宁波浙华重型钢管制造有限公司
宁波浙华重型钢管制造有限公司于2004年04月05日在宁波市镇海区市场监督管理局登记成立。法定代表人熊守斌,公司经营范围包括许可经营项目:普通货运(凭有效许可证经营)等。
宁波浙华重型钢管制造有限公司基本信息
| 公司类型 | 有限责任公司(外商投资企业法人独资) | 登记机关 | 宁波市镇海区市场监督管理局 |
|---|---|---|---|
| 成立时间 | 2004年04月05日 | 发照时间 | 2016年05月12日 |
宁波浙华重型钢管制造有限公司造价信息
宁波浙华重型钢管制造有限公司常见问题
-
河北华洋钢管有限公司位于全国著名的“弯头管件之都”——孟村县卜老桥工业开发区,地理位置优越,交通便利,是华北地区技术力量雄厚的大型钢管企业,钢管年产值可达50-60万吨。 1.生产φ219-508mm...
-
天津世友钢管制造有限公司的产品好,比普通钢长久耐用耐腐蚀性好强度高耐高温氧化及强度高,容易塑性加工因为不必表面处理,所以简便、维护简单清洁,光洁度高焊接性能好。是一家产品丰富的有限公司。顾客在这家公司...
-
天津世友钢管制造有限公司的产品好,比普通钢长久耐用耐腐蚀性好强度高耐高温氧化及强度高,容易塑性加工因为不必表面处理,所以简便、维护简单清洁,光洁度高焊接性能好。是一家产品丰富的有限公司。顾客在这家公司...
宁波浙华重型钢管制造有限公司文献

 宁波华恒电气有限公司_中标190925
宁波华恒电气有限公司_中标190925
每日 条信息更新,多维度检索、企业资80000+ 质匹配、甲方监控等功能,让中标快人一步! www.bidizhaobiao.com 本报告于 2019年9月25日 生成 1/5 www.bidizhaobiao.com 招标投标企业报告 宁波华恒电气有限公司 每日 条信息更新,多维度检索、企业资80000+ 质匹配、甲方监控等功能,让中标快人一步! www.bidizhaobiao.com 本报告于 2019年9月25日 生成 2/5 www.bidizhaobiao.com 本报告于 2019年9月25日 生成 您所看到的报告内容为截至该时间点该公司的数据快照 目录 1. 基本信息:工商信息 2. 招投标情况: 中标/投标数量、中标/投标情况、中标/投标行业分布、参与投标 的甲方排名、合作甲方排名 3. 股东及出资信息 4. 风险信息:经营异常、股权出资、动产抵押、税
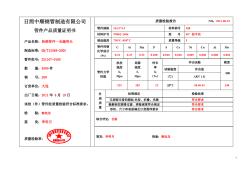 日照中顺钢管制造有限公司管件产品质量证明书
日照中顺钢管制造有限公司管件产品质量证明书
日照中顺钢管制造有限公司管件产品质量证明书
宁波浙华重型钢管制造有限公司是森特集团旗下的一家专业制造大直缝双面埋弧焊接钢管、螺旋缝双面埋弧焊接钢管的大型企业。公司成立于2004年,现位于宁波骆驼机电工业园区,占地8万平米,毗邻329国道和绕城高速,距港口码头15公里路程,交通便捷。公司引进具有国内先进水平的埋弧焊管生产线,主要生产Φ219-3420mm,厚度6-60mm的大直缝双面埋弧焊接钢管和螺旋缝钢管。公司产品质量达到国际水准,拥有ISO9001:2000质量体系认证、美国石油协会API5L国际认证、全国工业生产许可证和压力管道元件生产许可证等。公司先后供应杭州湾大桥、舟山大陆引水工程、甬台温铁路、德国拜耳工程、镇海炼化等工程特种压力钢件、管件60多万吨;目前产品已出口海外30多个国家和地区,年生产能力达40多万吨,受到客户的广泛好评。
采用前瞻思维,开发前沿产品,追求精美工艺,提供前进动力。
质量第一 追求卓越
公司视质量为生命,坚持与国际惯例和先进管理模式接轨。从试生产初期就按照API Q1规范和ISO 9001标准建立了质量保证体系,并在多年的运行时间中不断加以改进和完善。
公司自投产以来,始终坚持全员、全面、全过程的质量管理理念,从原材料入厂到成品出厂整个生产流程上合理地配置资源,建立了完善的质量保证体系。
产品的再制造过程一般包括七个步骤,即产品清洗、目标对象拆卸、清洗、检测、再制造零部件分类、再制造技术选择、再制造、检验等。
1.产品清洗
产品清洗是再制造工程的重要一步。清洗的清洁度对于产品性能的检测,再制造目标对象的准确确定等非常重要。其目的是清除产品外部尘土、油污、泥沙等脏物。外部清洗一般采用1~10MPa压力的冷水进行冲洗。对于密度较大的厚层污物,可以加入适量的化学清洗剂,并提高喷射压力和温度。常用的清洗设备包括:单枪射流清洗机、多喷嘴射流清洗机等。
2.目标对象拆卸
通过分析产品零部件之间的约束关系,确定目标对象的拆卸路径,完成目标对象拆卸。
3.目标对象清洗
目标对象的清洗就是根据目标对象的材质、精密程度、污染物性质不同,以及零件清洁度的要求,选择适宜的设备、工具、工艺和清洗介质,对目标对象进行清洗。目标对象清洗有助于发现目标对象的问题和缺陷,在零件再制造过程中具有重要的意义。
4.目标对象检测
目标对象检测不仅影响再制造的质量,也影响再制造的成本。零件从机器上拆下后,需要通过检测确定技术状态。常用的检测内容和方法有:
(1)零件几何形状精度。检测项目有:圆度、圆柱度、平面度、直线度、线轮廓度和面轮廓度等。检测一般采用通用量具,如游标量具、螺旋测微量具、量规、千分表、百分表。
(2)零件表面位置精度。检测项目有:同轴度、对称度、位置度、平行度、垂直度、斜度以及跳动等,检测一般采用心轴、量规和百分表等通用量具相互配合进行测量。
(3)零件表面质量。检测项目有:疲劳剥落、腐蚀麻点、裂纹与刮痕等,裂纹可采用渗透探伤、磁粉探伤、涡流探伤以及超声波探伤等。
(4)零件内部缺陷。内部缺陷包括裂纹、气孔、疏松、夹杂等。主要用射线及超声波探伤检查,对于近表面的缺陷,也可用磁粉探伤和涡流探伤等。
(5)零件机械物理性能。零件的硬度可用电磁感应、超声和剩磁等方法进行无损检测;硬化层深度、磁导率等可用电磁感应法进行无损检验;表面应力状态可采用X射线、光弹、磁性和超声波等方法测量。
(6)零件重量与平衡。有些零件如活塞、活塞连杆组的重量差需要检测。有些高速零件,如曲轴飞轮组、汽车传动轴等需要进行动平衡检查。高速零件不平衡将引起振动,并对其他零部件形成附加动载荷,加速零件磨损或其他损伤。动平衡需要在专门的动平衡机上进行。
5.再制造零部件分类
再制造零部件应根据其几何形状、损坏性质和工艺特性的共同性分类。零件分类的目的主要有:
①用以制定典型工艺过程和成组工艺过程。
②确定通用的再制造设备,以再制造成组的类似零件。
③合理组织工作地点。
④对相同的和类似的零件进行再制造时,消除定额指标的差异。
⑤使得统计、计划生产及其他作业实现机械化。
⑥建立合理的车间内和车间之间的运输图。
⑦对再制造企业的零件再制造工段和车间选择最佳的生产结构。
综上所述,再制造零件的分类为再制造企业采用大批量或批量方法实现再制造提供了条件。
6.再制造技术选择
根据再制造企业的技术水平、目标对象的损坏情况以及各种再制造技术的技术、经济和环境特性选择适宜的再制造技术。
7.再制造
根据所选的再制造技术,进行目标对象的再制造。
8.检验
对再制造后的目标零件进行检验,看是否达到技术要求。其具体内容和方法同目标对象检测 。
宁波浙华重型钢管制造有限公司相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 深圳市皮氏门窗有限公司
- 重力货架
- 重型托盘货架
- ThinkPad X40 专用底座扩展电池
- 重型机械标准:传动(上)
- 专用夹具
- 徐州宝鼎起重设备贸易有限公司
- 河南中车重型装备有限公司
- 重组竹地板
- 华源隆精密五金制造(惠州)有限公司
- 法兰蝶阀滚动轴承
- NSK F691X轴承
- 阀门零部件轴承压盖
- 斜式轴流泵
- 中小型轴流泵
- 轴用钢丝挡圈
- 中国工程图学学会成立工程与制造系统集成化分会
- 在生活中构筑自然——河南天旺园林工程有限公司剪影
- 支持并行工程和智能CAPP的制造资源建模技术
- 张家港市旺达工业气体有限公司企业信用报告-天眼查
- 云南璟成工程项目管理有限公司-招投标数据分析报告
- 浙江深美装饰工程有限公司生产车间工程安全监理细则
- 中国建筑第二工程局有限公司上海公司合格供应商名录
- 一心一意谋发展 中国重型汽车集团有限公司发展纪实
- 中国水利水电第十六工程局有限公司机场施工发展战略
- 中国运用现代集成制造技术改造传统产业的经验和前景
- 中国恩菲工程技术有限公司中国有色工程设计总院
- 柴油机高压喷油管用钢、高压喷油管及其制造方法
- 永明项目管理有限公司中原分公司中标
- 圆钢管通用规格表(20201009124910)
- 永明项目管理有限公司西宁分公司中标
- 圆CFRP-钢管混凝土轴压短柱荷载-变形关系分析
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
大山槟榔
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
舌花雏菊
华润燃气(上海)有限公司
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司