轻金属焊接关键基础研究与学术前沿探索中文摘要
轻金属材料是国家重点发展与应用的新型结构材料。焊接是轻金属结构制造的关键技术之一。由于轻金属自身的特点,在焊接方面存在一系列急需解决的关键基础问题,如焊接过程中热质传递规律、焊缝成形及控制规律、焊接力学行为及评价技术、焊接结构可靠性及寿命预测理论与技术等,这些关键基础问题对高能束流焊接工艺及结构服役行为的影响中尤为突出,严重制约着轻金属结构的焊接制造与应用。为了促进我国轻金属焊接研究领域的技术创新和应用,探讨我国轻金属焊接,特别是高能束流焊接研究未来发展方向和若干前沿科学问题,拟组织以我国老一辈焊接专家为指导、以我国相关研究院所的中青年学者为骨干的三次学术研讨会,凝聚我国焊接学术届的共识,提出我国轻金属焊接关键基础研究与学科前沿的方向,为促进我国轻金属焊接的研究和应用提供基础。 2100433B
轻金属焊接关键基础研究与学术前沿探索造价信息
| 批准号 |
50845011 |
| 项目名称 |
轻金属焊接关键基础研究与学术前沿探索 |
| 项目类别 |
专项基金项目 |
| 申请代码 |
E0508 |
| 项目负责人 |
张建勋 |
| 负责人职称 |
教授 |
| 依托单位 |
西安交通大学 |
| 研究期限 |
2008-08-01 至 2009-06-01 |
| 支持经费 |
6(万元) |
轻金属焊接关键基础研究与学术前沿探索中文摘要常见问题
-
焊接技术就是高温或高压条件下,使用焊接材料(焊条或焊丝)将两块或两块以上的母材(待焊接的工件)连接成一个整体的操作方法。焊接技术主要应用在金属母材上,常用的有电弧焊,氩弧焊,CO2保护焊,氧气-乙炔焊...
-
工具/原料;金属专用粘接胶,简称焊接金属胶,广泛粘接金属材料如钢、铁、铝、钛、不锈钢等,通用于金属制品,工具行业、机电行业、化工管道、汽车水箱油箱的粘接制造及应急修补,效果特佳。 方法/步骤:清洁被粘...
-
珠海市新维焊接器材有限公司。2012年12月10日,德国STAPLA公司授权该公司为其中国代理商。销售的产品是超声波金属焊接机/超声波动力电池焊接机/超声波极耳焊接机/超声波汽...
轻金属焊接关键基础研究与学术前沿探索中文摘要文献


 金属焊接与切割作业题库
金属焊接与切割作业题库
1 金属焊接与切割作业题库 第一章 练习题 一、单项选择题 (将正确答案的代号填入括号内) 1、我国的安全生产方针是( )。 a.安全第一,预防中心 b.安全第一,预防为主 c. 安全为主,预防第一 d. 安全第一,综合治理 2、我国安全生产方针的思想核心是( )。 a.安全第一 b.以人为本 c. 预防为主 d. 以人为主 3、特种作业人员一人承托着两重安全责任;即( )的生命财产安全。 a.别人包括国家、集体和自己 b. 设备和自己 c. 领导和自己 d. 家庭和自己 4、国家经贸委明确规定了( )种特种作业工种。 a.12 b.11 c.15 d.20 5、只有掌握了安全生产( )知识 ,才能维护自己的合法安全生产权益不受侵害。 a.政策 b. 法规 c. 法律、法规 d. 操作技术 6、只有人人懂法用法,
第1 章 概述1
1. 1 轻金属焊接的发展 1
1. 1. 1 轻金属发展的战略意义 1
1. 1. 2 轻金属焊接现状 2
1. 2 轻金属的分类及性能 2
1. 2. 1 轻金属的分类 2
1. 2. 2 轻金属的主要特性 3
1. 2. 3 轻金属的热处理 6
1. 3 轻金属的焊接应用 7
1. 3. 1 轻金属焊接的难易程度 7
1. 3. 2 铝及其合金的焊接应用 8
1. 3. 3 镁及其合金的焊接应用 12
1. 3. 4 钛及其合金的焊接应用 15
第2 章 轻金属焊接方法20
2. 1 钨极氩弧焊 20
2. 1. 1 钨极氩弧焊的特点 20
2. 1. 2 电源极性及应用范围 23
2. 1. 3 钨极氩弧焊的焊接材料 25
2. 1. 4 轻金属钨极氩弧焊工艺 28
2. 1. 5 特种钨极氩弧焊技术 36
2. 2 熔化极氩弧焊 39
2. 2. 1 熔化极氩弧焊的特点 39
2. 2. 2 熔化极氩弧焊的熔滴过渡 40
2. 2. 3 保护气体和焊丝 42
2. 2. 4 轻金属熔化极氩弧焊工艺 44
2. 2. 5 脉冲熔化极氩弧焊 51
2. 3 激光焊 53
2. 3. 1 激光焊的特点 53
2. 3. 2 轻金属激光焊的工艺特点 56
2. 3. 3 激光-电弧复合焊接技术 58
2. 3. 4 轻金属激光焊的应用 59
2. 4 搅拌摩擦焊 61
2. 4. 1 搅拌摩擦焊的特点 61
2. 4. 2 搅拌摩擦焊的产热和塑性流变 63
2. 4. 3 搅拌摩擦焊设备及工艺 64
2. 4. 4 轻金属搅拌摩擦焊的特点 68
2. 4. 5 搅拌摩擦焊缺陷与摩擦塞焊修复 69
第3 章 铝及铝合金焊接72
3. 1 铝及铝合金的特性和焊接特点 72
3. 1. 1 铝及铝合金的分类、成分和性能 72
3. 1. 2 铝及铝合金的焊接特点 78
3. 1. 3 铝合金焊接方法的选用 79
3. 1. 4 铝用焊接材料 83
3. 2 铝及铝合金的焊接性分析 89
3. 2. 1 焊缝中的气孔 89
3. 2. 2 焊接热裂纹 92
3. 2. 3 焊接接头的力学性能 95
3. 2. 4 铝合金焊接修复和焊接性评定 99
3. 3 铝及铝合金焊接工艺 101
3. 3. 1 焊前准备 101
3. 3. 2 铝及铝合金的气焊 102
3. 3. 3 铝及铝合金的钨极氩弧焊 104
3. 3. 4 铝及铝合金的熔化极氩弧焊 108
3. 3. 5 铝及铝合金的搅拌摩擦焊 115
3. 3. 6 铝及铝合金的钎焊 123
3. 4 铝及铝合金焊接实例 130
3. 4. 1 铝制冷凝器端盖的气焊 130
3. 4. 2 铝制容器手工TIG 焊 131
3. 4. 3 铝储罐的半自动MIG 焊 132
3. 4. 4 铝合金压力罐的自动MIG 焊 133
3. 4. 5 铝波导零件的真空钎焊 134
3. 4. 6 铝制板翅式冷却器(或换热器)的钎焊 135
3. 4. 7 铝合金计算机机箱的真空钎焊 139
3. 4. 8 铝锂合金的焊接 140
3. 4. 9 5A06 铝合金搅拌摩擦点焊 143
第4 章 镁及镁合金的焊接145
4. 1 镁及镁合金分类、性能及焊接性 145
4. 1. 1 镁及镁合金的分类及应用 145
4. 1. 2 镁及镁合金的成分及性能 148
4. 1. 3 合金元素对镁合金组织性能的影响 152
4. 1. 4 镁及镁合金的焊接性分析 154
4. 2 镁及镁合金焊接工艺 158
4. 2. 1 焊接材料及焊前准备 158
4. 2. 2 镁及镁合金的氩弧焊 162
4. 2. 3 镁及镁合金的电阻点焊 165
4. 2. 4 镁及镁合金的钎焊 166
4. 2. 5 镁及镁合金的其他焊接方法 171
4. 2. 6 镁及镁合金焊接安全 174
4. 3 镁及镁合金焊接实例 174
4. 3. 1 AZ31B 镁合金薄板的钨极氩弧焊 174
4. 3. 2 航空航天用镁合金气密门自动TIG 焊 175
4. 3. 3 电子控制柜镁合金组合件气体保护焊 176
4. 3. 4 镁合金汽轮机喷嘴裂纹的电子束焊修复 177
4. 3. 5 飞机发动机镁合金铸件裂纹的TIG 焊修复 178
4. 3. 6 AZ31B/ AZ61A 异种镁合金的搅拌摩擦焊 179
4. 3. 7 镁合金超声波振动钎焊 182
4. 3. 8 镁合金自行车架的脉冲交流TIG 焊 183
4. 3. 9 ZM 镁合金铸件缺陷的补焊 185
4. 3. 10 中厚度镁合金激光焊 188
第5 章 钛及钛合金的焊接190
5. 1 钛及钛合金的分类和性能 190
5. 1. 1 钛及钛合金的分类 190
5. 1. 2 钛及钛合金的化学成分及性能 192
5. 2 钛及钛合金的焊接性分析 197
5. 2. 1 焊接接头区脆化 197
5. 2. 2 焊缝熔化、凝固和裂纹倾向 201
5. 2. 3 焊缝中的气孔 202
5. 2. 4 焊接接头的组织变化 203
5. 3 钛及钛合金的焊接工艺 204
5. 3. 1 钛及钛合金的惰性气体保护焊 205
5. 3. 2 钛及钛合金的等离子弧焊 215
5. 3. 3 钛及钛合金的电子束焊 216
5. 3. 4 钛及钛合金的其他焊接方法 217
5. 4 钛合金的激光熔覆 222
5. 4. 1 钛合金激光熔覆的特点 223
5. 4. 2 钛合金激光熔覆层 224
5. 4. 3 钛合金激光熔覆工艺及参数 230
5. 4. 4 钛合金激光熔覆的应用 234
5. 5 钛及钛合金焊接实例 237
5. 5. 1 Ti -6Al -4V 钛合金气瓶的TIG 焊 237
5. 5. 2 乙烯工程中钛管的焊接 237
5. 5. 3 凝汽器与蒸发器纯钛部件的TIG 焊 239
5. 5. 4 发动机钛合金组件的电子束焊 240
5. 5. 5 TC4 钛合金壳体的手工氩弧焊 241
5. 5. 6 TA10 钛合金燃料储罐的焊接 244
5. 5. 7 深潜器钛合金框架结构的焊接 247
5. 5. 8 TC4 钛合金舱体的焊接 250
5. 5. 9 钛合金张力贮箱毛细元件的焊接 251
第6 章 异种轻金属的焊接253
6. 1 铝与钛的焊接 253
6. 1. 1 铝与钛的焊接特点 253
6. 1. 2 铝与钛的焊接工艺 254
6. 2 铝与镁的焊接 258
6. 2. 1 铝与镁的焊接特点 258
6. 2. 2 铝与镁的钨极氩弧焊 259
6. 2. 3 铝与镁的扩散焊 264
6. 3 铝与铜的焊接 270
6. 3. 1 铝与铜的焊接特点 270
6. 3. 2 铝与铜的熔化焊 272
6. 3. 3 铝与铜的压焊 276
6. 3. 4 铝与铜的钎焊 281
6. 4 铝与钢的焊接 289
6. 4. 1 铝与钢的焊接特点 289
6. 4. 2 铝与钢的焊接工艺 290
6. 4. 3 铝与钢的焊接实例 294
6. 5 钛与铜(或钢)的焊接 296
6. 5. 1 钛与铜的焊接特点 296
6. 5. 2 钛与铜的钨极氩弧焊 297
6. 5. 3 钛与铜的扩散焊 298
6. 5. 4 钛与铜的电阻钎焊 299
6. 5. 5 钛与钢的焊接特点 300
6. 5. 6 钛与钢的焊接工艺特点 300
参考文献303
科学技术的发展使铝、镁、钛及其合金等轻金属的应用日趋广泛。轻金属具有特殊的性能,但是轻金属焊接比常规钢铁材料的焊接更复杂。本书从实用性角度对国防和社会经济发展中轻金属(如铝、镁、钛及其合金)的特点、焊接性、焊接方法选用和工艺要点等做了系统地阐述,特别是针对铝、镁、钛及其合金等轻金属的应用,给出一些焊接产品开发和生产中成功的实例。书中阐明的先进焊接技术,为读者掌握轻金属焊接要点和工程应用或新产品开发提供理论指导和实践中成功的经验。
《轻金属焊接技术》主要供从事与轻金属研发、焊接生产相关的工程技术人员、管理人员、质量检验人员和技术工人使用,也可供高等院校师生、科研院(所)、厂矿企业的相关人员参考。
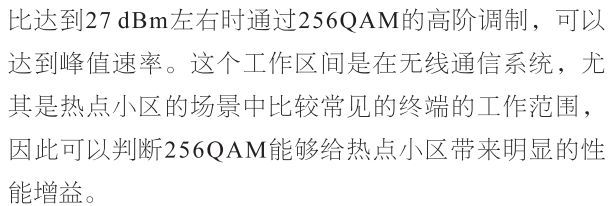
TD-LTE 256QAM高阶调制关键技术探索
1
引言


TD-LTE 256QAM高阶调制关键技术探索
2
TD-LTE高阶调制关键技术256QAM介绍


TD-LTE 256QAM高阶调制关键技术探索
3
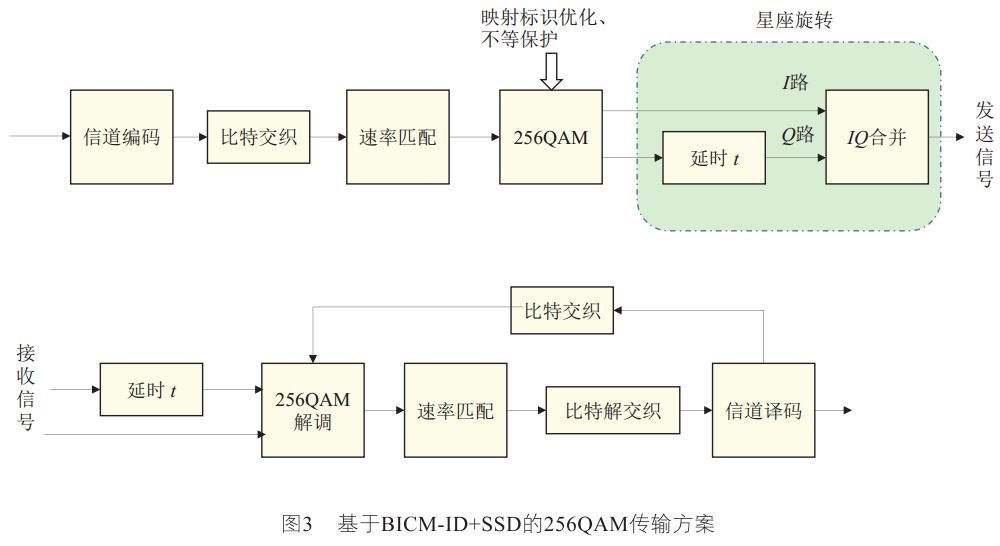
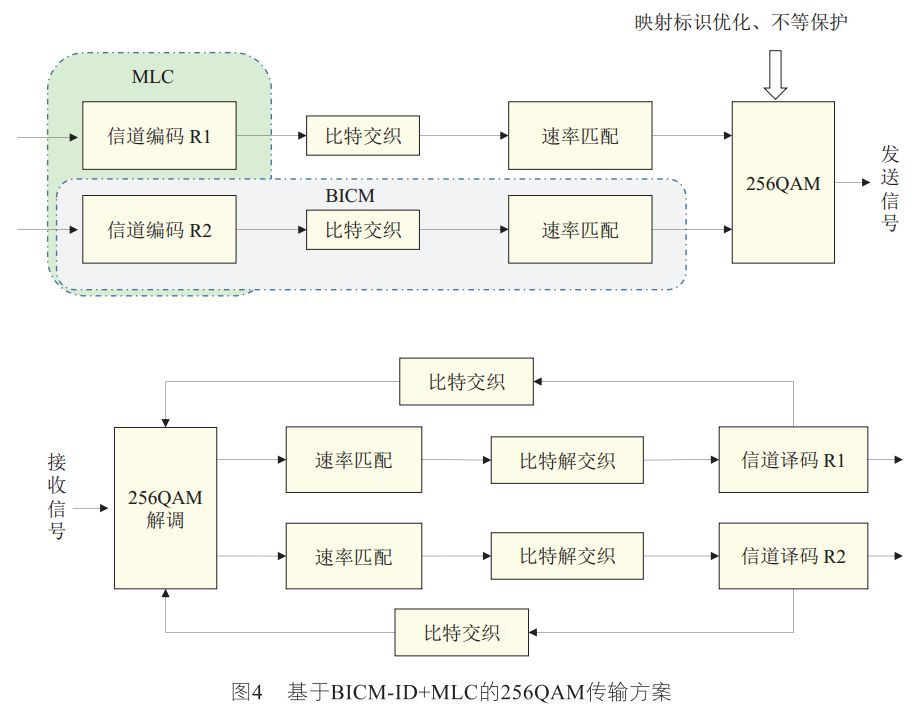
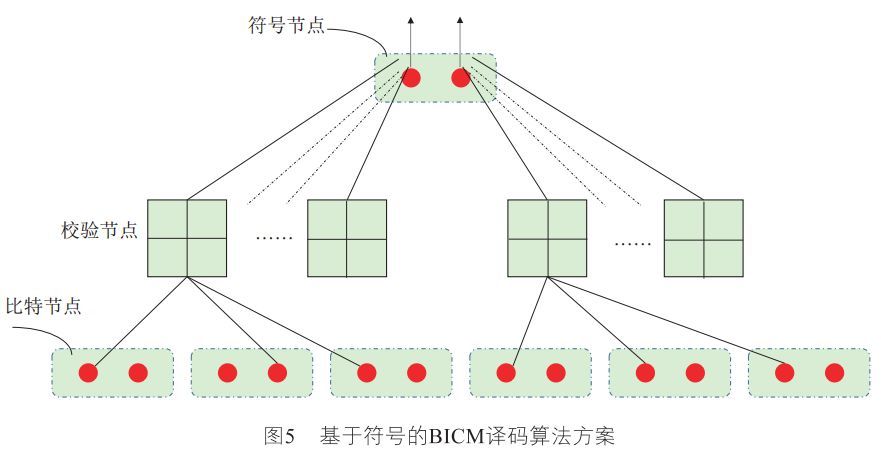
TD-LTE高阶调制关键技术创新性分析:传输方案优化



TD-LTE 256QAM高阶调制关键技术探索
4
结论


原文发表于《移动通信》2018年第3期
doi:10.3969/j.issn.1006-1010.2018.03.001
中图分类号:TN929.533
文献标识码:A
文章编号:1006-1010(2018)03-0001-06
引用格式:张庆,郭华. TD-LTE 256QAM高阶调制关键技术探索[J].移动通信, 2018,42(3): 1-6.
作者简介
张庆:现任中国移动通信集团江苏有限公司行政总务部部门经理,研究方向为通信和信息系统中的核心应用的理论和技术。
郭华:现任中国移动通信集团江苏有限公司技术专家,研究方向为与通信和信息系统中的信息安全有关的理论和技术。
扫一扫,关注《移动通信》
关于
我们
轻金属焊接关键基础研究与学术前沿探索相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 轻钢住宅设计图集
- 轻钢活动房计算理论
- 轻钢结构实验装置
- 轻钢结构施工与监理手册
- 轻钢结构美式住宅-设计图解。维多利亚风格
- 轻钢轻混凝土结构技术规程
- 轻钢门式结构工程施工及质量控制
- 轻隔墙条板质量检验评定标准
- 轻骨料混凝土拉伸徐变机理研究
- 载波电报终端设备
- 载波电报通信
- 载波相位差分原理
- 载波相移调制技术及其在大功率变流器中的应用
- 载波纵联保护
- 载波继电保护
- 载流子迁移率
- 电气工程及其自动化特色专业建设探索
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中国工程图学学会成立工程与制造系统集成化分会
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 智能建筑工程报警与电视监控系统前端设备的安装施工
- 应对水源突发污染的城市供水应急处理技术与应用
- 宜兴沈北路二号桥大直径钻孔灌注桩的施工与质量控制
- 招远电视台制作播出系统数字化改造工程的设计与实践
- 正压送风对降低污水厂设备腐蚀的作用与实践(论文)
- 云南郝家河砂岩型铜矿床地质特征与接替资源勘查成果
- 应用亚温淬火工艺解决45钢槽型螺母淬裂问题的探索
- 政府与社会资本合作(PPP)项目审计监督理论
- 应用清单招标与经评审的最低投标价法评标的几点思考
- 智能化技术在电气工程自动化控制中的应用与实践研讨
- 应用型人才培养模式下高校机电工程综合实践改革探索
- 中国焊接学会堆焊及表面工程专委会
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
拆边机
当代建筑大师
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司