热电偶检定规程
热电偶检定规程,适用于长度不小于750mm的新制造和使用中的分度号为K的镍铬-镍硅热电偶、分度号为N 的镍铬-镍硅热电偶、分度号为E 镍铬-铜镍热电偶。

热电偶检定规程基本信息
| 中文名称 | 热电偶检定规程 | 实施日期 | 1997 年 3 月 1 日 |
|---|---|---|---|
| 批准日期 | 1996 年 8 月 23 日 | ||
4标准器
4.1 一等、二等标准铂铑10—铂热电偶各1支。
4.2 测量范围为:―30~300℃的二等标准水银温度计一组,也可选用二等标准铂电阻温度计。
5 仪器设备
5.1低电势直流电位差计一套,准确度不低于0.02级﹑最小步进值不大于1μV,或具有同等准确度的其他设备。
5.2多点转换开关,寄生电势不大于1μV。
5.3参考端恒温器,恒温器内温度为(0±0.1)℃。
5.4油恒温槽,在有效工作区域内温差小于0.2 ℃。
5.5管式炉,其长度为600 mm ,加热管内径约为40 mm。
5.5.1管式炉常用最高温度为1200 ℃,最高均匀温场中心与炉子几何中心沿轴线上偏离不大于10 mm ;在均匀温场长度不小于60 mm,半径为14 mm 范围内,任意两点间温差不大于1 ℃。
5.5.2为保证管式炉温场符合检定要求,可在炉中心置一耐高温恒温块。
5.5.3均匀温场测试方法见附录3 。
5.6 控温设备,应满足检定要求。
5.7 热电偶测量端焊接设备。
5.8 钢卷尺、游标卡尺。
5.9 读数望远镜或3~5倍放大镜。
6 电测设备环境条件应符合使用条件。
热电偶检定规程造价信息
7 热电偶的几何尺寸与外观,用钢卷尺、游标卡尺和目力检查,应符合要求。
8 经外观检查合格的新制热电偶,在检定示值前,应在最高检定点温度下,退火2 h 后,随炉冷却至250℃以下,使用中的热电偶不退火。
9 热电偶的示值检定温度,按热电偶丝材及电极直径粗细决定,如表3所示。
10 300℃以下点的检定,在油恒温槽中,与二等标准水银温度计进行比较,检定时油槽温度变化不超过±0.1℃。
10.1 将热电偶的两电极分别套上高铝绝缘瓷珠,约50 mm左右,尾部穿塑料套管,并在尾端露出20 mm左右,以连接参考端引线。
10.2 热电偶参考端的引线,应使用同材质的铜导线进行连接,接触要良好,铜导线在20℃时的电阻率应小于0.01724μΩ·m。
10.3 在热电偶的测量端套上玻璃保护管,插入油恒温槽中,插入深度不应小于300 mm,玻璃管口沿热电偶周围,用脱脂棉堵好。
10.4 将热电偶的参考端插入装有变压器油或酒精的玻璃管或塑料管中,再分散插入冰点恒温器内,插入深度不应小于150 mm。
表3
| 分度号 | 电 极 直 径 |
( mm )
| 检 定 点 温 度 |
( ℃ )
| K或N | 0.3 | 400 600 700 |
| 0.5 0.8 1.0 | 400 600 800 | |
| 1.2 1.6 2.0 2.5 | 400 600 800 1000 | |
| 3.2 | 400 600 800 1000 (1200)* | |
| E | 0.3 0.5 0.8 1.0 1.2 | 100 300 400 |
| 1.6 2.0 2.5 | (100) 200 400 600 | |
| 3.2 | (200) 400 600 700 | |
| J | 0.3 0.5 | 100 200 300 |
| 0.8 1.0 1.2 | 100 200 400 | |
| 1.6 2.0 | (100) 200 400 500 | |
| 2.5 3.2 | (100) 200 400 600 |
* 括号内的检定点,可根据用户需要选定。
11 300℃以上的各点在管式炉中与标准铂铑10—铂热电偶进行比较,其中,检定Ι极热电偶时,必须采用一等铂铑10—铂热电偶。
11.1 将标准热电偶套上高铝保护管,与套好高铝绝缘瓷珠的被检热电偶用细镍铬丝捆扎成圆形一束,其直径不大于20 mm,捆扎时应将被检热电偶的测量端围绕标准热电偶的测量端均匀分布一周,并处于垂直标准热电偶同一截面上。
11.2 将捆扎成束的热电偶装入管式炉内,热电偶的测量端应处于管式炉最高温区中心;标准热电偶应与管式炉轴线位置一致。
11.3管式炉炉口沿热电偶束周围,用绝缘耐火材料堵好。
12检定顺序,由低温向高温逐点升温检定,炉温偏离检定点温度不应超过±5℃。
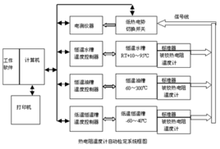
检定时连接线路图
13检定时连接线路如图所示,直接测量标准与被热电偶的热电动势。
当炉温升到检定点温度,炉温变化小于0.2℃/min时,自标准热电偶开始,依次测量各被检热电偶的热电动势。
测量顺序如下:
标 被1 被2 被n
标 被1 被2 被n
读数应迅速准确,时间间隔应相近,测量读数不应小于4次,测量时管式炉温度变化不大于±0.25℃。
14 量时将所有测量数据填写在检定记录表上(见附录8)
15 检定时被检热电偶的热电动势误差△et计算方法:
15.1 300℃以下热电动势误差△et用下式计算:
△et = ē被+ S被·△t检 - e分
式中 ē被—被检热电偶在检定点附近温度下,测得的热电动势算术平均值;
S被— 被检热电偶中在某检定点温度的微分热电动势;
e分— 被检热电偶分度表上查得的某检定点温度的热电动势值。
△t检 = t检-t实
t检— 检定点温度
t实— 实际温度(实际温度 = 读数平均值 + 修正值)
△t检— 检定点温度与实际温度的差值。
例1 在200℃时E型热电偶示值误差计算。
在200℃检定点附近,参考端为0℃,被检E型热电偶的热电动势值为13.452mV,二等标准水银温度计测得温场的温度为200.15℃,求被检热电偶在200℃时示值误差。
△t检 = 200 - 200.15 = -0.15 ℃
从检定分度表查得,在200℃时热电偶的热电动势值和微分热电动势:
e分 = 13.421 mV
S被 = 0.074 mV
则可计算出△e200即:
△e200 = ē + S被·△t - e分
= 13.452 + 0.074 × ( - 0.15 ) - 13.421
= 0.020( mV )
则热电偶在200℃时示值误差:
℃
其修正值为-0.3℃。
15.2 300℃以上热电动势误差Δe用下式计算:
式中 ē被—被检热电偶在检定点附近温度下,测得的热电动势算术平均值;
e标—标准热电偶证书上某检定点温度的热电动势值;
ē标—标准热电偶在某检定点附近温度下,测得的热电动势算术平均值;
e分—被检热电偶分度表上查得的某检定点温度的热电动势值;
S 标、S被—分别表示标准、被检热电偶在某检定点温度的微分热电动势。
例2 在1000℃时,N型热电偶示值误差计算。
在1000℃附近测得标准铂铑10—铂热电偶的热电动势算术平均ē标值为9.558 mV;被检N型热电偶的热电动势算术平均ē被为36.274 mV。
从标准热电偶检定证书中查得1000℃时热电动势e标为9.581 mV;求被检N型热电偶在1000℃时的误差。从热电偶微分热电动势表中查得1000℃时,标准与被检热电偶1℃分别相当于0.012 mV;0.039 mV。
从N型热电偶分度表中查得1000℃时热电动势为36.256 mV,将以上数据代入下式,可计算误差△e值。即:
则热电偶在1000℃时示值误差:
(℃)
其修正值为-2.4℃
热电偶检定规程概述
本检定规程经国家技术监督局于1996 年 8 月 23 日批准,并自1997 年 3 月 1 日起施行。
工作用廉金属热电偶检定规程
本规程适用于长度不小于750mm的新制造和使用中的分度号为K的镍铬-镍硅热电偶、分度号为N 的镍铬-镍硅热电偶、分度号为E 镍铬-铜镍热电偶、分度号为J的铁-铜镍热电偶(以下分别简称K、N、E、J、X型热电偶)在-40-1300℃范为内的检定。
热电偶检定规程常见问题
-
温度传感器(temperature transducer)是指能感受温度并转换成可用输出信号的传感器。温度传感器是温度测量仪表的核心部分,品种繁多。按测量方式可分为接触式和非接...
-
国内现在技术也都很成熟,都不错的。
-
成都惠能星科技有限公司属于高新技术企业位于成都中关村高新技术园区,具有独特的区域优势。目前在东北、西北均设有分公司。与北京多所大学自动化学院及中科院自动化研究所合作研发,生产制造智能数字热工实验室设备...
1热电极的名义成分如表1规定。
表1
| 热电偶名称 | 热电极名称 | 极性 | 名义成分(℅) |
| 镍铬-镍硅(铝) | 镍铬 | 正极 | Ni 90 Cr 10 |
| 镍铬 | 负极 | Ni97 Si 3 | |
| 镍铬硅-镍硅 | 镍铬硅 | 正极 | Ni84.4 Cr14.2 Si1.4 |
| 镍铬 | 负极 | Ni 95.6 Si 4.4 | |
| 镍铬-铜镍 | 镍铬 | 正极 | Ni 90 Cr 10 |
| 铜镍 | 负极 | Fe 100 | |
| 铁-铜镍 | 铁 | 正极 | Fe 100 |
| 铜镍 | 负极 | Cu 55 Ni 45 |
注:①不同分度号两镍铬极不可互换;
②不同分度号两铜镍极不可互换;
③镍铬—镍硅采用镍铬—镍铝分度表。
2 不同等极热电偶在规定温度范围内,其允差应符合表2表定。
表2
| 热 电 偶 名 称 | 分度号 | 等 级 | 测量温度范围(℃ ) | 允 差① |
| 镍铬—镍硅(铝) | K | Ι | ―40~1100 | ±1.5℃或±0.4℅t② |
| Ⅱ | ―40~1300 | ±2.5℃或±0.75℅t | ||
| 镍铬硅—镍硅 | N | Ι | ―40~1100 | ±1.5℃或±0.4℅t |
| Ⅱ | ―40~1300 | ±2.5℃或±0.75℅t | ||
| 镍铬—铜镍 | E | Ι | ―40~800 | ±1.5℃或±0.4℅t |
| Ⅱ | ―40~900 | ±2.5℃或±0.75℅t | ||
| 铁—铜镍 | J | Ι | ―40~750 | ±1.5℃或±0.4℅t |
| Ⅱ | ―40~750 | ±2.5℃或±0.75℅t |
注:①允差取大值;②t为测量端温度。
3 热电偶的外观应满足下列要求:
3.1 新制热电偶的电极应平直、无列痕、直径应均匀;使用中的电偶的电极不应有严重的腐蚀和明显缩径等缺陷。
3.2热电偶测量端的焊接要牢固、呈球状,表面应光滑、无气孔、无夹渣。
16 经检定符合本规程要求的热电偶发给检定证书;不合格的热电偶, 发给检定结果通知书,如有需要,可给出热电偶在各检定点的修正值。
17 热电偶的检定周期一般为半年,特殊情况下可根据使用条件来确定。
附录1
热电偶用补偿导线的检定方法
1 补偿导线的热电特性符合下表要求:
| 型 |
号
| 热 电 动 势 允 差 | ||
| 100 ℃ | 200 ℃ | 热电偶 |
测量端
温度
| 热 电 |
动 势
(mV)
| 允 差 | 热 电 |
动 势(mV)
| 允 差 | |||
| 普 通 级 | 精 密 级 | 普 通 级 | 精 密 级 |
| KCA |
KCA
KX
NC
NX
EX
JX
| 4.096 |
4.096
4.096
2.774
2.774
6.319
5.269
| 100uV(2.5℃)* |
100uV(2.5℃)
100uV(2.5℃)
100uV(2.5℃)
100uV(2.5℃)
200uV(2.5℃)
140uV(2.5℃)
| 60uV(1.5℃) |
60uV(1.5℃)
60uV(1.5℃)
60uV(1.5℃)
60uV(1.5℃)
120uV(1.5℃)
85uV(1.5℃)
| 8.138 |
—
8.138
5.913
5.913
13.421
10.779
| 100uV(2.5℃) |
—
100uV(2.5℃)
100uV(2.5℃)
100uV(2.5℃)
200uV(2.5℃)
140uV(2.5℃)
| 60uV(1.5℃) |
—
60uV(1.5℃)
60uV(1.5℃)
60uV(1.5℃)
120uV(1.5℃)
85uV(1.5℃)
| 900℃ |
900℃
900℃
900℃
900℃
500℃
500℃
*括号内温度是按上表所列热电偶测量端温度的微分热电动势计算的。
2 一般用补偿导线检定100℃点,耐热用补偿导线检定100℃、200℃点,也可根据需要在其他温度点检定。
3 将补偿导线的两端的护层和绝缘层去除10~20mm,并将两个电极表面绝缘清除干净,使其一端焊接成一支热电偶,然后参照本规程第10条进行检定。
附录2
带补偿导线热电偶的检定方法
本方法适用于K、N、E、J型热电偶,接上补偿导线后整体进行检定。
1,只限检定Ⅱ级允差热电偶。
2,须选用经检定的延长型补偿导线,允差为:(100±0.2℃)。
3,参考接点温度不得超过100℃。
4,热电偶长度不小于350mm,热电偶加补偿导线的总长度不小750mm。
5 参照本规程第三章进行检定。
附录3
管式炉炉温温场测试方法
本方法适用于300~1300℃范围内管式炉温场测试。
1 管式炉的技术要求应符合5.5款要求。
2 测试设备应符合4条、5.6、5.8款要求。
3 定位块尺寸如图1,材料为耐火材料
4 将定位块装入管式炉两端,使其与炉端帖紧,并装好控温热电偶(从4号孔插入)。
5 将两支二等标准热电偶插入定位块中,使测量端处于炉轴线中点截面处,在标准热电偶绝缘管与定位块外端面相交点,用陶铸铅笔做一记号,作为坐标“0”点,从此
点分别向工作端和参考端每隔10mm做一记号,标上+5~-5坐标,坐标示意图如图2所示。
图1 定为块示意图
图2 检定炉坐标示意图
6 将两支标准热电偶(简称标1和标2)插入定位块中,并连接好线路,测量两标准偶的热电动势值。
将炉温升到(1000±5)℃时,待恒定后,依次测量标1和标2的热电动势,测量次数不应小于4次,在此测量时间内,管式炉内温度变化不得超过±0.25℃。
6.1 轴向温场测量:将标1和标2分别插入1孔和2孔,并使标1工作端处于0坐标点,再分别使标2处于-5、-4、-3、-2、-1、0、1、2、3、4、5各点,分别测得标1和标2的热电动势,以标1为标准,以标2为被测,将标1在0坐标点测得的热电动势值均修正到1000℃点,并将标2在坐标点修正后的热电动势值,换算成温度,即为轴向温场分布。
6.2 径向温场测量:使标1和标2处于同一截面上,标1置于炉轴线上不动,分别将标2置于炉内此截面上、下、左、右四点测量标1和标2的热电动势值,此测量共在-2、-1、0、1、2五个坐标的截面上进行。以标1为标准,以标2为被测,将标1在一截面测得的热电动势值修正到1000℃,并将标2在该截面上、下、左、右各点测得的热电动势值,换算成温度值,即为该截面的径向温场分布。
附录4
标准铂铑10—铂热点偶在0~1300℃范围内,
整百度的热电动势和温度对照表编制方法
1 将标准铂铑10—铂热点偶检定证书上给出的锌、铝(锑)、铜三个温度点的热点动势值,填入表1,并计算其在三个温度点与标准分度表值之差,分别计为△E1、△E2、△E3。
2 标准铂铑10—铂热点偶的系数a.b.c,用表1中△E1、△E2、△E3标准铂铑10—铂热点偶的热点动势E(t)和S型热电偶标准分度表值E3(t)的差值函数计算:
△E(t)= E(t)- ES(t)= a + bt + ct . (1)
表1
| 序 号 | 凝固点 | 温 度 |
t (℃)
| 标准热电偶检定证书值 |
Ei ( t ) (μV )
| S型分度表值 |
Es(t) (μV )
| △Ei(μV ) | |||
| 1 | 锌 | 419.53 |
| 3446.89 | △E1 | ||
| 2 | 铝 | 660.32 |
| 5860.13 | △E2 | ||
| 2 | 锑 | 630.63 |
| 5552.80 | △E2 | ||
| 3 | 铜 | 1084.6 |
| 10574.80 | △E3 |
2.1在检定证书上给出锌、铝、铜点时,用式(2)修系数。
a = 4.47201·△E1 - 4.45367·△E2 + 0.981667·△E3
b = -0.0108956·△E1 + 0.0147221·△E2 - 0.00382658·△E3
c = 6.24408×10·△E1-9.78770×10·△E2+3.54362×10·△E3 ( 2 )
2.2 在检定证书上给出锌、铝、铜点时,用式(3)修系数。
a = 4.87164·△E1 - 4.74785·△E2 + 0.87205·△E3
b = -0.0122166·△E1 - 0.0156946·△E2 -0.00347797·△E3 ( 3 )
c = 7.12235×10·△E1-10.43420×10·△E2+3.31186×10·△E3
2 将系数a.b.c代入(1),可得出所求正百度点的△E(t)值。
3 根据式(1)导出式(4):
E(t)= Es (t) + △E(t) ( 4 )
由此可求出标准铂铑10—铂热点偶在整百度点的热电动势值。
例 N074—304标准铂铑10—铂热点偶在锌、锑、铜三个点上的热点动势值分别为:
E1 = 3444μV E2 = 5546μV E3 = 10566μV
求系数a.b.c和1200℃时该标准热点偶的热电动势值。
将E1.E2.E3填入表1中,求得:
△E1 = -2.9 △E2 = -6.8 △E3 = -8.8
用式(3)求a.b.c系数,求得:
a = 10.44702 b = -0.0406889 c = 21.15337×10
在t取1200℃时,将a.b.c代入(1)式,用△E(t)=a+bt+ct 求得△E1200 = -7.9(μV)
将△E(t) 代入(4)式中:E(t) = ES(t)+△E(t)
E1200 = ES(1200) + △E(1200)
= 11951 - 7.9
= 11943 (μV)
No74-304标准铂铑10—铂热点偶在1200℃时热电动势值为11943μV。
热电偶检定规程文献

 热电偶检定规程
热电偶检定规程
中华人民共和国国家计量检定规程 JJG351 96 工 作 用 廉 金 属 热 电 偶 1996 年 8月 23 日批准 1997 年 3 月 1日实施 国 家 技 术 监 督 局 目 录 一 技术要求 二 检定条件 三 检定项目和检定方法 四 检定结果处理和检定周期 附录 附录 1 热电偶用补偿导线的检定方法 附录 2 带补偿导线热电偶的检定方法 附录 3 管式炉炉温温场测试方法 附录 4 标准铂铑 10—铂热电偶在 0∽1300℃附范围内, 整百度的热电动势和温度对照表编制方法表 附录 5 K、N、E、型热电偶热电动势允差表 附录 6 S、K、N、E、J、型热电偶整百度点,微分热点动势表 附录 7 S、K、N、E、J、型热电偶分度表 附录 8 廉金属热电偶检定记录格式 附录 9 检定证书(背面)格式 工作用廉金属 JJ G351-96 热 电 偶 检 定 规
 JJG115-1999标准铜-铜镍热电偶检定规程
JJG115-1999标准铜-铜镍热电偶检定规程
JJG115-1999标准铜-铜镍热电偶检定规程
内容介绍
JJG141-2000工作用贵金属热电偶检定规程;
JJG668-97工作用铂铑10-铂、铂铑13-铂短型热电偶检定规程;
JJG351-96廉金属热电偶检定规程;
JJG368-2000工作用铜-铜镍热电偶检定规程;
JJG351-84工作用镍铬-考铜热电偶检定规程;
JJF1098-2003 热电偶、热电阻自动测量系统校准规范。2100433B
《标准铂铑10-铂热电偶检定规程》(JJG75-95)
热电偶检定规程相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 12路爱峰对讲光端机
- 橙花
- 节点爱峰对讲光端机
- 百格网
- 双芯光纤
- 打标机
- 单频双包层光纤放大器
- FIBRANET8口光纤终端盒
- 爱尔兰国旗
- 中华万年青
- 航海国际信号
- 青莲朵
- 统帅KFR-72LW/01ZCC23AT-DS
- 乳源彩石
- 光纤箱
- 四角加压研磨机
- 有线电视广播系统运行维护规程编制情况和宣贯要点
- 中国电科院电力安全工作规程专项培训
- 在用工业管道定期检验规程.20030601doc
- 医疗器械操作规程
- 中华人民共和国行业标准建筑涂饰工程施工及验收规程
- 中华人民共和国建设部城市地下管线探测技术经验规程
- 中华人民共和国行业标准地面辐射供暖技术规程
- 中国华能集团公司电力安全工作规程(电气部分)
- 制定卷材企业质量管理规程
- 中华人民共和国电力行业标准电气设备预防性试验规程
- 云南省建筑工程施工质量验收统一规程(征求意见稿)
- 关于发布行业标准建筑门窗工程检测技术规程公告
- 各级安全生产责任制和安全生产规章制度及安全操作规程
- 公路工程现行标准规范规程指南一览表JTGJTGTJ
- 工业与民用建筑灌注桩基础设计与施工规程JGJ480
- 关于发布行业标准型钢水泥土搅拌墙技术规程公告
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
广东国咨招标有限公司
Excel 数据处理与分析应用大全
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
上海地铁维护保障有限公司通号分公司
拆边机
甘肃中维国际招标有限公司
大山槟榔
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
苏州弘创招投标代理有限公司