氢化丁腈橡胶
氢化丁腈橡胶,简称:HNBR, 或者 H-NBR。是丁腈橡胶(简称NBR)的新品种。
氢化丁腈橡胶(HNBR)是由丁腈橡胶进行特殊加氢处理而得到的一种高度饱和的弹性体。氢化丁腈橡胶具有良好耐油性能(对燃料油、润滑油、芳香系溶剂耐抗性良好);并且 由于其高度饱和的结构,使其具良好的耐热性能,优良的耐化学腐蚀性能(对氟利昂、酸、碱的具有良好的抗耐性),优异的耐臭氧性能,较高的抗压缩永久变形性能;同时氢化丁腈橡胶还具有高强度,高撕裂性能、耐磨性能优异等特点,是综合性能极为出色的橡胶之一。

氢化丁腈橡胶基本信息
| 中文名称 | 氢化丁腈橡胶 | 简称 | HNBR |
|---|---|---|---|
| 成分 | 丁腈橡胶 | 特点 | 具有良好耐油性能 |
HNBR的制备方法主要有三种:乙烯一丙烯腈共聚法、NBR溶液加氢法和NBR乳液加氢法。
共聚法
乙烯一丙烯腈共聚法
丙烯腈一乙烯共聚法制备HNBR时,由于共聚反应中各单体的反应速率差异很大(rAN=0.04,rE=0.8),比较难控制,且所行聚合物性能还不太好,此法尚处于小试研究阶段。
乳液加氢
NBR的乳液加氢法是利用对甲基磺酰肼热分解产生得到二酰亚胺,它是有效的加氢还原剂,1984年由WideMan首次发表了用二酰亚胺作还原剂制备乳液HNBR的工艺,他发现NBR胶乳可在水合肼、氧气或双氧水等氧化剂以及铜、铁等金属离子引发剂的作用下直接生成HNBR。美国GoodYear橡胶轮胎公司的Parker等采用乳液加氢法制得了HNBR胶乳,其配方为(质量份):NBR胶乳,100g,CuSO4 5H2O: 0.008g,十二烷基硫酸钠 : 0.15g,消泡剂,水合肼: 15.6g,H2O2:16.66g。在反应器中加入NBR胶乳,CuSO4·5H2O,表面活性剂,加热至45~50℃,加入水合肼,然后在以后7h内加完H2O2,并添加消泡剂,恒温搅拌1小时可得HNBR。由于氢化母体(对甲苯磺酰肼)价格昂贵,氢化速率慢,此法尚处于小试阶段。
溶液加氢
NBR的溶液加氢法是在NBR溶液中,以贵金属钯、钙、铑为催化剂,用氢气进行加氢。NBR分子链上的丙烯睛含量决定了它的耐油性,氢化NBR时,只对二烯单元的双键选择性加氢还原成饱和键,并不氢化丙烯腈单元的侧链睛基-C≡N。这种加氢法主要选用两种催化剂,即非均相载体催化剂和均相配位催化剂。首先问世的非均相载体催化剂是以碳为载体的Pd/C催化剂,这种催化剂的选择性高,氢化率最高达95.6%,但在加氢反应中,与炭黑亲合的二烯橡胶易吸附在炭黑表面,搅拌时炭黑易凝聚成块,存在于HNBR中,对其硫化特性会产生不良影响。日本瑞翁公司选用SiO2为载体的Pd/SiO2催化剂,已实现了工业化。这两种载体催化剂氢化NBR时,NBR催化剂残留物或聚合反应中使用的助剂可能粘附于载体表面或滞留在微孔内,使催化剂活性急剧下降,影响再次使用。
均相配位催化剂常见的有三种:钯催化剂、铑催化剂和铱催化剂,钯型催化剂对水和空气稳定,贮运方便,可反复回收利用,但活性和选择性差,铱型催化剂氢化NBR具有非常高的活性和选择性,已成为HNBR开发的热点之一。铑型催化剂具有最高的活性和选择性,RhH(PPh3)3型氢化铑催化剂可在溶液或乳液中对NBR进行催化加氢,反应所用溶剂为苯,温度为80~160℃,氢压为0.05~3MPa,时间2~10小时。为使催化剂稳定还需加入PPh3,催化剂和PPh3的用量分别为0.05%~20%、l%~25%(以NBR为基准),两者质量比为0.6/1~20/1。该催化体系具有高活性和选择性,氢化率最低为95%。但铑资源紧张,价值昂贵,大规模生产应回收利用,有人用三氨基硅烷吸收了HNBR中81%的残余铑。
氢化丁腈橡胶造价信息
HNBR在保持NBR原有的优异的耐油性的同时,又获得了非常好的耐热性(耐150℃高温)、耐臭氧性,其运用领域已突破了NBR的传统领域,使得氯化聚乙烯、氯磺化聚乙烯等特种橡胶也受到一定的冲击。从经济角度看,HNBR销售价暂时还较贵,但还是比氟橡胶低得多。同时,由于HNBR的刚度低,工艺性能好,密度低,可以加入更多的填料,而且HNBR制品单位体积只有氟橡胶的一半,所以,它将成为氟橡胶等特种弹性体的代用品。虽然,HNBR在国外已生产多年,其应用领域不断扩大,而在国内尚属空白,我们应不失时机地开发HNBR。据初步了解,我国大庆、胜利油田有2000余口二期井需用潜油泵在井深2000米,温度140℃左右下抽油,如用NBR的锭子,使用周期仅有几个月甚至更短,如用HNBR的锭子,使用周期可达一年以上。我国南京橡胶制品一厂每年就需HNBR30余吨。在HNBR的制造中,NBR的催化加氢技术是关键,溶液加氢NBR生产技术条件苛刻,兰化公司已在进行这项研究工作,由于铑回收率低,成本相对较高。水溶性两相催化剂加氢及加氢甲酰化的研究正是着眼于贵金属催化剂的分离回收及循环使用,一旦能使这类催化剂的应用扩大到高分子的加氢上,就可以用它们来进行NBR的氢化,我们已合成了两个水溶性膦配体,正在进行这方面的尝试。
HNBR的耐高温性为130~180℃,耐寒性为-55~-38℃且机械性能优良,与其它聚合物相比更能满足汽车工业的要求。用ZnO/甲基丙烯酸(MAA)补强的HNBR可制作三角带、等规三角带、多用三角环的底层胶、隔振器等;也可制备密封圈、密封件,耐热管等。在石油钻井中,要求橡胶制品必须耐受高温、高压、酸、胺、H2S、CO2、CH4等蒸汽的考验。而用HNBR制备的各种制品,可耐酸、耐油、耐溶剂。用ZnO/MAA补强的HNBR可用于制作钻井保护箱和泥浆泵用活塞.此外,采用打浆法将HNBR制成纸型垫圈可用作石油工业及汽车工业的密封垫圈。HNBR的耐热、耐辐射性能比硅橡胶、氟橡胶、聚四氯乙烯要好,适宜作发电站的各种橡胶密封件,也用作液压管、液压密封、发电站用电缆护套,还可作印刷和织物辊筒、武器部件及航天用密封件、覆盖层、燃油囊等;HNBR胶乳可用作表面涂层(画),纺织、纸张、皮革、金属、陶瓷、无纺布纤维用的粘合剂,以及发泡橡胶、浸渍胶乳产品等。此外,用ZnO/MAA,过氧化物、高耐磨炉补强的HNBR,其综合性能比普通HNBR要好。
氢化丁腈橡胶常见问题
-
耐,在5%以下体积膨胀率,含胶率30%试验。1.汽油2.汽油中可能含、甲醇、MTBE等添加剂!没问题!!
-
价格在130-180元一公斤。氢化丁腈橡胶(HNBR)是由丁腈橡胶进行特殊加氢处理而得到的一种高度饱和的弹性体。氢化丁腈橡胶具有良好耐油性能(对燃料油、润滑油、芳香系溶剂耐抗性良好);并且 ...
-
氢化丁腈橡胶价格一般为200块钱一公斤的。氢化丁腈橡胶(HNBR)是由丁腈橡胶进行特殊加氢处理而得到的一种高度饱和的弹性体,现在用的很广的。
氢化丁腈橡胶广泛用于油田、汽车工业等方面。瑞翁公司是氢化丁腈橡胶原料的主要供应商,在氢化丁腈橡胶配方及加工领域经验丰富。可以根据不同的应用领域,专业提供品种齐全、性能优异、品质稳定的混炼胶产品及各种氢化丁腈橡胶板,模压制品.
随着汽车、石油工业的发展,橡胶部件除要求耐油外,还需具有良好的耐热、耐高温、高压、耐氧等特性。普通丁腈橡胶(NBR)已远不能满足这些要求,尽管其中一些用途已为氟橡胶所取代,但氟橡胶价格昂贵。因此人们开始探求对NBR性能的改进,氢化丁腈橡胶就是为了满足这种新的需要而开发成功的。
HNBR与其他橡胶的性能比较
基本性质 | NBR | HNBR | EPDM | FKM | CR | ACM | AEM | SBR | AU/EU | VMQ | FVMQ | NR |
总体性能 | ||||||||||||
抗压性 | ||||||||||||
韧性 | ||||||||||||
抗力 | ||||||||||||
抗扯断强度 | ||||||||||||
抗臭氧性能 | ||||||||||||
抗油性 | ||||||||||||
抗燃性 | ||||||||||||
抗水性质 | ||||||||||||
抗气体侵蚀性 | ||||||||||||
耐磨性 | ||||||||||||
高温(标准,ºF) | 212 | 300 | 300 | 390 | 250 | 350 | 300 | 212 | 212 | 390 | 400 | 220 |
高温(特殊,ºF) | 250 | - | - | - | - | - | - | - | - | 480 | - | - |
低温(标准,ºF) | -22 | -22 | -60 | 5 | -40 | 0 | -40 | -40 | -40 | -65 | -75 | -60 |
低温(特殊,ºF) | -60 | -40 | - | -30 | - | - | - | - | - | - | - | - |
图标说明:优秀 良 一般 差
氢化丁腈橡胶文献

 氯磺化聚乙烯橡胶与氢化丁腈橡胶耐热性能对比
氯磺化聚乙烯橡胶与氢化丁腈橡胶耐热性能对比
研究了技术要求、性能相近的两种以氯磺化聚乙烯和氢化丁腈橡胶为主胶的硫化橡胶耐热老化性能情况。通过模拟高温使用环境,对两种硫化橡胶的拉伸强度、拉断伸长率、硬度(邵氏A)的性能变化情况进行测定,得出了两种硫化橡胶的老化曲线及耐高温使用的能力对比情况。
氢化丁腈橡胶与乙烯醋酸乙烯酯橡胶的低烟雾无腐蚀、阻燃电缆护套
在某些场合必须使用阻燃、无腐蚀(FRNC)电缆护套,以承受非常苛刻的环境条件。以氢化丁腈橡胶(HNBR)和乙烯/醋酸乙烯的共聚物为基材的胶料能够满足这种十分苛刻的要求。氢化丁腈橡胶甚至能满足英国海军船用工程NES518标准的严酷条件。HNBR单用具有良好的机械性能,且能满足电缆护套必须具有的良好阻燃性能以及燃后气体毒性低,并且几乎没有腐蚀性和产生的烟雾少。
全景网3月26日讯 道恩股份(002838)周一晚间公告,全资子公司道恩特弹拟投资建设“3000吨/年特种氢化丁腈橡胶(一期)项目”。投资金额为1.1亿元。(全景网)
引言
随着汽车工业的发展,对汽车燃料和润滑系统以及发动机所用的密封材料如橡胶的耐热、耐油、耐各种化学品腐蚀等性能提出了苛刻的要求。丁腈橡胶只能在120℃以下长期使用,而且耐臭氧、耐候和耐辐射性能满足不了汽车发动机的密封要求,氟橡胶价格昂贵、工艺性较差,丙烯酸酯橡胶虽然耐热性高,但工艺性能差。氢化丁腈橡胶有良好性价比和加工性能,而且其耐热性可以满足这种新的需要。

1、氢化丁腈橡胶的发展概况
日本瑞翁(Zeon)公司早在70年代就开展了HNBR的研究工作,1978年开发成功高活性,高选择性的以二氧化硅为载体的钯催化剂,1980年HNBR生产中试成功,并于1984年4月在日本高岗建厂,其牌号为Zetpol。1982年Bayer公司开发出商业牌号Therban1707和1907,含腈量分别为34%和38%的HNBR。加拿大Polysar公司于70年代与日本同步开始研制HNBR,1985年通过中试,1988年11月在美国得克萨斯州投产,产口牌号Tornac,产能为1600吨/年。1991年Bayer公司收购了Polysar的合成橡胶部分,还将在欧洲另建Therban生产厂,设计能力为3000吨/年。1995年瑞翁公司的HNBR生产能力达到5300吨/年。1992年,北京化工大学同台湾南帝化学工业股份公司合作率先开展NBR的加氢催化剂和加氢工艺的研究,随后,兰化公司化学研究所和吉化公司研究院也相继开始HNBR的研究工作,1999年我国兰化公司HNBR开发成功,牌号为LH-9901,LH-9902。
目前,世界HNBR生产能力达2.2万吨/年,生产厂家主要有德国Bayer公司(生产能力为1.0万t/a),日本Zeon公司(生产能力为1.2万吨/年)。HNBR主要用于汽车耐油橡胶部件,其消耗量的55%用于生产传动带,密封件、胶管分别占20和11%,电缆占5%。
2、氢化丁腈橡胶的生产技术进展
氢化丁腈橡胶的制备方法主要有三种:乙烯-丙烯腈共聚法、NBR乳液加氢法和NBR溶液加氢法。(a)乙烯-丙烯腈共聚法:由于共聚过程中单体的反应速率差异大(r丙烯腈=0.04,r乙烯=0.8),所得产品链支化度高、无规性差,聚合物性能不好,目前此法尚处于实验室研究阶段。(b)乳液加氢法:在NBR胶乳中直接加入催化剂及其它添加剂,在水溶性Wilkinson催化剂――三(二苯基磷间苯磺酸钠)氯化铑――存在下,进行NBR加氢,乳液加氢法还可以用不合肼还原氢化法制备HNBR。(c)溶液加氢法:NBR溶液加氢法是目前工业化生产HNBR的主要方法,其中催化剂是关键,催化剂只对双建进行选择性加氢,并不氢化丙烯腈单元的侧链腈基-C≡N。目前已开发的加氢催化剂有钯(Pd)、铑(Rh)、钌等的均相配位催化剂和非均相载体催化剂。
Singha等利用Wilkinson催化剂对NBR胶乳进行氢化,在75℃条件下反应12h,可得氢化度大于60%的HNBR。水溶性Wilkinson催化剂制备HNBR的氢化度不高且有凝胶生成,工业化生产技术尚不成熟。
1984年WideMan发现NBR主链上的双键可以在水合肼、氧气或双氧水等氧化剂以及铜、铁等金属离子引发剂的作用下发生加氢还原反应,而腈基的不饱和键则不受影响,这样可直接用NBR胶乳制备HNBR。水合肼法的优点是常压加氢,反应条件温和,设备简单,不需要贵金属,胶乳直接氢化可降低成本,不足之处是在加氢的同时在双键上发生交联副反应,导致生胶粘度增加,性能下降。近年来,国外加快了NBR乳液加氢法技术的开发,Oline、JSR等公司相继开发出乳液加氢法技术。 NBR的乳液加氢技术目前尚处于实验室研究阶段,但是这种方法有不少优势,是HNBR商业化生产发展方向。
溶液加氢法是将NBR溶于溶剂中,在高温、高压和催化剂作用下与氢气反应,进行选择性加氢制备HNBR。非均相催化剂是以碳或氧化硅为载体的,这种催化剂的选择性高,但在加氢反应中橡胶易吸附在碳表面,凝聚成块对HNBR硫化特性产生不良影响。均相配位催化剂目前常用有三种:钯、铑和钌催化剂。钯催化剂如[Pd(OAc)2]3,价格便宜,但活性和选择性差;钌催化剂具有非常高的活性,但选择性差,易发生副反应,产生大量凝胶;铑催化剂如RhCI(PPh3)3具有最高的活性和选择性,但铑资源紧缺,价格昂贵。关于钌,铑双金属络合物催化剂的专利报道也有许多,我国台湾南帝公司也取得了相关专利。目前,HNBR技术还在不断发展和完善,日本瑞翁公司开发出高氢化率耐寒中、低丙烯腈含量的HNBR,研制出聚甲基丙烯酸锌(PZ-MA)/HNBR聚合物合金(ZSC),并实现了商业化生产,ZSC聚合物合金强度高达50~60MPa,硬度高且加工性能优良。

3、氢化丁腈橡胶的结构
氢化丁腈橡胶是将于腈橡胶中不饱和双键经催化加氢而制成,其反应如下:
丁腈橡胶氢化后,主链成为饱和结构但保留了腈基,这使得HNBR保持了优良的耐油性,同时具有优良的耐热性、耐候性和化学稳定性,保留的少量的不饱和双键可参与硫化交联,并改善硫化胶的压缩永久变形。
4、氢化丁腈橡胶的性能
4.1 高温下的耐油性和耐老化性能
丁腈橡胶氢化后大大提高了其耐热性和耐热空气老化性,N·Sandland等对NBR,氯磺化聚乙烯(CSM),氯丁橡胶(CR)与HNBR作对比试验,结果如图1、图2所示,NBR,CSM,CR明显不适用于高温(150℃)环境下工作,而HNBR硫化胶则表现出优异的耐油和耐老化性能。在180℃下HNBR试样在液压转向油中浸泡1000h,其断裂伸长变化率低于丙烯酸酯橡胶。以一定温度下伸长率变化小于80%,试样无裂纹作为材料使用寿命的评价标准,过氧化物硫化的HNBR使用寿命为1000h,其工作温度达150℃,而NBR和CR仅为106℃和101℃
4.2 物理机械性能
氢化丁腈硫化胶的拉伸强度一般可达30MPa图3,ZSC则高达50MPa以上,高于FKM、NBR、CSM等橡,在150℃下Zetpol2010的压缩永久变形性能不同程度的优于FKM和氟碳弹性体(TFE/P),而NBR完全不能在150℃下工作。HNBR还具有优异的耐磨性,HNBR与NBR、FKM在150℃石油介质中的磨损试验表明,前者的耐磨性能分别为后两者的2~3和3~4倍。
4.3 耐化学介质和耐臭氧性能
HNBR在高温下能耐酸、碱和盐,能在强腐蚀性添加剂的润滑油和燃料油介质中工作。在模拟油田深井开采酸性液/气介质环境时(气相:5%H2S、20%CO2、75%CH4,液相:95%柴油、4%水、1%缓蚀剂),由实验曲线可以看出,FKM、TFE/P、NBR均不能承受高温下的酸性介质环境,而HNBR表现出最佳性能。HNBR试样的静态和动态耐臭氧性能测试结果表明,1000小时后试样未出现臭氧裂纹,显示出优异的耐臭氧老化性能
4.4 耐寒性
通常丁腈橡胶中腈基含量越高,玻璃化温度也越高,耐寒性变差。HNBR的玻璃化温度除了受腈基含量影响外,还与碘值(氢化率)有关。当丙烯腈含量小于34%时,随氢化率的增加,玻璃化温度上升。而在腈基含量高时,随着氢化率的增加,玻璃化温度变化不明显。由TR试验结果(ASTM D1329)可见(图5),当丙烯腈含量为34%时,随着氢化率增加,TR10值增加,当丙烯腈含量超过40%时,随着氢化率增加,TR10值降低。这种现象产生的原因在于HNBR的结晶化,最近开发的耐寒性HNBR不但能抑止氢化引起玻璃化温度上升,其耐热性也得到改善
表1 不同腈基含量的HNBR玻璃化温度
聚合物高腈1020 中高腈2020 中高腈2010 中高腈2000 中腈3110 低腈4110
丙稀腈含量,%44 36 36 36 25 17
碘值,g/100g 24 28 28 4 15 15
门尼粘度,100℃ 78 78 78 85 95 90
玻璃化温度,℃ -24 -31 -29 -28 -35 -45
4.5 加工性及粘合性
HNBR的加工性能优于FKM,与普通NBR相似,可以填充较多的填料。采用硫黄硫化的HNBR胶料,其粘合性能比过氧化物硫化要高得多,原因是胶料中的硫易与纤维或金属材料起化学反应。HNBR与纤维粘合一般采用HNBR胶乳,常规的浸胶处理粘合效果不好,由于HNBR胶乳与HNBR母胶完全相容,当交联剂扩散到界面上后,与母胶产生硫化反应,形成化学结合。由不同的胶乳对芳纶与涤纶粘合的对比试验可以看到,采用HNBR胶乳处理的芳纶与涤纶的粘合性能比用其它胶乳效果好。通过对HNBR进行化学改性如引入恶唑啉(oxazo-line)官能团,能使HNBR与玻璃纤维的粘合力提高41%。

5、氯化丁腈橡胶的配方设计
5.1 生胶
随腈基含量的增加,HNBR在油中浸泡的体积变化减小,但低温性能有所损失。氢化度大的HNBR耐老性和耐磨性好,但压缩永久变形增大,氢化度小的HNBR则具有较高的强度、较好的动态性能和低温性能。综合性能Zetpol 3110和Zetpol 2010在Zetpol系列中较为突出。
5.2 硫化体系
当氢化丁腈橡胶剩余双键含量<1%时(如Zetpol 2000、2000L和Therban 1760、1770、1970、2207等),只能采用过氧化物硫化,残余双键>5%时,可采用过氧化物或硫黄硫化。采用过氧化物硫化比用含硫化合物硫化有更好的耐热性、动态力学性能和较低的压缩永久变形。常用的过氧化物硫化剂为Vul-cup40KE、PeroximonF-40,硫化促进剂HAV-2、TAIC、TMPT可提高硫化效率,避免发生焦烧。国内多采用DCP(过氧化二异丙苯)或BDPMH(2,5-二甲基-2,5(二叔丁过氧基)已烷)作硫化剂,由于HNBR双键含量较少,所需过氧化物和硫化促进剂较多。当BDPMH用量为4~7份,促进剂TAIC用量为4份时,硫化胶的压缩永久变形率可低于20%。对于双键含量较高的HNBR,采用低硫高促硫化体系,也可获得具有较高耐热性和良好力学性能的硫化胶
5.3 补强体系
HNBR可以用炭黑、白炭黑、陶土、CaCO3来提高混炼胶的机械性能。炭黑补强效果大小依次为:高耐麿>快压出>半补强和喷雾炭黑,而填充喷雾炭黑的胶料压缩永久变形小,Zeon公司开发的ZSC复合材料,其拉伸强度高达60MPa,并具有较高的定伸力、撕裂强度和良好的加工性能,但压缩永久变形有所增大,当该混炼胶硫化时,ZnO/MMA发生聚合反应,并与HNBR接技,形成尺寸为20~30nm聚甲基丙烯酸锌盐离子簇,是一种新型橡胶增强纳米复合材料。
5.4 增塑体系
HNBR常用于高温,燃油及其它苛刻环境中,要求所用的增塑剂必须是难挥发,耐抽出。常用的增塑剂品种有Thiokol TP-95(已二酸二(丁氧基乙氧基乙)酯),G8205(分子量为1000~2000的聚酯),AdiksizerC-9N,C-8(偏苯三酸酯类)等。合适的增塑剂可以降低HNBR硫化胶的玻璃化温度,同时提高耐油性和未硫化胶的加工性能。由于HNBR主要用于各种燃油和腐蚀性介质的恶劣环境中,工作温度在40~150℃之间,所选择的增塑剂必须具有高沸点、耐抽出的性能。为避免喷霜,增塑剂用量应低于其最大吸收量。HNBR经150℃×160h热空气老化试验表明,用TOTM(三辛基偏苯三酸酯)和TINTM(三异壬基偏苯三酸酯)作增塑剂,硫化胶的耐热性最佳。
5.5 其它助剂
为了进一步提高HNBR在高温下的耐热老化性能,配方中常使用防老剂并用,如:RD/MB或MB/二苯胺类防老剂445。适当加入金属氧化物,可进一步提高硫化胶的耐介质腐蚀性能。
6、氢化丁晴橡胶的应用
6.1 胶带和胶管
汽车同步齿形带最初使用NBR,由于其动态性能和耐臭氧性能较差,产品寿命很短。用氯丁橡胶代替NBR,耐臭氧性能有所改善。HNBR比CR耐热性更好,工作温度可提高约30℃,HNBR除具有高强度,高耐磨,耐臭氧的特点外,由于它的动态弹性随温度变化小,在较大温度范围内可保持动力的准确传递,是同步齿形带最理想的橡胶材料。日本,欧美的各大汽车公司均采用HNBR生产同步齿形带。
HNBR有优异的耐腐蚀性燃料油特性,因而广泛应用于汽车用燃料胶管。由于矿物油系高级润滑油中含有清洁分散剂,防老剂,抗磨剂,极压剂等各种添加剂,这些添加剂加速了橡胶材料的老化,HNBR比其它橡胶(NBR,丙烯酸橡胶,氟橡胶)对润滑油添加剂有更好的抵抗性能,HNBR主要用于生产接触燃料油和其它油品的燃油管、机油冷却器供油软管等产品。
6.2 密封垫,衬垫,O形圈类
近年来,油井和气井的钻探越来越深,温度更高,工作环境更恶劣,氟橡胶密封件在这样的环境都容易损坏。在高温和高压下对橡胶性能影响最大的介质是H2S,CO2,甲烷,柴油,胺缓蚀剂,蒸汽以及酸类,而HNBR对上述化学介质有极好耐受性能,特别适合生产油井、气井用防暴器,钻管护罩,栓塞,阀门密封圈,泵类活塞,动力电缆护套,旋转胶管等橡胶零部件。HNBR的耐辐射性能比硅橡胶,氟橡胶,聚四氟乙烯好,还适宜作核电站的各种橡胶密封件。
6.3 辊筒
HNBR具有良好的耐化学药品性能和耐热性,适于制作各种工业用橡胶辊筒,特别是耐油性和耐磨耗性非常优异的ZSC更为引人注目,ZSC即使硬度超过90度,其加工粘度也很低,易成型,比聚氨酯橡胶的强度、耐水性、耐油性都有大的改进,适合用作高硬度橡胶辊筒材料,如印刷胶辊,工业胶辊等。
6.4 其它用途
除上述用途外,HNBR还可用作挡泥板,振动吸收材料,缆索等。HNBR胶乳可用作表面涂层,用作纸张,皮革、陶瓷、纤维的粘合剂以及发泡橡胶,浸渍胶乳产品。HNBR还可作ABS/PVC共混体系的相容剂,在ABS/PVC共混物中添加HNBR,其拉伸强度性能优异。将PVC/EVA与HNBR共混,可改善PVC/EVA的韧性。将HNBR用作塑料添加剂,可提高塑料的抗冲击性能、耐老化和耐油性能,如PVC/HNBR具有很高的耐热空气老化性能和在燃油中的耐热老化性能;HNBR/PC强度高,加工性能好,并具有良好的热稳定性;EPDM加入HNBR后可大幅度提高耐油性能,这些共混改性技术给HNBR的应用开辟了新的领域。
7、结语
氢化丁腈橡胶是近二十年发展起来的综合性能优异的耐油、耐热橡胶,在汽车,油田密封等方面都得到了广泛的应用。由于HNBR生产工艺复杂,价格昂贵,在一定程度上限制了其在国内工业领域中的推广应用,研制新型生产工艺路线,降低生产成本,或根据性能与价格综合因素,开发高性能HNBR共混改性材料,是HNBR应用的研究方向。

柴油机引擎技术以及柴油机燃油成分的改变,一直以来都促使着选用橡胶做出改变,这些橡胶是用于汽车燃料回路的密封圈和软管。柴油加氢过程除了会去除硫,将硫浓度降低到低于15ppm 外,还会除去氮和一些芳香环,这就导致了润滑性的下降。在超低硫柴油(ULSD)中加入脂肪酸甲酯,在浓度小到2% 的时候还可以保持燃料的润滑性。在北美,生物柴油浓度可以从小到2% 到20% 范围内波动,现在用的最多是5% 混合物。脂肪酸甲酯的最初原料是改性过的植物油(大豆,油菜籽,芥花籽油等等),都是通过酯交换反应得到的。最终的产品符合ASTM D6751 标准中列出的规格。B20(20% 生物柴油)的共混物可以使不完全燃烧碳氢化合物和一氧化碳的排放量分别减少30% 和20%,同时还可以降低颗粒粉尘物的排放,降低幅度达到22%,还可以抑制二氧化硫的排放。使用了NBR、FVQ 和FKM等弹性体来做生物柴油共混物材料的相容性测试,测试在低温(51.7℃)下老化达到694个小时,推荐是使用含氟聚合物。Magg 最近推荐在汽车部件中使用HNBR,在实际高端温度为80℃下联合使用含有柴油机燃料的FAME,在生物柴油及应用中推荐使用氢化丁腈橡胶(HNBR)代替FKM,这在其他地方已有报道。另外,众所周知,密封材料使用HNBR 代替FKM 还能降低成本。
最近美国汽油中共混加入乙醇的比例已经达到10%。为了帮助降低烟雾排放量,在没有对引擎进行明显改进的情况下,共混加入10% 的乙醇可以降低30% 一氧化碳的排放量,还可以降低10% 的二氧化碳,7% 的有机碳(烟雾的原因)。另一方面,EO85汽车必须含有一种特殊的密封系统材料,这种材料可以阻止直接与燃料接触,不论燃料是纯汽油,还是其他所有比例的共混物,直到85% 的乙醇,15% 的汽油。克莱斯勒、福特和通用(GM)已经销售了近百万辆可以燃烧EO85 的汽车。可用于直接接触燃料的FKM已经被测试并显示最大膨胀到12% 到25%,这取决于沿主链氟的含量,这里混合燃料中含有25%的乙醇。进气歧管衬垫入口的燃料泄漏,回到引擎内部和燃料箱可以保持在5% 到15%。这种燃油稀释剂在密封引擎油的同时可能会导致和垫片的不相容,特别是油盘和气门室盖垫。在E085 汽车里,燃油中燃料和乙醇可以是各种浓度,总共达到15%。
用于自动传送系统的橡胶成分需要结合耐极低温(-40℃)和抗高温(150℃到170℃)的性能,以及需要兼具抗磨损性和抗自动传输流体性。加入了特殊的抗热母料(HNBR HT)的一种HNBR 复合物,在DEXRON3 中热老化后,显示出改善的物理性能的保持。Pazur 等人提出使用基于共聚物的EVM代替乙烯- 丙烯酸和聚丙烯酸酯类聚合物,用于传输系统,这需要有新的自动传输流体比如说Dexron 4 和AT94。
丙烯腈和丁烯共聚物通过加氢反应得到HNBR,是1970 年代中期Bayer AG 在专利上的研究课题。在1980 年代初期商业化后,橡胶工业经历了开发不同HNBR 级分的时期(耐低温,丙烯酸增韧,抗热性技术等等),来满足消费者对终端产品的需求。最近改进成果是一种HNBR 改善加工性能的HNBR,它是基于低粘度HNBR 的设计, 即为先进技术(AT)HNBR。由于HNBR 随热油沉浸老化时间的延长能保持高封装力,它也可以用于封装和垫圈。最近的研究彻底覆盖了HNBR 在油孔阀和软管工业中的应用。这篇文章将探讨HNBR 如何可以应用于替代燃料(燃料+ 乙醇)汽车。列出了生物柴油应用的一些数据,以及新一代汽车自动传动液,比如说AT94 和Dexron 4 还将解释低粘度的HNBR 用于汽车密封件/ 垫圈应用。
结果与讨论
◆生物柴油的应用
利用生物柴油对高填充的过氧化物硫化的HNBR配方进行筛选研究,见表1。更高极性的HNBR,比如含有43% 和39% 聚丙烯酸含量的聚合物,更能够阻止燃料的膨胀效应。然而,HNBR 与含有39%ACN 的HNBR 等量共混,再加上低温HNBR可以用来研究膨胀效应,渗透和低温效应。为了对比,在这项研究中也包括了一种基于双酚固化的66%的含氟弹性体FKM的混合物。
表1、应对生物柴油与替代燃料的过氧化物硫化HNBR 配方
按照ASTM测试标准,测试了HNBR 和FKM材料共混物的复合性质。对所有复合物来说硬度都是65 左右(表2),而与FKM 材料在相同硬度和拉伸特性条件下,HNBR 复合物显示出超高的拉伸强度。
表2、HNBR 与FKM 化合物的硬度与物理性能

4 种复合物的低温特性列于图1 中。与预期的一样,最好的低温性能材料是A3907/LT 共混物,TR10 的值为-30,脆性温度为-50℃。然而ACN 的含量越高,HNBRS 在低温下的链柔性就越差。可以观察到ACN 最高含量为43% 时,与FKM 复合物相比,有5℃到10℃的好的低温特性。

图1、低温属性
图2 总结了在普通柴油机燃料中70℃老化一个星期后硬度和应力应变值的改变。所有的复合物在燃料中都软化了,改变最大的是A3907/LT 共混物。在柴油机燃料中FKM 复合物容易丧失拉伸性能。A3907/LT 共混物在燃油沉浸中体积改变最大,然而A4307,A3907 和FKM 复合物体积膨胀都在10%以内。A4307 和A3907 两个混合物在柴油机燃料老化过程中所有的应力应变特性都表现出很少的改变。
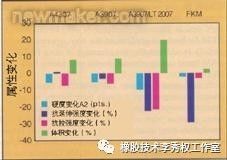
图2、在70℃,燃油沉浸168 小时后性能变化情况
改变柴油机燃料类型比如改为极低硫品种对复合物基本没有什么影响(图3)。A4307 和A3907 两种复合物又对极低硫品种表现出全面的抵抗力。对HNBRs 来说体积膨胀会有小幅上升。很有趣的是FKM在极低硫品种中确实表现出很差的拉伸性能。
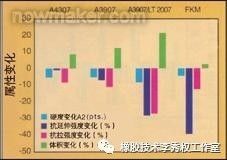
图3、在70℃,ULSD中沉浸168 小时后性能变化
图4 显示的是在4 种复合物在B10 生物柴油中老化的影响。B10 生物柴油使用的是与大豆油脂肪酸甲酯的共混。A4307 和A3907 材料在这些燃料混合物中表现出很好的性能。在有B10 的情况下FKM 复合物在保持其他特性的情况下,瞬间呈现出很高的拉伸率。
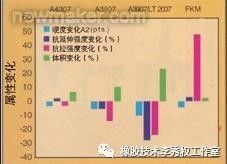
图4、在70℃,B10(大豆油脂肪酸甲酯)
中沉浸168 小时后性能变化
在图5 中,改变生物柴油FAME 添加剂的类型,比如从大豆油到芥花籽油基本上对这4 种复合物没有影响。芥花籽油脂肪酸甲酯(MEC)添加剂貌似会轻微增加HNBRs 的体积膨胀,但是对其他物理性质没有影响。在B10 共混物中FKM仍然表现出反常高的伸长率。
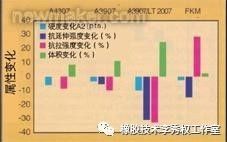
图5、在70℃,B10(芥花籽油脂肪酸甲酯)
中沉浸168 小时后性能变化
4 种复合物的抗渗透性可以用累积的质量损失对时间的函数来表示,基于大豆油和基于芥花籽油的B10 共混物。和预期中的一样,在HNBRs 中抗渗透性最好的是(按顺序)A4307,A3907,最后才是A3907/LT 共混物,这与丙烯腈的浓度直接相关。HNBRs 的高增韧水平会导致更好的抗渗透性,在与生物柴油直接接触中这可以达到并超过FKM。实际上,HNBRs 的抗渗透性还可以通过使用低粘度的等价物(比如ATA 4303,AT A3904 和AT LT2004)和在不牺牲复合物加工性能的前提下加入炭黑填料来提高。
对大豆油脂肪酸甲酯添加剂浓度分别对A 4 3 0 7 和A3907HNBRS的硬度和物理性质的影响试验表明,随着生物添加剂浓度的增加,在老化过程中会软化复合物,对A4307 来说伴随着可以接受的小的伸长率的损失。体积膨胀仍然固定在6% 和8%。另外一方面,对于A3907,随着大豆油脂肪酸甲酯添加剂的增加,硬度,物理性质和体积改变等仍然保持固定。体积膨胀仍然大约在10%。
图6 对比了不同的生物柴油添加剂(大豆油还是芥花籽油)对B100 和HNBR(A4307 和A3907)的影响。对于B100 类型的应用来说,A4307 和A3907 复合物表现出相同的行为,至于硬度和物理性质都保持不变,唯一的区别就是A3907 有4% 的体积膨胀增长。100% 浓度对HNBR 的影响在MES 和MEC 之间没有什么区别。
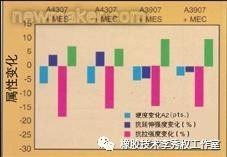
图6、在70℃,B100 中沉浸168 小时后性能变化
◆替代燃料的应用
表1 所描述的关于生物柴油的基本配方同时也用来测试在替代燃料(Flex fuel)类型中对HNBR 的影响效果。对在40℃下老化一周后,燃料C/ 乙醇的混合比例对A3907 的硬度、物理性质和体积膨胀的影响试验表明,替代燃料对A3907 有显著的影响。燃料C 和乙醇都使化合物软化、延展和拉伸强度都相应地降低。观察到最大损失(延展和拉伸强度改变达到60%)发生在乙醇比例为20%和40%时。体积膨胀也显示了最大值(达到60%),只有在乙醇单独使用时才变少, 体积膨胀为10%。
在替代燃料中,同样对丙烯腈含量更高的HNBR A4307 进行测试,结果和预期的一样,配方中丙烯腈浓度升高对老化后降低体积膨胀(达到10%)和提高普通性能的保持力(伸长率和拉伸强度)有着负面的作用。然而,最大体积膨胀达到55% 和相应的伸长率和拉伸强度降低60%,对一种含有CE20 的替代燃料环境来说是不可以接受的。
随着丙烯腈含量的增加抵抗替代燃料的效果就增强,更高ACN 含量的HNBR 才适用于替代燃料的答案。因此,生产除了一种50% ACN 的HNBR(ATA5004),拥有更低的不饱和度(<0.9%),更低的门尼粘度(100 度39MU)有利于加工。如果将ATA5004暴露在不同替代燃料浓度中,结果显示,在CE20 里体积膨胀急剧降低了40%。
在正在测试浓度范围里,其它性质的保持力也明显提高。一个完全浸透的50% ACN 的HNBR可能是封装材料的后备选择,考虑价格因素也是除了FKM外的另一选择。
对含有GF4 和SF105 的燃油,在相同标准下,测试了一系列含有不同量ACN(34、39 和43%)的HNBRs。单纯的引擎燃油表现出优异的性能。然而沉浸在EO85 中,软化效果开始出现,并且伴随着体积膨胀效应的增加,大概增加20%。含量会影响HNBR 但是如前面所展示的一样不会影响ACM 聚合物。
◆应用于传动零部件
表3 显示的是建议的HNBR 配方,用于传动零部件分别基于炭黑补强和二氧化硅补强。一种低温HNBR LT 是这种应用材料的选择,由于它卓越的耐低温和抗高温性能(-40℃到160℃)的独特结合。另外还因为硬度需求可以在70到90 范围里波动的事实,推荐使用低粘度HNBR AT LT 级分,这样有利于加工。在炭黑填充复合物中还有一种基于HNBR 的抗热性添加剂可以用来提高抗热性和ATF。
表3、应用于传动零部件的炭黑/ 二氧化硅
补强HNBR 化合物推荐配方

两种复合物都处在低到中等70s 的硬度,门尼粘度在70s 到80s。按照Gehman T10 测试两种材料也展示出一般高的拉伸强度和非常好的耐低温性能。
图7 和图8 解释了在150℃老化了6 个星期的情况下,不同ATF 传动液对两种基于HNBR 复合物配方的硬度和机械性能的影响。此两图显示:润滑油Dexron Ⅲ对HNBR 有着很强的副作用,导致复合物软化并且拉伸和伸长性能大大下降,以及超过20% 的体积膨胀。润滑油Dexron Ⅵ对两种配方影响更为温和,老化后可以看出性能保持得比较好。Dexron Ⅵ和MS9602 对HNBR 有着相同的影响。福特的AT94也类似于其它现在使用的ATFs ;但是为了最大地保持抵抗ATF 液的性质,推荐一种二氧化硅填充的HNBR。二氧化硅填充的配方好过炭黑填充的配方,比如说可以更好地保持拉伸和伸长性能。
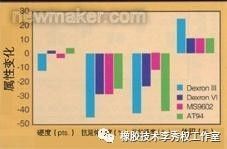
图7、充填炭黑HNBR 在150℃,ATF 液中
沉浸1008 小时后性能变化
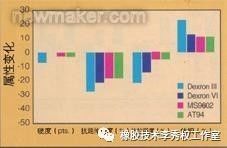
图8、充填二氧化硅HNBR 在150℃,ATF
液中沉浸1008 小时后性能变化
结论
在直接接触生物柴油燃料(基于大豆或者芥花籽油的脂肪酸甲酯)的一些应用中,推荐使用一种含量从适中到高的ACN HNBR(39% 到43%),里面含有低残余量的不饱和度。在生物柴油中老化后仍然表现出优异的物理性能和低的体积膨胀。HNBRs 性能胜过测试的FKM 复合物,即使在丙烯腈含量比较高的情况下,仍然可以提供极高的拉伸强度和低温柔软性。
本文解释了HNBR 是如何可以用于燃料/ 乙醇混合物体系的。当直接接触替代燃料时,一种含有50% ACN 的低粘度HNBR 是替换FKM的优良的备用品。这里一种低粘度的HNBR是很有优势的,由于其更高的填料填充率,导致低的体积膨胀和更好的抗渗透性。引擎燃油被EO85 稀释至15%的时候对HNBR 有一定的影响,但是对引擎燃油的垫圈来说,物理性能的保持和体积膨胀等方面还是可以接受的。在长时间沉浸老化后,含有低残余不饱和度的低温HNBR 显示出对新一代ATF自动传动液的有效的抵抗力。高含量二氧化硅或者炭黑补强被用于低粘度的LT HNBR,它可以达到更高的硬度。使用二氧化硅的配方可以全面达到抵抗ATF的目的。这样的配方可以应用于活塞密封,O型环或者轴封盖等等。
氢化丁腈橡胶相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 环氧平涂
- 不冻液
- 二甲基聚硅氧烷
- 凸结点钢塑土工格栅
- 造纸施胶消泡剂
- 印花色浆
- 河北宏光消泡剂
- 采矿消泡剂
- HR-306T
- 亚什兰消泡剂46000EG
- 2-乙基-1-己醇
- 炔二醇
- 去泡剂
- 抑泡消泡剂
- 水性发酵消泡剂
- 高纯度消泡剂
- 合成润滑油在加工和碳氢化合物气压机中应用参考资料
- 利用含钴、镍氢化硅酸盐提高橡胶镀铜钢丝粘合作用
- 兰州某石化项目5万吨每年丁腈橡胶装置HSE管理方案
- 氢化物原子荧光法测定涉水塑料管材中锑
- 丁腈橡胶动密封件工作面润滑层材料
- 基于压电堆驱动器的喷嘴挡板式气体控制阀
- 电气工程及其自动化特色专业建设探索
- 分形DGS单元结构设计及其在微带电路中的应用
- 磷铵技术改造五大磷肥工程的建议
- 以大豆油多元醇制备的硬质聚氨酯泡沫塑料的性能
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 预制砌块(砖、石)挡土墙工程砌体施工安全技术交底
- 应用模糊数学理论对公路工程建设项目方案的综合评价
- 引嫩工程扩建区土壤水盐动态与防治土壤盐碱措施
- 中华华丹雨、污水管道沟槽开挖专项施工方案教学教材
- 中国工程图学学会成立工程与制造系统集成化分会
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司