熔接器主要指标

熔接器主要指标
1、环境湿度:-20℃~50℃
相对湿度:45%~95% 电压范围:交流176V~245V 50±1Hz
2、加热头温度:260±5℃
3、安全指标:绝缘电阻不小于1Mn
漏电流:≤5mA(交流有效值)
熔接器造价信息
熔接器适用于热塑性塑料管材如PP-R、PE、PP-C的连接。
1、固定熔接器安装加热端头,把熔接器放置于架上,根据所需管材规格安装对应的加热模头,并用内六角扳紧,一般小在前端大在后端。 2、通电开机
接通电源(注意电源必须带有接地保护线),绿色指示灯亮,红色指74示灯熄灭。表示熔接器进入自动控制状态,可开始操作。注意:在自动控温状态,这说明熔接器处于受控状态,不影响操作。
3、熔接管材
用切管器垂直切断管材,将管材和管件同时无旋转推进熔接器模头内,并按下表要求进行操作。达到加热时间后立即把管材与管件从模头同时取下,迅速无旋转地直线均匀插入到所需深度,使接头开成均匀凸缘。
熔接器主要指标常见问题
-
一、钢材表面锈蚀和除锈等级标准为国家标准GB8923-88《涂装前钢材表面锈蚀等级和除锈等级》。 二、标准将除锈等级分成喷射或抛射除锈、手工和电动除锈、火焰除锈三种类型。 三、喷...
-
建筑经济指标有:建设用地面积:是指项目用地红线范围内的土地面积,一般包括建筑区内的道路面积、绿地面积、建筑物所占面积、运动场地等等。总建筑面积:指在建设用地范围内单栋或多栋建筑物地面以上及地面以下各层...
1、本产品采用单相三极安全扁插头,用户不得擅改插头,使用时必须把手插头插入有接地线插座上。
2、在使用过程中,手及易燃物不能触及电熔热块部份以免发生意外。
3、非专业人员产品不得打开,以防触电及破坏仪器的安全性能。
4、如红色指示灯长时间不出现跳变,说明仪器已出现故障,应立即停止工作,并切断电源。
5、如有故障应送各地经销处或生产厂家维修,用户不得随意拆卸。
6、本熔接器自购货之日起免费保修三个月(模头除外、人为损坏除外)终身维修。
7、熔接器出厂时温度已调整好,非专业人员不得随意调整,以免影响熔接器的正常使用及寿命。
熔接器主要指标文献

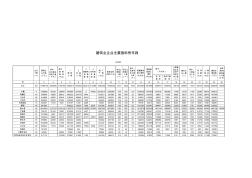 建筑业企业主要指标快年报
建筑业企业主要指标快年报
住 宅 面 积 优良工程 面 积 甲 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 合计 521 17098105 3639920 1756759 14684517 1554543 282210 414888 10863482 14626426 8727 5820 1009 23979872 9918994 4289973 4096046 186139 206807 71375 402472 530582 3826649 150000 市属 4 1708862 55730 128694 1400807 261055 0 47000 927250.4 1582080 376 235 116 1838156 1047979 579136 586365 11788 11516 1156 22589 66014 254
 建筑业企业部分资质主要指标
建筑业企业部分资质主要指标
建筑业企业部分资质主要指标 建筑业企业部分资质主要指标 一、总承包类 (一 )房屋建筑工程施工总承包企业特级资质 (1) 企业注册总资本金 3 亿元以上 (2) 企业净资产 3.6 亿元以上 (3) 企业近 3 年年平均工程结算收入 15 亿元以上 (二 )房屋建筑工程施工总承包企业一级资质 (1) 企业注册资金 5000 万元以上 (2) 企业净资产 6000 万元以上 (3) 企业近 3 年最高年工程结算收入 2 亿元以上 (三 )公路工程施工总承包企业一级资质 (1) 企业注册总金 6000 万元以上 (2) 企业净资产 8000 万元以上 (3) 企业近 3 年最高年公路工程结算收入 4亿元以上 (四 )市政公用工程施工总承包企业一级资质 (1) 企业注册资本金 4000 万元以上 (2) 企业净资产 5000 万元以上 (3) 企业近 3 年最高年工程结算收入 1.6 亿元以上
1、固定熔接器安装加热端头,把熔接器放置于架上,根据所需管材规格安装对应的加热模头,并用内六角扳紧,一般小在前端大在后端。 2、通电开机 接通电源(注意电源必须带有接地保护线),绿色指示灯亮,红色指示灯熄灭。表示熔接器进入自动控制状态,可开始操作。注意:在自动控温状态,这说明熔接器处于受控状态,不影响操作。 3、熔接管材 用切管器垂直切断管材,将管材和管件同时无旋转推进熔接器模头内,并按下表要求进行操作。达到加热时间后立即把管材与管件从模头同时取下,迅速无旋转地直线均匀插入到所需深度,使接头开成均匀凸缘。
1、固定熔接器安装加热端头,把熔接器放置于架上,根据所需管材规格安装对应的加热模头,并用内六角扳紧,一般小在前端大在后端。 2、通电开机 接通电源(注意电源必须带有接地保护线),绿色指示灯亮,红色指示灯熄灭。表示熔接器进入自动控制状态,可开始操作。注意:在自动控温状态,这说明熔接器处于受控状态,不影响操作。 3、熔接管材 用切管器垂直切断管材,将管材和管件同时无旋转推进熔接器模头内,并按下表要求进行操作。达到加热时间后立即把管材与管件从模头同时取下,迅速无旋转地直线均匀插入到所需深度,使接头开成均匀凸缘。
热熔连接普通金属
是将管材外表面和管件内表面同时无旋转地插入熔接器的模头中加热数秒,然后迅速撤去熔接器,把已加热的管子快速地垂直插入管件,保压、冷却的连接过程。
连接流程如下:检查→切管→清理接头部位及划线→加热→撤熔接器→找正→管件套入管子并校正→保压、冷却。
(1)检查、切管、清理接头部位及划线的要求和操作方法与UPVC管粘接类似,但要求管子外经大于管件内径,以保证熔接后形成合适的凸缘。
(2)加热:将管材外表面和管件内表面同时无旋转地插入熔接器的模头中(已预热到设定温度)加热数秒,加热温度为260℃,加热时间见下表:
| 管材外径(mm) |
熔接深度(mm) |
热熔时间(秒) |
接插时间(秒) |
冷却时间(秒) |
| 20 |
14 |
5 |
4 |
2 |
| 25 |
16 |
7 |
4 |
2 |
| 32 |
20 |
8 |
6 |
4 |
| 40 |
21 |
12 |
6 |
4 |
| 50 |
22.5 |
18 |
6 |
4 |
| 63 |
24 |
24 |
8 |
6 |
| 75 |
26 |
30 |
8 |
8 |
| 90 |
29 |
40 |
8 |
8 |
| 110 |
32.5 |
50 |
10 |
8 |
注:当操作环境温度低于0℃时,加热时间应延长二分之一。
(3)插接:管材管件加热到规定的时间后,迅速从熔接器的模头中拔出并撤去熔接器,快速找正方向,将管件套入管端至划线位置,套入过程中若发现歪斜应及时校正。找正和校正可利用管材上所印的线条和管件两端面上成十字形的四条刻线作为参考。
(4)保压、冷却:冷却过程中,不得移动管材或管件,完全冷却后才可进行下一个接头的连接操作。
热熔连接曲弹双熔管件
管材切割前,必须正确丈量和计算好所需长度,用船笔在管表面画出切割线、铝合金剥“皮”线和热熔连接深度线。
切割管材必须使端面垂直于管轴线,管材切割应使用管子剪、断管器或管道切割机,不宜用钢锯锯断管材。若使用时,应用刮刀清除管材锯口的毛边,铝合金衬塑管剥“皮”长度应符合表1规定:
| 公称外径dn |
剥皮长度 |
公称外径dn |
剥皮长度 |
| 20 |
13 |
63 |
25 |
| 25 |
15 |
75 |
28 |
| 32 |
17 |
90 |
32 |
| 40 |
19 |
110 |
38 |
| 50 |
22 |
管材与管件的连接端面和熔接面必须清洁、干燥、无油污。
连接深度应符合表2的规定。
(1)同种衬塑材质的管材和曲弹双熔管件相连,熔接时须使用配备的热熔或电熔焊接机具,直埋在墙体内或地面内的管道,必须采用热熔连接,不得采用丝扣或法兰连接,丝扣或法兰连接的接口必须明露。
(2)铝合金衬塑管材或法兰与金属管件相连时,采用带金属嵌件的热熔塑料管件作为过渡,该管件与铝合金衬塑管材采用热溶连接,与金属管件或卫生洁具的五金配件采用丝扣连接。
(3)便携式热熔焊机适用于公称外径(De)小于等于63mm的管道焊接,台式热熔焊机适用于公称外径(De)大于等于75mm的管道焊接。
(4)热熔工具接通电源,待达到工作温度(指示灯亮)后,方能开始热熔。
加热时,管材应无旋转地将管端插入加热套内,插入到铝合金管断口剥皮处;同时无旋转地把管件推倒加热头上,达到规定热熔深度。加热时间必须符合表的规定(或见热熔焊机的使用说明)。
热熔控制温度 PB:230℃±10℃;PE-RT:240℃±10℃;PPR:260℃±10℃。
| 公称外径(mm)dn |
管件热熔长度(mm) |
加热时间(s) |
接插时间(s) |
冷却时间(min) |
| 20 |
14 |
5 |
4 |
3 |
| 25 |
16 |
7 |
4 |
3 |
| 32 |
20 |
8 |
4 |
4 |
| 40 |
21 |
12 |
6 |
5 |
| 50 |
23 |
18 |
6 |
5 |
| 63 |
26 |
24 |
6 |
6 |
| 75 |
30 |
30 |
10 |
8 |
| 90 |
34 |
40 |
10 |
8 |
| 110 |
40 |
50 |
13 |
10 |
注:环境温度低于5℃时,加热时间延长50%。
(5)达到规定的加热时间后,必须立即将管材与管件从加热套和加热头上同时取下,迅速无旋转地沿管材与管件的轴向直线均匀地插入到所标示的深度,稳定几分钟,使接缝处形成均匀的凸缘。
刚熔接的接头允许立即校正,但严禁旋转,在规定的冷却时间内应扶好管材、管件,使它不受扭、弯和拉伸
。
管道采用法兰连接时应符合下列规定
(1)将法兰盘套在管道上,有止水线的面应相对。
(2)校直两个对应的连接件,使连接的两片法兰垂直于管道中心线,表面相互平行。
(3)法兰的衬垫,应采用耐热无毒橡胶垫。
(4)应使用相同规格的螺栓,安装方向一致,螺栓应对称紧固,紧固好的螺栓应露出螺母之外,宜齐平,螺栓、螺母宜采用镀锌件。
(5)连接管道的长度精确,紧固螺栓时,不应使管道产生轴向拉力。
(6)法兰连接部位应设置支架、吊架 。
热熔连接鞍形连接
是将管材连接部位外表面和鞍形管件内表面加热熔化,然后把鞍形管件压到管材上,保压、冷却到环境温度的连接过程。一般用于管道接支管的连接。
其连接过程为:管子支撑→清理连接部位及划线→加热→撤熔接器→找正→鞍形管件压向管子并校正→保压、冷却。
(1)连接前应将干管连接部位的管段下部用托架支撑、固定;
(2)用刮刀、细砂纸、洁净的棉布等清理管材连接部位氧化层、污物等影响熔接质量的物质,并作好连接标记线;
(3)用鞍形熔接工具(已预热到设定温度)加热管材外表面和管件内表面,加热完毕迅速撤除熔接器,找正位置后将鞍形管件用力压向管材连接部位,使之形成均匀凸缘,保持适当的压力直到连接部位冷却至环境温度为止。鞍形管件压向管材的瞬间,若发现歪斜应及时校正。
热熔连接对接连接
是将与管轴线垂直的两管子对应端面与加热板接触使之加热熔化,撤去加热板后,迅速将熔化端压紧,并保压至接头冷却,从而连接管子。这种连接方式无需管件,连接时必须使用对接焊机。
其连接步骤如下:装夹管子→铣削连接面→加热端面→撤加热板→对接→保压、冷却。
(1)将待连接的两管子分别装夹在对接焊机的两侧夹具上,管子端面应伸出夹具20~30mm,并调整两管子使其在同一轴线上,管口错边不宜大于管壁厚度的10%。
(2)用专用铣刀同时铣削两端面,使其与管轴线垂直、两待连接面相吻合;铣削后用刷子、棉布等工具清除管子内外的碎屑及污物。
(3)当加热板的温度达到设定温度后,将加热板插入两端面间同时加热熔化两端面,加热温度和加热时间按对接工具生产厂或管材生产厂的规定,加热完毕快速撤出加热板,接着操纵对接焊机使其中一根管子移动至两端面完全接触并形成均匀凸缘,保持适当压力直到连接部位冷却到室温为止。
熔接器相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 硅化铬
- 流涎膜机
- 黄花棘豆
- 镜子贴膜机
- 二硅化钽
- 铸铝电加热器
- 铺地柏
- 实用工业硅技术
- 方便袋吹膜机
- 高温熔体泵
- 五莲石材
- 微波吸收材料
- 3051S高精度变送器
- 成岩砂浆
- 塑胶机械
- 中国盆景赏石2011
- 有线电视多级AM光纤传输的指标分配与放大器的选择
- 医用直线加速器机房升级改造中的主要问题及解决方案
- 影响沥青混凝土路面压实效果的主要因素及采取的对策
- 宜万铁路鲁竹坝2号隧道的主要工程问题及其处理措施
- 云南保山服务中心4#-敬老院服务中心工程造价指标
- 云南红河长度982.4主干路210#工程造价指标
- 指标设置与测度方法
- 以应用性为核心的工业设计教学质量评价指标体系
- 云南省氯碱PVC行业清洁生产合格单位评价指标体系
- 有色金属资源综合回收冶炼企业的加工费指标及其运用
- 云南怒江服务中心8#-残疾人托养中心工程造价指标
- 永久船闸旁侧泄水箱涵施工方案的选择及主要施工方法
- 云南普洱11层板式建筑高层住宅95#工程造价指标
- 云南丽江经济型快捷酒店4#-商务酒店工程造价指标
- 云南红河长度349.81支路226#工程造价指标
- 影响公路施工机械设备使用寿命的主要因素及应对措施
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司