气焊工入门与技巧目录
第一章 气焊入门基础知识
第一节 气焊的原理、特点和应用
一、气焊的原理及气体特性
二、气焊的特点和应用
第二节 气焊焊接的热影响
一、钢中常见的组织
二、气焊的热影响区的组织和性能
三、氧气、氢气及氮气对气焊质量的影响
第三节 气焊设备与工具
一、氧气瓶、乙炔瓶、液化石油气瓶
二、减压器和回火防止器
三、焊炬
四、橡胶管及气焊辅助工具
第四节 气焊用气体火焰
一、氧-乙炔火焰
二、氧-液化石油气火焰
三、各种金属材料气焊时采用的火焰的种类
第五节 气焊丝
一、钢焊丝中的化学元素对焊接质量的影响
二、碳素结构钢和合金结构钢焊丝
三、不锈钢焊丝
四、铸铁焊丝
五、铜及铜合金焊丝
六、铝及铝合金焊丝
七、镁合金焊丝
八、焊丝的选用和保存
第六节 气焊熔剂
一、气焊熔剂的作用及分类
二、常用的气焊熔剂的用途及性能
三、常用气焊熔剂的化学成分及其使用
第二章 气焊操作基础知识
第一节 气焊焊接接头的种类和坡口形式
一、气焊接头的种类
二、气焊接头的坡口形式
第二节 气焊焊接工艺
一、气焊焊接工艺参数的选择
二、气焊焊接工艺过程
三、定位焊
第三节 气焊基本操作技术
一、气焊、气割设备的连接和点火、灭火操作
二、左向焊法和右向焊法
三、气焊的基本操作方法
四、平板对接各种空间位置的气焊操作技术
五、T形接头立焊、仰焊的气焊操作技术
第三章 常用金属材料的气焊
第一节 碳素钢的气焊
一、碳素钢的分类及其焊接性
二、碳素钢气焊的一般要求
三、薄壁钢板平焊位的气焊
四、低碳钢管的气焊
五、三通管的气焊
六、薄壁钢板筒形容器的气焊
七、油箱的气焊焊补
第二节 低合金钢的气焊
一、普通低合金高强度结构钢的气焊
二、低合金珠光体耐热钢的气焊
第三节 不锈钢的气焊
一、铬镍奥氏体不锈钢的焊接性
二、铬镍奥氏体不锈钢气焊工艺
三、奥氏体不锈钢气焊实例
第四节 铸铁的气焊
一、铸铁的分类和焊补方法
二、灰口铸铁的气焊
三、灰口铸铁气焊实例
四、球墨铸铁的气焊
第五节 铜及其合金的气焊
一、铜和铜合金的分类与焊接方法
二、紫铜的气焊
三、紫铜管的气焊
四、黄铜的气焊
五、青铜的气焊
第六节 铝及其合金的气焊
一、铝及其合金的分类和焊接性
二、铝及其合金的气焊
三、导电铝排的气焊
四、气焊补焊铸造铝合金
第四章 气割
第一节 气割的特点
一、气割的过程
二、气割的条件
三、气割的特点及常用金属材料的气割性能
第二节 割炬
一、割炬的作用和分类
二、割炬的主要技术数据
三、割炬的安全使用和常见故障的排除方法
第三节 气割操作基础知识
一、确定气割工艺参数
二、手工气割基本操作技术
第四节 手工气割实例
一、钢板的气割
二、重叠气割
三、法兰的气割
四、钢管的气割
五、圆钢的气割
六、用气割的方法加工焊接坡口
第五节 机械气割
一、半自动气割机(CG1-30型)
二、仿形气割机
三、数控自动气割机
第六节 其他气割方法
一、氧-丙烷切割
二、氧熔剂气割
三、振动气割
四、高速气割
第五章 火焰钎焊
第一节 火焰钎焊的钎料和钎剂
一、火焰钎焊及其特点
二、钎料
三、钎剂
第二节 火焰钎焊接头和钎焊工艺
一、火焰钎焊接头
二、火焰钎焊工艺
三、火焰钎焊基本操作技术
第三节 火焰钎焊实例
一、紫铜管钎焊实例
二、灰口铸铁钎焊实例
三、不锈钢燃油软管接头的钎焊
四、异种金属火焰钎焊的操作
五、铜管接头的钎焊
六、蒸煮锅进气管接头的钎焊
七、硬质合金车刀的钎焊
八、不锈钢与铅的钎焊实例
第六章 火焰堆焊
第一节 火焰堆焊的特点和应用
一、火焰堆焊的特点
二、堆焊材料的类型、性能及应用
第二节 氧-乙炔火焰堆焊实例
一、钴基硬质合金的火焰堆焊
二、管装粒状硬质合金堆焊
三、黄铜的堆焊
四、轴承合金的堆焊
第七章 气焊、气割安全作业
第一节 气焊、气割安全事故及其防治措施
一、气焊、气割中的爆炸事故及其防治措施
二、气焊、气割中的火灾事故及其防治措施
三、气焊、气割中的烧伤、烫伤事故及其防治措施
四、气焊、气割中的中毒事故及其防治措施
第二节 安全用电知识
一、安全电压
二、操作气割机的安全用电知识
第三节 气焊工劳动保护
一、通风措施
二、个人防护措施
第四节 气焊、气割安全操作和文明生产
一、气焊、气割操作过程中的安全注意事项
二、文明生产
气焊工入门与技巧造价信息
I S B N :9787508263946
作 者:高忠民
出 版 社:金盾
出版时间:2010-07-01
版 次:初版
开 本:大32开
书中提供的典型实例工艺成熟,便于初学者模仿和借鉴,少走弯路,能帮助尽快地通过技术技能鉴定,取得职业资格证书;对于在职焊工,也能学到新的焊接技术,不断提高专业知识和技能。 本书是专门为即将从事气焊工作的初学者和已经在焊接生产第一线的气焊初级技术工人编写的入门读物。本书结合气焊和气割作业中经常出现的问题和作者多年的实践经验,详实地介绍了气焊(气割)的基础知识,基本操作技术,常用金属材料的气焊(气割)工程实例,以及火焰钎焊,火焰堆焊和气焊(气割)安全作业等内容。
气焊工入门与技巧目录常见问题
-
一、电焊工和电气焊工做的工作是一个性质的,没有多大区别。二、电焊包括电气焊。焊接分为:压焊,熔焊和钎焊。我们日常中所说的电气焊即属于熔焊部分。因此,电气焊和电焊同一个工种。三、电焊工,是一个在机械制造...
-
算的!电气焊工需要办理特种作业证之后才能持证上岗的。
-
你好,电气焊工操作规范如下:1、电焊工必须经过岗前培训合格后,方可上岗,对有高血压、心脏病及身心不健康的人员严禁进入施工现场。2、上岗前必须进行安全技术交底,并进行安全合同交底签字手续。3、所有交、直...
气焊工入门与技巧目录文献

 焊工入门
焊工入门
氩弧焊安全技术 氩弧焊除了与手工电弧焊相同的触电、烧伤、火灾以外,还有高频电磁场、电极放射线和比手弧焊强 得多的弧光伤害、焊接烟尘和有毒气体等。 其中最主要的是高频电和臭氧。 一 预防高频电磁场的伤害 1.高频电磁场的产生及危害 在钨极氩弧焊和等离子弧焊割时,常用高频振荡器来激发引弧,有的交流氩弧焊机还用高频振荡器来 稳定电弧。 焊接通常使用的高频振荡器的频率为 200—500 千周,电压 2500—3500 伏,高频电流强度 3—7 毫安,电场强度约 140—190 伏 /米。焊工长期接触高频电磁场能引起植物神经功能紊乱和神经衰弱。表现 为全身不适、头昏、多梦、头痛、记忆力减退、疲乏无力、食欲不振、失眠及血压偏低等症状。 高频电磁场的参考卫生标准规定 8 小时接触的允许辐射强度为 20 伏 /米。据测定,手工钨极氩弧焊时 焊工各部位受到的高频电磁场强度均超过标准,其中以手部强度最大,超过
 气焊工、电焊工岗位工作标准 (3)
气焊工、电焊工岗位工作标准 (3)
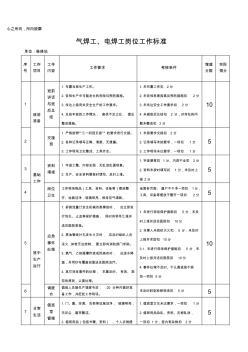
心之所向,所向披靡 气焊工、电焊工岗位工作标准 单位:维修站 序 号 工作 项目 工作 内容 工作要求 考核条件 增减 分数 实际 得分 1 班前 准备 班前 讲话 与班 后总 结 1. 布置当班生产工作。 2. 告知生产中可能发生的危险与预防措施。 3. 传达上级有关安全生产的工作要求。 4. 总结本班的工作情况, 查找不足之处, 提出 整改措施。 1.未布置工作扣 2分 2.未告知危害因素及预防措施扣 2分 3.未传达安全工作要求扣 2分 4.未做班后总结扣 2 分,对存在的问 题未整改扣 2分 10 2 交接 班 1. 严格按照“三一四到五报” 的要求进行交接。 2. 各种记录填写正确、清楚、无遗漏。 3. 工作现场卫生整洁、工具齐全。 1.未按要求交接扣 2分 2.记录填写未按要求,一项扣 1分 3.工作现场未达要求,一项扣 1分 5 3 基础 工作 资料 填报 1. 字迹
气焊工入门与技巧相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 实用密封手册
- C-276
- 优格厨电
- 防锈脂
- 特殊玻璃
- 焊接烟尘净化器
- 压片机工艺及原理
- 等离子处理机
- 红枫林
- 液晶玻璃
- 万能焊条
- 机械制图手册
- 先进航空材料焊接技术
- 手把手教你学建筑工程工程量清单计价
- 建筑节点构造图集:内装修工程
- 通用零件
- 中国吹制玻璃行业市场前景分析预测年度报告(目录)
- 中国电力井盖行业市场前景分析预测年度报告(目录)
- 中国仿古青砖行业市场前景分析预测年度报告(目录)
- 中国家具钢管行业市场前景分析预测年度报告(目录)
- 中国亚克力板行业市场前景分析预测年度报告(目录)
- 中国红外热像仪市场深度调研及投资策略分析报告目录
- 引用CAD电子图在广联达工程计算软件中的应用技巧
- 制水泥楼板市场现状调研及发展前景分析报告(目录)
- 在LaTeX中使用TikZ画图的入门例子V1.5
- 中国通讯通信工程车行业调查及走势分析报告目录
- 中国钢丝切丸行业市场前景分析预测年度报告(目录)
- 中国移动板房行业市场前景分析预测年度报告(目录)
- 中国抹灰砂浆行业市场前景分析预测年度报告(目录)
- 中国薄膜太阳能电池市场及投资前景预测报告目录
- 中国聚酯长丝土工布市场调研及发展前景分析报告目录
- 中国招标代理行业市场前景分析预测年度报告(目录)
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司