PLM-聚碳石膏型芯抗高压蒸汽性
脱蜡时能经受高压蒸汽的侵蚀,脱蜡后表面光洁。
PLM-聚碳石膏型芯造价信息
易于精密成型制造各种复杂形状及大小的芯子或铸型,可做窄、细、薄、深、弯、精等口小内大及结构复杂的铸件。
常温下瞬间进入1500℃的火炉,芯子不变形开裂,保形性极好。
PLM-聚碳石膏型芯抗高压蒸汽性常见问题
-
价格有45.00≥20件的,也有275.00/件
-
····································还是不错的,,感觉挺干净卫生的···································
-
用碳钢9SMnPb28K即可。其使用温度范围为0-200度,压力不超过4MPa。
与硅溶胶型壳相接处不需作任何处理,相接处不会变形开裂。高温合金液充满型腔冷却凝固收缩过程中,不会变形开裂,像海绵一样卸掉铸钢冷却收缩产生的热应力及组织应力,大大提高铸件精度及成品率。
高温下不与金属及其氧化物反应,活泼金属也能进行铸造,表面光洁度高。
最高可达2800℃,在真空和还原气氛下耐温1700℃。
铸后型芯变得松散,可轻易去除,靠震动及简单工具就能清理干净。超复杂内腔的,在常温下浸泡我司研制的松骨水1分钟,用水冲洗即可清理干净。内腔如果有窄缝形等精细孔槽,可在常温下浸泡松骨水3~5小时就能完全溶解,再用水冲洗干净即可,可用清洗机进行大批量高效的清洗,适合大批量生产制造。
常温下有足够的强度经受石蜡压射的冲击力。能承受高温合金液的冲击,不变形开裂,尺寸稳定。
焙烧温度可达1600℃,不收缩变形(即无烧结作用),能铸超薄复杂形状铸件。
孔隙率可控,可根据需要而定,一般为40~50%的孔隙率,具有很好的透气性。
尺寸稳定性高,常温高温下不变形不开裂,无晶型转变造成的膨胀或收缩。
纯环保产品,无任何污染及毒性。
PLM-聚碳石膏型芯抗高压蒸汽性文献

 高压蒸汽养护(高温养护)
高压蒸汽养护(高温养护)
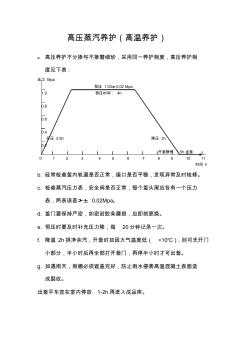
高压蒸汽养护(高温养护) a. 高压养护不分掺与不掺磨细砂,采用同一养护制度,高压养护制 度见下表 : 压力 Mpa 恒压 1.03±0.02 Mpa 1.0 恒压时间: 4h 0.8 0.6 0.4 升压 2.5h 降压 3h 0.2 开釜静停 1.5h出釜 0 1 2 3 4 5 6 7 8 9 10 11 时间 h b. 经常检查釜内轨道是否正常,接口是否平稳,发现异常及时检修。 c. 检查蒸汽压力表,安全阀是否正常,每个釜头尾应各有一个压力 表,两表误差≯± 0.02Mpa。 d. 釜门要保持严密,如密封胶条磨损,应即刻更换。 e. 恒压时要及时补充压力降,每 20分钟记录一次。 f. 降温 2h排净余汽,开釜时如因大气温度低( <10℃),则可先开门 小部分,半小时后再全部打开釜门,再停半小时才可出釜。 g. 如遇雨天,雨棚必须遮盖完好,防止雨水侵袭高温混凝土
 高压蒸汽管道方案
高压蒸汽管道方案
目 录 一、工程概况 ......................................................................................................................... 2 二、编制依据 ........................................................................................................................ 2 三、施工工艺程序 ................................................................................................................ 2 四、施工方法、
PLM-聚碳石膏型芯相关推荐
- 相关百科
- 相关知识
- 相关专栏
- PLUSGRES
- PLZT
- PMMA注塑成型工艺
- POF环保收缩膜
- PORCERAXⅡ透气钢
- POWER4X6
- POWER4X6B
- PPK值
- PPO材料
- PROGNOST
- PROTEL电路板设计从入门到精通
- PS AS透明塑料抗菌剂
- PT4115电源
- PTFE滤材
- PTFE空气净化膜
- PUF 扫描仪
- 影响萘高效减水剂与普通硅酸盐水泥适应性的关键因素
- 在8度地震区建造低层纯钢框架结构住宅的可行性分析
- 定征复合板材粘接层性质的非线性超声兰姆波方法
- 柘溪水电厂扩建工程发电机出口设置GCB优越性
- 云南大平糜棱岩化碱性花岗岩的锆石特征及其地质意义
- 以可靠性为中心的修在医疗设备维修领域的应用综述
- 岳城水库大副坝防渗墙塑性混凝土施工工艺及质量控制
- 增设钢牛腿在连续独柱墩桥梁抗倾覆加固设计中的应用
- 在公路工程建设项目可行性分析中经济评价的运用
- 中国建筑抗震设计规范的演变与展望
- 乙酰丙酮测定水性内墙涂料中甲醛含量的不确定度评定
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 异形柱框架及短肢墙抗震节点构造的施工质量保证措施
- 昭待高速公路路面预防性养护工程施工总结-推荐下载
- 永磁操动机构应用于126kV高压真空断路器
- 中国电机工程学会高压专业委员会
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
拆边机
广西北缆电缆有限公司
大山槟榔
上海地铁维护保障有限公司通号分公司
舌花雏菊
甘肃中维国际招标有限公司
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司