应用。
(2)可任意剪裁、弯曲、冲压、焊接、制成各种制品构件,使用灵活方便,在汽车、航空、造船及汽车制造等部门占有极其重要的地位。
(3)可弯曲、焊接成各类复杂断面的型钢、钢管、大型工字钢、槽钢等结构件,故称为“万能钢材”。
板、带材的生产具有以下特点:
(1)板、带材是用平辊轧出,故改变产品规格简单容易,调整操作方便,易于实现全面计算机控制和进行自动化生产。
(2)带钢的形状简单,可成卷生产,且在国民经济中用量最大,故必须而且能实现高速度的连轧生产。
(3)由于宽厚比和表面积都很大,故生产中轧制压力很大,可达数百万至数千万牛顿,因此轧机设备复杂庞大,而且对产品厚、宽尺寸精度和板形以及表面质量的控制也变得十分困难和复杂。
标准及牌号 | 国家标准 | 相当国外标准 | 作用与用途 | ||
材料类别 | 执行标准 | 牌号 | 标准号 | 牌号 | 适应于制造冷成型加工的零件 |
低碳钢卷板 | Q/BQB302 | SPHC | JISG3131 | SPHC | |
SPHD | SPHD | ||||
SPHE | SPHE | ||||
SAE1006/SAE1008 | SAE1006/SAE1008 | ||||
XG180IF/200IF | XG180IF/200IF | ||||
一般结构用钢 | GB/T912-1989 | Q195 | JISG3101 | SS330 | 用于建筑、桥梁、船舶、车辆等一般构建 |
Q235B | SS400 | ||||
SS400 | SS490 | ||||
ASTMA36 | SS540 |
热轧带钢的主要类型和用途如下:
碳素结构钢:牌号Q235B,用途很广,大量应用于不需要深冲加工的各类冲压件及金属制品。
优质碳素结构钢:牌号08Al,主要用于机械、交通、航空工业的结构件用一般冲压的金属制品。
冷轧用钢:牌号SPHC,主要用于冷轧薄板的原料或直接用于深冲用金属制品。
不锈钢:牌号3Cr13,广泛应用于航空、石油、化工、纺织、食品、医疗器械等要求耐腐蚀性能的构件、容器、机械零件等。
焊管结构用钢:牌号SPHT,主要用于普通管线的焊接原料。
耐候钢:牌号SPA-H,主要用于耐大气、海水等长期腐蚀环境下的构件、容器等。
汽车大梁用钢:牌号510L,用于生产汽车大梁结构件。
船体用结构钢:牌号A、B,主要用于造船业船体结构用钢。
管线钢:牌号X42~X70,主要用于石油管线焊接原料。
厚度(mm) | 宽度(mm) | 长度(mm) | 卷内径(mm) |
1.5~4.0 | 800~1600 | 2000~2500(或C) | Φ580 |
热轧带钢生产过程主要控制坯料准备、加热、除鳞、粗轧、切头、精轧、冷却、卷取和精整等过程。
热轧带钢的坯料一般为连铸板坯或初轧板坯,化学成分、尺寸公差、弯曲度和端部形状应符合要求,对于冷装的坯料应进行检查,对于热装的坯料应提供无缺陷坯,即表面不得有肉眼可见的缺陷,内部不应有缩孔、疏松和偏析等。
加热主要控制加热温度、时间、速度和温度制度(包括预热段、加热段和均热段温度)。防止出现过热、过烧、氧化、脱碳或黏钢等现象。最好采用步进式加热炉,对表面质量有利。
除鳞的装置有平辊除鳞机、立辊除鳞机和高压水除鳞箱。广泛采用的是经立辊轧边后,再用高压水(10~15MPa)去除氧化铁皮。
粗轧的作用是压缩和延伸坯料,向精轧提供尺寸和板形符合要求的坯料。在粗轧过程中应按设定的各道次压下量和速度进行控制,尽可能提高粗轧机组的出坯温度,并保证粗轧坯的厚度和宽度。为了缩短机架之间的距离,粗轧机组最后两架采用连续式布置。
切头是将粗轧坯切除头尾,便于精轧机咬人和卷取机卷取。
精轧是按轧制规程规定各机架的压下量、轧制温度、速度进行轧制。一般是按秒流量相等或恒张力模式进行控制。采用液压或电动AGC控制厚度,轧制过程的温度控制包括终轧温度和头尾温差控制。为了控制板形,采用辊型和预弯辊装置,保证钢带的横向厚度差。
精轧后钢带温度为900~950℃,必须在几秒钟内冷却到600~650℃才能卷取。一般采用层流冷却和水幕冷却。层流冷却是采用低水压大水量冷却,根据带钢厚度和终轧温度自动调整水量。水幕冷却的带钢横向冷却均匀、冷却速度快且冷却能力高。
为了保证热轧带钢的组织和性能符合要求,轧后必须在较低的温度和较高的速度下进行卷取,卷取温度一般在500~650℃。卷取温度过高,晶粒粗大。
精整是将热轧钢带开卷,经过切头、切边、切成定尺和矫平,可以包装成卷交付,也可以包装单张交付。 2100433B
钢板和钢带的厚度允许偏差应符合表2的规定
公称厚度(mm) | 厚度公差(mm) | 切片后宽度方向 厚度偏差(mm) | 切片后轧制方向 厚度偏差(mm) |
>1.5-2.6 | ±0.10 | ≤0.05 | ≤0.05 |
>2.6-3.0 | ±0.12 | ≤0.05 | ≤0.05 |
>3.0-4.0 | -0.17~+0.12 | ≤0.05 | ≤0.05 |
1.3 钢板的不平度不得大于12mm。不平度测量单位长度为1000mm.
1.4 钢板和钢带的镰刀弯每2米不得大于4mm。
1.5 钢板和钢带的宽度公差应符合下表的规定。
宽度允许偏差(mm) | ||
厚度范围(mm) | >2.0-2.8 | >2.8-3.5 |
切边 | 0~+3 | 0~+5 |
不切边 | +20(目标值+10) | |
1.6 钢卷头尾溢出边应不大于40mm,中部溢出边、塔形高度应不大于30mm.
1.7 每卷钢卷重量应为5-25吨。
公称厚度 | 屈服强度(Mpa) | 抗拉强度(Mpa) | 伸长率A50mm% | 180度弯曲试验 |
>1.5-2.5 | ≤290 | ≥310 | ≥38 | D=0a |
>2.5-3.0 | ≤290 | ≥300 | ≥38 | D=0a |
>3.0-4.0 | ≤290 | ≥300 | ≥40 | D=1/2a |
说明:1、表中所列拉伸试验、弯曲试验适用于纵向试样
2、拉伸试验采用L0=50 mm,b=25 mm试样
3、弯曲试验取样方案应该按照JIS Z 2204的3号试样进行,试验方法应该按照JIS Z 2248进行
4、硬度试验按照JIS Z 2245的规定执行
5、硬度HRB目标值为60±8。质保书中提供实际值,但不作为验收要求。
3.3 表面质量
3.3.1 钢板或钢带表面不允许有夹杂、裂纹、锈蚀等对使用有害的缺陷,不允许有停车斑。允许有不影响成型性能的缺陷,如轻微无手感的擦伤、酸洗后的浅黄色薄膜、轻微的麻点、划伤、辊印和压痕、色差和轻微无手感的折皱等。
3.3.2 由于钢带没有机会将缺陷切除,允许带缺陷交货,但缺陷部分不超过钢卷总长度的6%。
3.3.3 涂油指钢板表面涂有具有一定防锈性能的静电防锈油,涂油分轻涂油、中涂油、重涂油,由需方在合同中指明。涂油产品在正常的运输、存储等情况下供方应保证3个月内无锈蚀。
热连轧按其材质、性能的不同可分为:普通碳素结构钢、低合金钢、合金钢。按其用途的不同可分为:冷成型用钢、结构钢、汽车结构钢、耐腐蚀结构用钢、机械结构用钢、焊接气瓶及压力容器用钢、管线用钢等。
热镀锌热轧板机组采用的是改良森吉米尔法退火工艺,原料是热轧酸洗板卷,其生产工艺流程如下: 热轧酸洗板卷→开卷→切头尾→焊接→入口活套→改良森吉米尔法卧式退火炉→热镀锌→镀后冷却→锌层测厚仪→光整拉矫→钝化处理→检查台→静电涂油→卷取→称重打包→成品入库。
(1)基板表面残留杂质颗粒,在浸入锌锅前未被除去,影响了锌层的附着。
(2)基板上附有氧化铁层,证明在退火炉内基板没有被完全还原成镀锌需要的海绵状纯铁。
(3)合金层中Al含量较少,没有生成合理的、对锌层附着性起决定作用的Fe2Al5合金层,或者这层合金层被过度生长的铁锌合金层破坏。
所以,为解决锌层脱落问题,应当从提高基板表面清洁度、确保退火炉内气氛控制、保证基板完全还原和调整锌液成分温度等几方面人手,提高热镀锌热轧板的产品质量。
热轧带钢相关分类文献

 热轧带钢
热轧带钢
武 汉 钢 铁 ( 集 团 ) 公 司 企 业 标 准 Q/WG Q/WG(RZ)24—2006 热连轧钢板及钢带的尺寸、外形、重量及 允许偏差 Dimentions,shape,weight and tolerances for continuously hot-rolled steel sheeps and strips 2006-09-01 发布 2006-09-02 实施 武汉钢铁(集团)公 司发布 Q/WG(RZ)24—2006 I 前 言 目前武钢部分用户反映以 GB/T 709-1988为交货条件的热连轧钢板和钢带的厚度负偏差过大,要求 按订货规格轧制。但是,为了提高成材率, GB/T 709-1988鼓励负偏差轧制,厚度超过 4mm的热轧钢板和 钢带规定正偏差小, 负偏差大, 同时也有部分用户希望厚度按负偏差交货。 为满足不同用户对厚度偏差 的不同要求,
 热轧带钢缺陷图谱
热轧带钢缺陷图谱
죈퓾듸룖췢맛좱쿝 - 1 - 죈퓾듸룖췢맛좱쿝 Visual Defects in Hot Rolled Strip 2.1 늻맦퓲뇭쏦볐퓓ꎨ볐닣ꎩ (Irregular Shells) ꆾ뚨틥폫쳘헷ꆿ 냥듸룖뇭쏦뗄놡닣헛뗾ꎬ좱쿝뎣돊믒냗즫ꎬ웤듳킡ꆢ탎ힴ늻튻ꎬ늻맦퓲럖늼폚냥듸룖뇭쏦ꆣ ꆾ닺짺풭틲ꆿ 냥엷뇭쏦믲욤쿂폐럇뷰쫴볐퓓ꎬ헢킩볐퓓퓚퓾훆맽돌훐놻웆쯩믲놩슶뛸탎돉볐닣ힴ헛뗾ꆣ ꆾ풤럀폫뻀헽ꆿ 폅뮯솶룖ꆢ뺫솶릤틕ꎬ쳡룟룖훊뒿뺻뛈ꆣ ꆾ본뇰폫에뚨ꆿ 죢퇛볬닩ꎬ룖냥뫍룖듸늻뗃폐볐닣ꆣ 2.2 듸ힴ뇭쏦볐퓓ꎨ볐닣ꎩ (Seams) 죈퓾듸룖췢맛좱쿝 - 2 - ꆾ뚨틥폫쳘헷ꆿ 냥듸룖뇭쏦뗄볐퓓돊쿟ힴ믲듸ힴ늻맦퓲뗘퇘퓾쿲럖늼ꎬ폐쪱틔뗣ힴ믲짠ힴ훰붥쿻쪧ꆣ ꆾ 닺짺풭틲 ꆿ 냥엷욤쿂뗄볐퓓퓚퓾훆돶쿖뻧쇒퇓짬ꆢ웆쇑뛸퓬돉ꆣ ꆾ풤럀폫뻀헽ꆿ 폅뮯솶룖ꆢ뺫솶릤틕ꎬ쳡룟룖훊뒿뺻뛈ꆣ ꆾ 본뇰폫
摘要:本文主要介绍的应用于热轧带钢的宽度在线测量方法,带钢测宽仪应用于轧制现场,对带钢的宽度监测带来巨大便利的同时,提升了宽度精度。
关键词:热轧带钢;测宽仪;
引言热轧带钢宽度是检验带钢质量的一项重要指标,迄今为止,热轧带钢宽度的检测方法也在不断的演变,从人工抽检到在线检测,现在的测宽仪也更为智能化、自动化,能够在热轧带钢的生产线上进行高精度的尺寸在线检测。
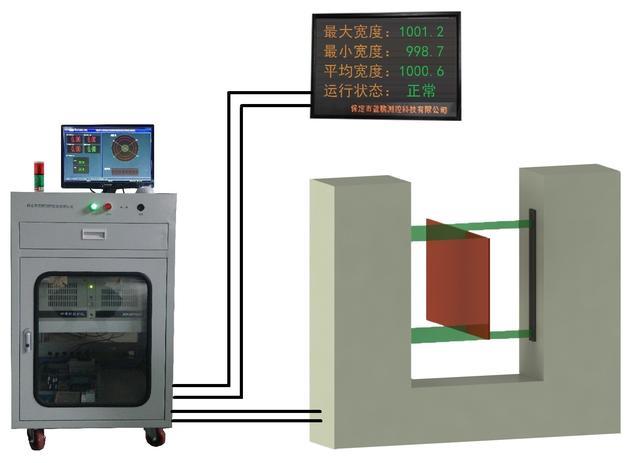
1、测宽方法及选择从方法上说,宽度检测主要有机械接触式测宽法、电视测量法、线阵CCD测宽法、激光测宽法等。机械接触式测宽结构上比较复杂,其以光机扫描式测量为主,精度较低;电视测量法比较稳定,且结构相对简化, 但是精度仍然达不到要求;线阵 CCD测宽使探测系统不需要扫描运动部件,机械结构进一步简化,也增加了可靠性;激光测宽利用对称三角反射法的原理,所用主要器件也是CCD,提高了稳定性和精度。随着CCD技术的发展,目前基于CCD的光电测宽仪已应用于热轧带钢生产线,计算机视觉技术等现代信息理论和光电宽度检测技术的结合,进一步推进了热轧带钢光电测宽技术的发展。本文主要介绍了集光、机、电、计算机技术于一体的高科技带钢测宽仪,可实现对带钢传动的实时测宽。
2、带钢测宽仪带钢测宽仪采用双镜筒光电测头测量,双镜筒光电测头是由两组发射镜头和两组接收镜头组成的利用LED洁净光源和CCD成像法进行几何尺寸测量的测头。
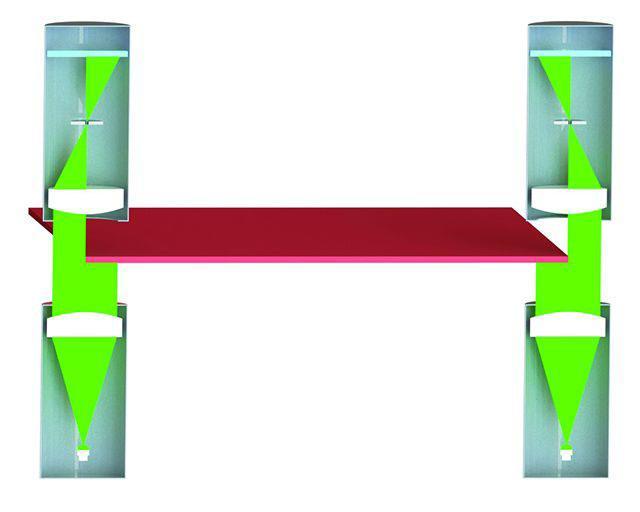
带钢测宽仪采用边缘检测法,实现热轧带钢宽度尺寸的在线检测,光电测宽仪分别对带钢的两个边缘尺寸进行检测,加上中间的固定尺寸,通过测宽仪的计算与处理,即可得到热轧带钢的尺寸值。
带钢测宽仪采用520nm波长的光源加上滤光镜片,能有效的滤除杂光,保证测量的精度,另外,将LED灯发出的光通过调节组的调节,使其变成远心平行光源,光源平行度好,从而精确测量得到带钢的边缘尺寸。另外测宽仪采用正压分流冷却防尘技术,并配合各种保护措施,保证带钢测宽仪在热轧带钢现场完成宽度尺寸的在线检测,并检测高温带钢宽度尺寸。
带钢测宽仪是一种光学传感器,因此,测量质量受环境因素的影响:测量窗口不干净;水蒸汽;带钢表面有水或氧化铁皮;带钢有缺陷;条件改变时相应的仪表参数需改变等;其他非环境因素也有可能影响测量质量:
* 测宽仪参数设定(软件设定)。
* 设备故障(测头坏掉,有污渍等)。
* 标定漂移,经过长时间之后,由于振动元件会改变它们原来的位置以及对准。
除此之外,带钢测宽仪必须对准并正确地放置在棍道上,使得被测带钢垂直于测头安装,且带钢在测头的中间位置附近,并需要恰当有计划的维护。
带钢测宽仪在测量精度不准时,可以通过标准量块校准。
如现场环境恶劣,采用高压鼓风机进行吹扫,保证测头的清洁,避免水蒸气、粉尘、氧化铁皮等的干扰。在可在测头有污渍、水汽等时,及时采用柔软布料擦拭(如测头有划痕,则更换测头)。
为了提高带钢测宽仪的环境适应性和性能稳定性,电路系统直接将采集到的原始数据传送至工控机计算。在带钢测宽仪及其安装现场只有一个信号采集电路和一些简单的通讯设施,避免了高温、粉尘和电磁干扰对计算电路的影响,提高了带钢测宽仪对现场环境的适应性。同时,减少了计算电路也等于减少了一个出故障的环节,使得全套设备的运行稳定性大大提高。
除此之外,带钢测宽仪采用多种技术,能实时高精的在线检测热轧带钢的宽度尺寸,保证测宽仪的稳定运行,保证测量宽度的准确性、实时性。
结语带钢测宽仪通过对热轧带钢宽度的实时测量,使工作人员及时调整带钢的生产状态,以保证生产的带钢能满足实际需要。带钢测宽仪电路经调试符合实际应用的需要,目前已经应用到热轧带钢制造的生产线上。现场使用效果表明,带钢测宽仪实现了非接触测量,检测精度髙,处理速度快,运行稳定,可以实现对钢带的实时测量,操作方便,维护简单,为热轧带钢的生产及质量检测带来巨大的便利。
看完本篇文章对热轧带钢的测量你有什么想法或者建议,尽管在文章下方留言或私信小编,有的留言小编这里不显示,无法做到及时回复。小编定竭尽所能与大家交流共享信息和经验。需要测量宽度、长度、厚度、外径的自动测量设备,均可在下方留言。
本文由保定市蓝鹏测控科技有限公司编写
小编公众号:lanpeng_cekong
| 品名 | 规格(mm) | 材质 | 钢厂/产地 | 价格(元/吨) | 涨跌 | 备注 |
| 热轧带钢 | 5.5*685 | Q235 | 德龙 | 3180 | - | - |
| 热轧带钢 | 9.5*735 | Q235 | 德龙 | 3180 | - | - |
| 热轧带钢 | 9.5*865 | Q235 | 德龙 | 3180 | - | - |
| 热轧带钢 | 5.5*685 | Q345 | 德龙 | 3360 | - | - |
| 品名 | 规格(mm) | 材质 | 钢厂/产地 | 价格(元/吨) | 涨跌 | 备注 |
| 热轧带钢 | 5.5*685 | Q235 | 德龙 | 3200 | - | - |
| 热轧带钢 | 9.5*735 | Q235 | 德龙 | 3200 | - | - |
| 热轧带钢 | 9.5*865 | Q235 | 德龙 | 3200 | - | - |
| 热轧带钢 | 5.5*685 | Q345 | 德龙 | 3380 | - | - |
热轧带钢相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 宿轴木兰
- 荫罩带钢
- 八宝树
- 中国地杨梅
- 杨梅卷管螺
- 冷轧板带钢生产工艺
- 天线误差
- 冷轧不锈钢带钢生产技术的发展
- 带钢酸洗线
- 热轧带钢轧后层流冷却控制系统
- 40MnB圆钢
- 带钢热轧
- 日本热轧带钢生产技术
- 图文精讲杨梅栽培技术
- 东魁杨梅优质丰产技术疑难题解答
- 木兰县工业和科技信息化局
- 在地铁建设、运营中屏蔽门系统与相关专业的接口分析
- 在利益相关者的和谐理念下分析水利水电工程项目管理
- 整套施工进度计划网络图、横道图、平面图和相关附表
- 整套施工进度计划网络图、横道图、平面图及相关附表
- 智龙电气成套报价软件表格元件分类汇总品牌比例表
- 影响底框结构抗震性能多因素的相关性及判别方法
- 整套施工进度计划网络图、横道图、平面图与相关附表
- 工程常用物资分类表
- 关于发布国家标准建筑工程抗震设防分类标准公告
- 关于土建施工质量管理主要内容及其相关管理要点
- 概述建筑机电安装工程施工中相关技术资料
- 关于组织公共建筑节能相关示范工作通知
- 关于建筑节能工程电线电缆线芯直径检测相关标准讨论
- 关于开发区基础设施及配套设施建设相关问题几点看法
- 关于施工开工、竣工日期确定兼论相关规定改进
- 工程所需各种施工方案汇总及相关论证要求
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司