难熔金属
一般指熔点高于1650℃并有一定储量的金属(钨、钽、钼、铌、铪、铬、钒、锆和钛),也有将熔点高于锆熔点(1852℃)的金属称为难熔金属。以这些金属为基体,添加其他元素形成的合金称为难熔金属合金。制造耐1093℃(2000°F)以上高温的结构材料所使用的难熔金属主要是钨、钼、钽和铌。在难熔金属合金中钼合金是最早用作结构材料的合金,Mo-0.5Ti-0.1Zr-0.02C合金具有良好的高温强度和低温塑性,在工业上广泛应用。铌合金的出现迟于钼合金,但发展很快,已有30余种牌号。航天工业中使用的主要是中强合金和低强高塑性的铌合金。

难熔金属基本信息
| 中文名称 | 难熔金属 | 熔点 | 熔点高于1650℃ |
|---|---|---|---|
| 主要分类 | 钨、钽、钼、铌、铪、铬、钒 | 性质 | 低温脆性、抗氧化性 |
20世纪40年代中期以前,主要是用粉末冶金法生产难熔金属的。40年代后期至60年代初,由于航天技术和原子能技术的发展,自耗电弧炉、电子轰击炉等冶金技术的应用,推动了包括难熔金属在内的、能在1093~2360℃或更高温度下使用的耐高温材料的研制工作。这是难熔金属及其合金生产发展较快的时期。60年代以后,难熔金属虽然有韧性、抗氧化性不良等缺陷,在航天工业中应用受到限制,但在冶金、化工、电子、光源、机械工业等部门,仍得到广泛应用。主要用途有:
①用作钢铁、有色金属合金的添加剂,钼和铌在这方面的用量约占其总用量的4/5;
②用作制造切削刀具、矿山工具、加工模具等硬质合金,钨在这方面的用量约占其总用量的 2/3,钽、铌和钼也是硬质合金的重要组分;
③用作电子、电光源和电气等部门的灯丝、阴极、电容器、触头材料等,其中钽在电容器中的用量占其总用量的2/3。此外,还用于制造化工部门耐蚀部件、高温高真空的发热体和隔热屏、穿甲弹芯、防辐射材料、仪表部件、热加工工具和焊接电极等。中国在50年代已用粉末冶金工艺生产难熔金属制品。60年代起已能生产多种规格的难熔金属及其合金产品。
难熔金属造价信息

难熔金属加工方法
坯锭
多孔、弥散、掺杂、高比重材料和许多直接成形的难熔金属及其合金零件是采用粉末冶金工艺制备的。要求提纯的钽和铌合金以及部分钼和钼合金是采用电子束或自耗电弧熔炼工艺。坯锭制备工艺的选择不仅取决于成本和设备条件,而且取决于其后制造工艺和最终性能的要求。采用化学气相沉积和等离子喷涂工艺也可生产某些钨制品。
塑性加工
钨和钼能够经受挤压、锻造、轧制、拉伸等塑性加工。钽和铌及其合金由于转变温度低,且在室温下有良好的塑性,可采用常规工艺加工。钨、钼及其合金片材、丝材、管材生产工艺有其共同的特点,一般是在加工过程中进行再结晶退火,其后采用消除应力退火以使成品具有低的转变温度;钨和钼对间隙元素溶解度极小、污染层很薄,可在保护气氛(如氢气)中加热后,直接在空气中进行高温塑性加工。钽和铌对氮和氧有较大的溶解度,氧、氮含量过高会损害其塑性和加工性能,应避免直接在空气中高温加工,一般需采用包套或涂层。
定向凝固技术
近年来,定向凝固技术用于熔铸难熔金属间复合材料,这些复合材料具有替代航空发动机中涡轮机最热部件材料-Ni基超合金的潜力。它们由一种Nb 基固溶体(保证室温韧性)和Nb的硅化物,如Nb3Si和Nb5Si3(保证高温强度)组成,其中加入一些其它合金元素用以改善抗氧化性或改变硅化物的类型。这些复合材料已采用许多方法制备,如物理气相沉积、箔层压制加工和电弧熔炼等。但是,最有前途的方法之一是定向凝固,因为它给材料中相分布提供了较大的控制空间并可制备粗锭。
定向凝固法
Pope等人使用的光象悬浮区域法,即一种定向凝固法。由于沿棒料有一小熔区移动,故这种方法的基本 原理非常类似于区域精炼法。当小熔区经过棒料后,定向凝固材料就形成了,其中用水冷室的卤化钨灯进行加热。尽管该方法并未用来制备Nb-Si复合材料,但Pope等人已用定向凝固技术制备了许多金属化合物的锭,并且也在Cr2Nb/Nb复合体系内开展了大量的研究工作。
Bewlay等人证实,在一个水冷球缺形坩埚内采用Czochralski 技术感应悬浮熔炼的合金也能产生定向凝固结构。熔炼时将籽晶加入熔体且慢慢拉锭,从而得到铸锭。采用这种技术在约2300℃的温度下熔炼制备Nb-Si复合材料。
美国田纳西州大学Y.H.He等人也使用定向凝固法制备了Cr-Cr2Ta合金锭。分析结果表明,定向凝固技术能使合金中具有均匀的层状Laves相。这种结构能显著提高合金的室温断裂韧性和高温强度,并降低高温蠕变率,从而实现合金在高温环境下的使用。
粉末冶金技术
粉末技术是制备难熔金属大型件的常规技术。首先将材料压制成型,然后垂熔烧结预型件。烧结后材料可进行常规热机械加工。在白炽灯行业用无挠度钨灯丝压制和烧结工艺的深度研究中,烧结过程也调整材料的成分,以确保钾的含量需求,从而获得无挠度行为。目前,大多数难熔金属合金的研究都采用粉末方法。
热机械加工技术及电子背散射衍射分析技术难熔金属常规的热机械加工技术包括轧制、锻造、模锻和拉拔。钽由于塑性好,在室温下就可加工,而钼和钨,尤其是钨必须在高温下加工,以免开裂。
简述
难熔金属最重要的优点是有良好的高温强度,对熔融碱金属和蒸气有良好的耐蚀性能。最主要的缺点是高温抗氧化性能差。钨、钼的塑性-脆性转变温度较高,在室温下难以塑性加工;铌和钽的可加工性、焊接性、低温延展性和抗氧化性均优于钼和钨。
低温脆性
塑性-脆性转变温度(以下简称转变温度)是衡量难熔金属及其合金低温塑性的重要参数(特别是钨和钼)。在难熔金属中,钽具有最好的塑性和最低的转变温度(-196℃以下)。铌塑性较钽差,但优于钼和钨。钨的室温塑性最差,转变温度最高。钼的转变温度在室温上下。温度对钨、钽、钼、铌的塑性的影响见图。转变温度同材料受力状态和形变速度有关,也同材料的组织结构和表面状态有关。添加某些元素(特别是铼),以及进行较大量的塑性加工是改善钨和钼低温脆性的有效途径。间隙元素对难熔金属的转变温度有严重影响。
抗氧化性
钨和钼分别在 1000℃和725℃以上出现氧化物挥发和液相氧化物,人们常称之为"灾害性"氧化。铌和钽在空气中加热,仅当温度高于200℃和280℃时,才有明显的氧化;随着温度的升高,铌、钽氧化皮层开裂和粉化,使抗氧化性能变坏。为了解决这一关键难题,曾采取过两种措施:一是制备抗氧化合金,二是加抗氧化保护涂层,但都未能制得在约1050~1250℃下长期使用的材料,只制得加防护涂层后在约1400~1700℃高温下短期(几分钟到几小时)使用的材料。这种材料在一些航天器部件上得到实际应用。
难熔金属常见问题
-
20世纪40年代中期以前,主要是用粉末冶金法生产难熔金属的。40年代后期至60年代初,由于航天技术和原子能技术的发展,自耗电弧炉、电子轰击炉等冶金技术的应用,推动了包括难熔金属在内的、能在1093~2...
-
Pope等人使用的光象悬浮区域法,即一种定向凝固法。由于沿棒料有一小熔区移动,故这种方法的基本原理非常类似于区域精炼法。当小熔区经过棒料后,定向凝固材料就形成了,其中用水冷室的卤化钨灯进行加热。尽管该...
-
在各类金属中,钨是最难以熔化、最不容易挥发的金属,所以称为“高熔点金属”,它的熔点高达3380 度,沸点是5927 度。 钨的拉丁文意思是“狼嘴里的白沫”,钨怎么会同食肉动物联系在一起呢?原来,在很早...
难熔金属的强化,主要有四种途径:固溶强化、加工硬化、沉淀强化和弥散强化。对于钽和铌主要是通过固溶强化和沉淀强化,前者可得到良好的热稳定性,后者可得到良好的高温强度。对于钨和钼主要采用加工硬化和沉淀强化或弥散强化,前者可得低温塑性和高的强度性能,而后者可稳定加工硬化和提高高温形变抗力。形变热处理在难熔金属中也有明显的强化效果(见金属的强化)。
难熔金属文献

 从铁鳞及废钢屑中回收难熔金属
从铁鳞及废钢屑中回收难熔金属
从铁鳞及废钢屑中回收难熔金属夏文堂随着高速钢产量的不断提高,高速钢铁鳞及废高速钢钢屑(铣屑及磨屑)的量也不断增加。在通常情况下,高速钢铁鳞一般被当作垃圾处理,而高速钢钢屑由于太细,不易返炉重熔,往往被廉价处理。高速钢铁鳞及废高速钢钢屑含有W、Mo、C...
 难熔金属和纯金属的切削加工
难熔金属和纯金属的切削加工
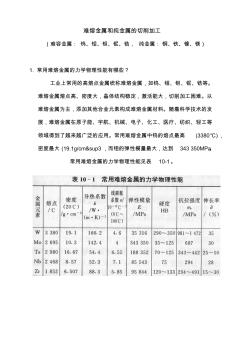
难熔金属和纯金属的切削加工 (难容金属: 钨、钼、钽、铌、锆, 纯金属:铜、铁、镍、镁) 1. 常用难熔金属的力学物理性能有哪些? 工业上常用的高熔点金属统称难熔金属,如钨、钼、钽、铌、锆等。 难熔金属熔点高、密度大,晶体结构稳定,激活能大,切削加工困难。以 难熔金属为主,添加其他合金元素构成难熔金属材料。随着科学技术的发 展,难熔金属在原子能、宇航、机械、电子、化工、医疗、纺织、轻工等 领域得到了越来越广泛的应用。常用难熔金属中钨的熔点最高 (3380℃), 密度最大 (19.1g/cm³,而钼的弹性模量最大,达到 343 350MPa。 常用难熔金属的力学物理性能见表 10-1。 难熔金属 2. 常用难熔金属的分类和用途有哪些? 常用难熔金属中钨的熔点高 (3380℃),密度大,耐蚀性好,在冶金、 电子、化工、核工业中常用来制作耐高温零部件,如电极、高温反应堆的 包套材料、平衡
本书涉及的难熔金属材料深加工技术是把前期生产出来的加工材(板材、带材、棒材、丝材、锻件等)转变成所需形状和尺寸的零件或组件的高附加值技术。本书系统地、扼要地阐述了难熔金属族群中最主要、最重的成员钨、钼、钽、铌、铱及其合金材料的主要深加工技术,较全面地反映了现代难熔金属材料深加工的水平和现状,为解决难熔金属材料变成制品时的成形特殊困难提供技术、方法和科学依据。
全书共10章,主要内容包括难熔金属材料深加工技术与材料的性能关系、难熔金属材料的主要性能、机械加工技术、冲压成形技术、电火花加工技术、电解加工和化学加工技术、表面处理技术、表面防护技术、连接技术和深加工技术组合集成的实例等。本书把难熔金属材料加工过程的特殊性和科学依据作为主线,不仅收集了国内外难熔金属材料深加工方面的重要成果和信息,而且还尽可能地展现当前这类材料深加工的发展动向,也从侧面反映出一些国际上有重要影响的难熔金属材料专业研发单位和生产企业的水平。
本书可供从事材料科学与工程技术人员,特别是从事难熔金属材料研发人员和生产企业技术人员参考,亦可作为高等院校材料专业和相近专业师生的参考书。
第1章引言——难熔金属材料深加工技术与难熔金属材料性能的关系1
1.1深度加工技术与材料的物理性质关系1
1.2深度加工技术与材料的化学性质息息相关2
1.3深度加工技术与材料的力学性能的关系3
1.4深加工技术与材料的组织性能关系3
参考文献4
第2章难熔金属材料的主要性能5
2.1钨和钨合金的性能5
2.1.1钨的性能5
2.1.2钨合金的性能9
2.2钼和钼合金性能20
2.2.1钼的性能20
2.2.2钼合金的性能22
2.3钽和钽合金性能29
2.3.1钽的性能29
2.3.2钽合金的性能34
2.4铌和铌合金性能40
2.4.1铌的性能40
2.4.2铌合金的性能44
2.5铱和铱合金的性能54
2.5.1铱的性能54
2.5.2铱合金的性能56
参考文献57
第3章难熔金属材料深加工中的机械加工技术60
3.1车削加工60
3.1.1车刀几何参数和车削工艺参数60
3.1.2车削设备61
3.1.3钨及其合金的车削加工61
3.1.4钼及其合金的车削加工67
3.1.5铌的车削加工67
3.1.6钽的车削加工68
3.1.7铱的车削加工69
3.2铣削加工69
3.2.1刀具的几何参数69
3.2.2铣削工艺参数69
3.3钻削加工70
3.4切断71
3.4.1砂轮片切割71
3.4.2阳极机械切割71
3.4.3圆盘切割和弓形锯切割71
3.4.4难熔金属材料板、带材的剪切72
3.5磨削加工72
3.5.1磨削的种类和功能72
3.5.2磨削设备73
3.5.3磨具选择73
3.5.4磨削的基本参数74
3.5.5钨及其合金的磨削加工76
3.5.6钼及其合金的磨削加工78
3.5.7钽、铌的磨削加工78
参考文献78
第4章难熔金属材料的冲压成形加工技术79
4.1概述79
4.1.1金属冲压变形80
4.1.2金属板料成形性的评价82
4.2冲裁加工(剪切分离)技术84
4.2.1冲裁加工机理84
4.2.2剪切分离种类和工序性质85
4.2.3冲裁设备的选用87
4.2.4冲裁模设计88
4.2.5冲裁工艺97
4.3冲压成形技术100
4.3.1成形分类和基本工序100
4.3.2弯曲技术102
4.3.3拉深技术110
4.3.4翻边技术117
4.3.5胀形技术119
4.4旋压成形技术121
4.4.1旋压成形分类和工艺特点121
4.4.2旋压设备123
4.4.3材料的可旋性125
4.4.4锥形件的旋压125
4.4.5管形件旋压128
4.4.6确定难熔金属材料旋压工艺主要参数小结131
4.4.7常见的旋压产品缺陷及消除办法134
4.4.8难熔金属板料旋压成形和制品实例135
4.5矫直技术137
4.5.1概述137
4.5.2板材辊式矫直137
4.5.3丝材矫直138
4.6难熔金属材料深加工中的有限元模拟技术140
4.6.1塑性加工工艺分析模型140
4.6.2塑性加工有限元法142
4.6.3深加工模拟实例143
参考文献148
第5章难熔金属材料深加工中的电火花加工技术150
5.1电火花加工原理及影响材料放电腐蚀的主要因素150
5.1.1电火花加工原理150
5.1.2影响材料放电腐蚀的主要因素151
5.2电火花加工结构和切削速度152
5.2.1结构152
5.2.2切割速度152
5.3电火花加工在难熔金属材料深加工中的应用152
5.4电火花线切割加工153
5.4.1电火花线切割加工机床构成153
5.4.2电火花线切割加工分类及其特性154
5.4.3高速走丝电火花线切割加工155
5.4.4低速走丝电火花线切割加工157
5.5电火花成形加工158
5.5.1电火花成形加工的机床构成159
5.5.2电火花形成加工方法159
5.6难熔金属材料电火花加工产品实例161
5.6.1钨及其合金准直片161
5.6.2钨、钼模具161
参考文献162
第6章难熔金属材料深加工中的电解加工和化学加工技术164
6.1电解加工技术164
6.1.1电解加工原理164
6.1.2电解加工间隙165
6.1.3电解液167
6.1.4影响电解加工的工艺参数168
6.1.5电解加工设备169
6.1.6电解加工在难熔金属材料深加工中的应用169
6.2化学加工技术171
6.2.1化学铣切加工171
6.2.2光刻加工172
参考文献174
第7章难熔金属材料深加工中的表面处理技术175
7.1除油清洗176
7.1.1化学除油176
7.1.2有机溶剂(或水蒸气)除油177
7.1.3电化学除油177
7.2金属表面除氧化皮179
7.2.1钨、钼表面除氧化皮179
7.2.2钽、铌表面除氧化皮180
7.3阳极氧化181
7.3.1阳极氧化原理181
7.3.2阳极氧化的工艺参数181
7.4电化学抛光、化学抛光和机械抛光技术183
7.4.1电化学抛光184
7.4.2化学抛光187
7.4.3机械抛光190
7.4.4电化学机械复合抛光191
7.4.5各种抛光方法所能达到的表面粗糙度比较193
参考文献194
第8章难熔金属材料的表面防护技术195
8.1难熔金属材料领域里常用的表面防护技术196
8.1.1热喷涂技术196
8.1.2熔结涂层技术200
8.1.3物理气相沉积(PVD)201
8.1.4化学气相沉积(CVD)205
8.1.5电镀技术207
8.1.6化学热处理技术208
8.2钨及其合金的氧化与防护209
8.2.1钨的氧化行为209
8.2.2钨的抗氧化防护涂层210
8.3钼及其合金的氧化与防护211
8.3.1钼及其合金的氧化211
8.3.2钼合金涂层防护211
8.4钽及其合金的氧化与防护217
8.4.1钽及Ta10W合金的氧化行为217
8.4.2钽合金的涂层防护217
8.5铌及其合金的氧化与防护219
8.5.1铌及其合金的氧化行为219
8.5.2铌合金化防护途径220
8.5.3铌合金的抗氧化防护221
8.6铱涂层230
8.6.1铱的氧化行为230
8.6.2铱涂层制备230
8.7覆盖层检测与质量评估235
8.7.1覆盖层外观检测235
8.7.2覆盖层厚度的检测236
8.7.3覆盖层结合力(附着力)的检测237
8.7.4覆盖层硬度的测定238
参考文献239
第9章难熔金属材料深加工中的连接技术241
9.1机械连接技术241
9.1.1咬接241
9.1.2铆钉连接241
9.1.3螺纹连接245
9.1.4难熔金属铆接制品实例246
9.2焊接技术247
9.2.1TIG焊接247
9.2.2MIG焊接250
9.2.3电子束焊接252
9.2.4钎焊254
9.2.5扩散焊258
9.2.6电阻焊259
9.3难熔金属材料焊接260
9.3.1难熔金属的焊接特性260
9.3.2钨的焊接261
9.3.3钼及其合金的焊接263
9.3.4钽及其合金的焊接265
9.3.5铌及其合金的焊接268
9.3.6铱及其合金的焊接274
9.3.7异种难熔金属的焊接276
9.3.8难熔金属及其合金与其他有色金属的焊接277
9.3.9难熔金属及其合金与钢的焊接280
9.3.10钨与石墨的焊接284
9.3.11钼及钼合金对玻璃的封接288
参考文献290
第10章难熔金属材料深加工技术组合集成的产品实例292
10.1超高温钨丝网发热体292
10.1.1钨发热体类型及规格292
10.1.2超高温钨丝网发热体的制作293
10.2超高温氢气炉的数字模拟295
10.2.1炉体模型装置295
10.2.2边界条件295
10.2.3材料数据296
10.2.4求解程序296
10.2.5超高温氢气炉的数字模拟结果296
10.3钨钼复合靶制备300
10.3.1制备流程300
10.3.2制备工艺300
10.3.3复合靶面层与基体层的结合情况301
10.3.4本节小结301
10.4宇航用铱合金热源密封盒302
10.4.1密封盒结构303
10.4.2密封盒制备流程303
10.4.3密封盒制备内容303
10.4.4本节小结305
参考文献306
后记308 2100433B
钨,一种金属元素。原子序数74,原子量183.84。钢灰色或银白色,硬度高,熔点高,常温下不受空气侵蚀;主要用途为制造灯丝和高速切削合金钢、超硬模具,也用于光学仪器,化学仪器。中国是世界上最大的钨储藏国。
难熔金属相关推荐
- 相关百科
- 相关知识
- 相关专栏
- 万寿宫古建筑群
- 手持蒸汽挂烫机G-665
- 蒸汽料理机
- 非金属补偿器
- 阳台壁挂
- 变形锌合金
- 青玉活环莲花嵌红料石圆洗
- 天明空气能热水器
- 液面覆盖球填料
- 摆管淋雨装置
- 电器产品设计
- 红铸铁
- 赤铜
- 摆管淋雨试验装置
- 派斯家庭厨下式净水器ps-10
- 托比的降落伞
- 金属材料工程专业实习及就业基地建设
- 应用技术大学转型背景下金属材料工程专业的课程改革
- 在中国有色金属学会第七次全国会员代表大会上的讲话
- 在中国有色金属工业协会第二次会员代表大会上的讲话
- 基于S7-300PLC金属冶炼厂废水处理系统设计
- 机电设备评估基础金属切削机床
- 基于ANSYS金属薄板锤式破碎机破碎机理仿真
- 国际供热空调、卫生洁具展及门窗金属结构展在北京举行
- 某泵站机电及金属结构初步设计报告(无技术供水)
- 基于模糊BP神经网络地下金属矿山岩层移动范围
- 建筑物用永久性金属围栏中文
- 广东省无机非金属材料学术研究成果报告会顺利召开
- 1000kV交流特高压瓷外套金属氧化物避雷器的结构分析
- 中国有色金属建设行业部级工程建设优秀QC成果获奖项目
- 重金属污染防治专项资金重金属监测能力建设项目
- GBT37828-2019城镇供热用双向金属硬密封蝶阀
最新词条
安徽省政采项目管理咨询有限公司
数字景枫科技发展(南京)有限公司
怀化市人民政府电子政务管理办公室
河北省高速公路京德临时筹建处
中石化华东石油工程有限公司工程技术分公司
手持无线POS机
广东合正采购招标有限公司
上海城建信息科技有限公司
甘肃鑫禾国际招标有限公司
烧结金属材料
齿轮计量泵
广州采阳招标代理有限公司河源分公司
高铝碳化硅砖
博洛尼智能科技(青岛)有限公司
烧结刚玉砖
深圳市东海国际招标有限公司
搭建香蕉育苗大棚
SF计量单位
福建省中亿通招标咨询有限公司
泛海三江
威海鼠尾草
Excel 数据处理与分析应用大全
广东国咨招标有限公司
甘肃中泰博瑞工程项目管理咨询有限公司
山东创盈项目管理有限公司
当代建筑大师
广西北缆电缆有限公司
拆边机
上海地铁维护保障有限公司通号分公司
甘肃中维国际招标有限公司
大山槟榔
舌花雏菊
湖北鑫宇阳光工程咨询有限公司
GB8163标准无缝钢管
中国石油炼化工程建设项目部
华润燃气(上海)有限公司
韶关市优采招标代理有限公司
莎草目
建设部关于开展城市规划动态监测工作的通知
电梯平层准确度
广州利好来电气有限公司
四川中泽盛世招标代理有限公司